Изобретение относится к машиностроению и может быть использовано для автоматической балансировки коленчатых валов в четырех плоскостях.
Целью изобретения является повышение точности балансировки путем итерационного съема материала.
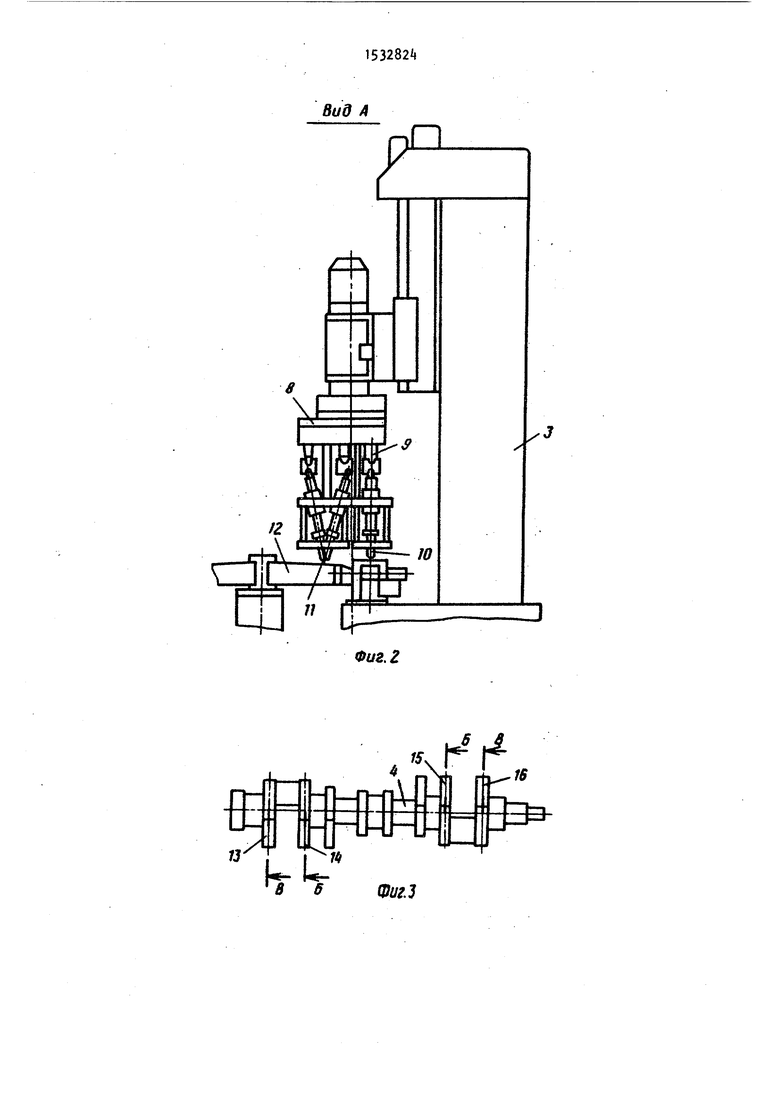
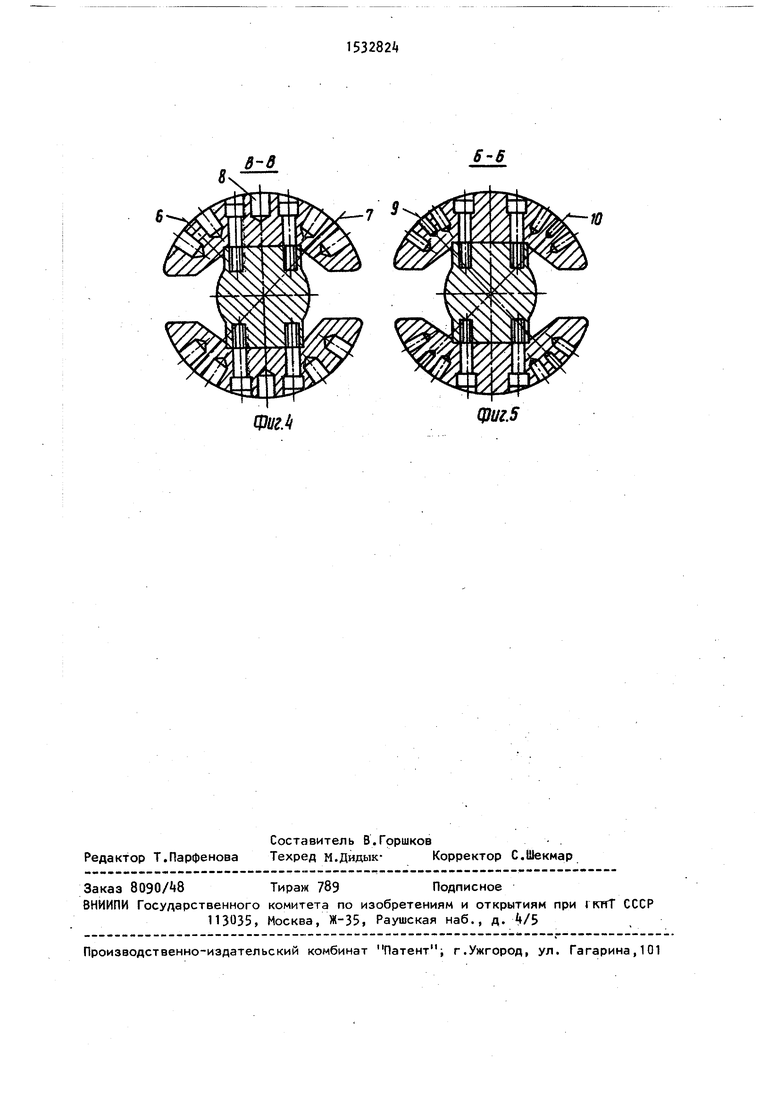
На фиг. 1 представлена компоновка 1Цинии; на фиг. 2 - вид А на фиг, 1; на фиг. 3 - коленчатый вал; на фиг, сечение Б-Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 3.
Автоматическая линия содержит расположенные по окружности, через 120° рдин измерительный 1 и два исполнительных 2 и 3 станка. Исполнительные Јтанки, предназначенные для коррекции Дисбаланса коленчатого вала 4, осна- (цены силовыми головками 5 - 8 со шпин релями 9 для сверл 10 и 11, размещен- Йыми в плоскостях коррекции. Силовые оловки представляют собой головки (поворотного типа, каждая из которых меет один или два шпинделя при уста- новке в рабочую позицию. В каждом Исполнительном станке в-шпинделях од- Ной головки 5 и 8 установлены сверла большего диаметра, а в шпинделях другой головки 6 и 7 - одно сверло мень- шего, а два других промежуточного диаметра. Манипулятор 12 трехпозици- онный размещен между станками и осуществляют одновременный перенос трех коленчатых валов с одного станка на другой. Коррекция производится высверливанием противовесов 13 - 16.
Автоматическая линия работает следующим образом.
Коленчатый вал k устанавливается на измерительный станок 1, где производится замер параметров дисбаланса в плоскостях черновой коррекции В-В. Затем манипулятор 12 переносит коленчатый вал на исполнитель- ный станок 2, где силовая головка 5 производит коррекцию противовеса 16 сверлами большего диаметра. Далее коленчатый вал поступает на исполнительный станок 3, где силовая голов-
8 производит коррекцию противовеса 13 также сверлами большего диаметра. На этом черновая корректиров
д 5 о
П 5
U
5
ка в плоскостях В-В заканчивается и коленчатый вал вновь поступает на измерительный станок 1, где выполняется замер параметров дисбаланса в плоскостях Б-Б коррекции. Затем коленчатый вал для получистовой коррекции передается на исполнительный станок 2, где силовая головка 6 двумя сверлами промежуточного диаметра производит коррекцию противовеса 1. Аналогично, на исполнительном станке 3 силовой головки 7 выполняется коррекция противовеса 15, после чего коленчатый вал переносится на измерительный станок 1, где производится уточнение параметров дисбаланса в плоскостях Б-Б коррекции. Манипулятор 12 переносит коленчатый вал на исполнительный станок 2 для чистовой коррекции , где после поворота силовая головка 6 одним сверлом меньшего диаметра производит коррекцию противовеса И. Аналогично, силовой головкой 7 выполняется коррекция противовеса 15. После чистовой коррекции коленчатый вал в четвертый раз поступает на измерительный станок 1, где выполняется контроль дисбаланса и удаляется из автоматической линии. Одновременно на автоматической линии балансируют три коленчатых вала.
Формула изобретения
Автоматическая линия для балансировки коленчатых валов, содержащая расположенные по окружности через 120°один измерительный, два исполнительных станка с силовыми головками со шпинделями для сверла, размещенными в плоскостях коррекции, и манипулятор, установленный между станками, отличающаяся тем, что, с целью повышения точности, силовые головки представляют собой головки поворотного типа, каждая из которых с одним или двумя шпинделями а рабочей позиции, в каждом исполнительном станке в шпинделях одной головки установлены сверла большего диаметра, а в шпинделях другой, головки - одно сверло меньшего, а два других промежуточного диаметра.
Вид А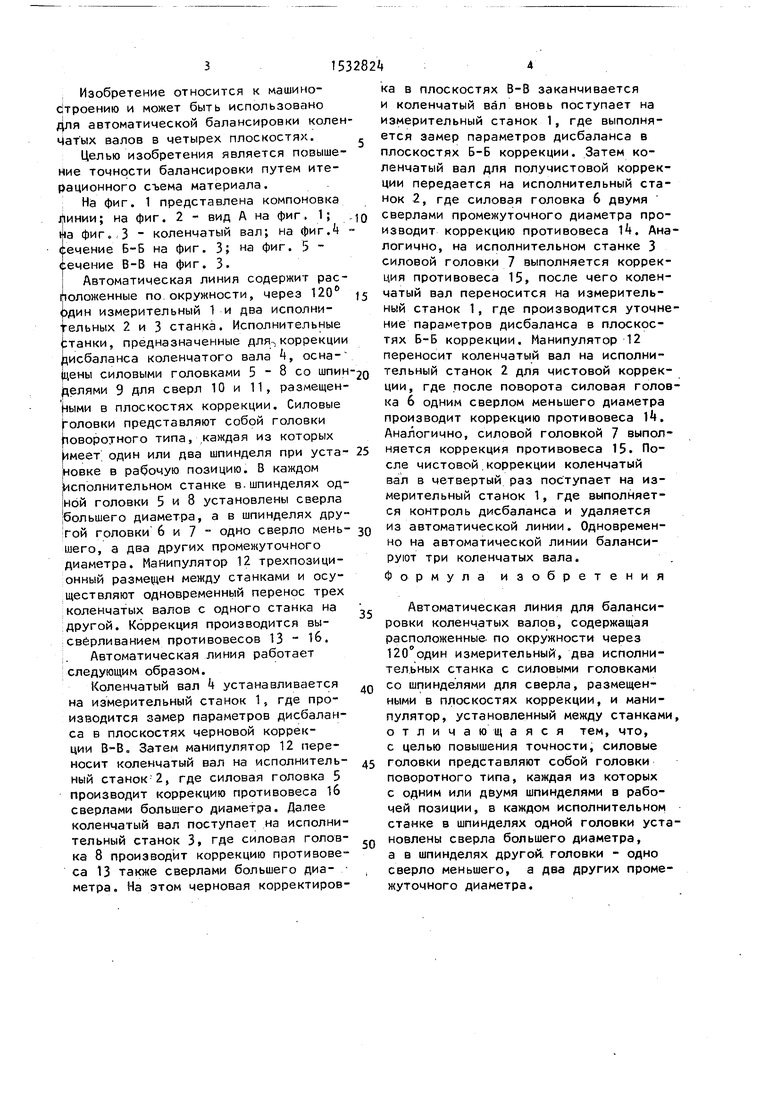
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для балансировки коленчатых валов | 1984 |
|
SU1221520A1 |
| Способ настройки станка для балансировки коленчатых валов | 1983 |
|
SU1163169A1 |
| Автоматическая линия для балансировки коленчатых валов | 1983 |
|
SU1132157A2 |
| Устройство для коррекции дисбаланса коленчатого вала | 1982 |
|
SU1035439A1 |
| Станок для корректирования масс коленчатых валов | 1990 |
|
SU1757786A1 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРОВ | 1999 |
|
RU2163008C2 |
| Измерительное устройство к балансировочному станку | 1985 |
|
SU1264018A2 |
| Измерительное устройство к балансировочному станку | 1982 |
|
SU1096510A1 |
| Измерительное устройство к балансировочному станку | 1985 |
|
SU1229620A2 |
| Способ балансировки коленчатых валов с тремя плоскостями коррекции (его варианты) | 1981 |
|
SU1000813A1 |
Изобретение может быть использовано для автоматической балансировки коленчатых валов в четырех плоскостях и позволяет повысить точность балансировки путем итерационного съема материала. Линия содержит расположенные по окружности через 120° один измерительный 1 и два исполнительных 2 и 3 станка. Исполнительные станки, предназначенные для коррекции, оснащены силовыми головками 5,6,7,8 со шпинделями для сверла, размещенными в плоскостях коррекции. Силовые головки представляют собой головки поворотного типа, каждая из которых имеет один или два шпинделя при установке в рабочую позицию. В каждом исполнительном станке в шпинделях одной головки 5 и 8 установлены сверла большего диаметра, а в шпинделях другой головки 6 и 7 - одно сверло меньшего, а два других промежуточного диаметра. Манипулятор 12 размещен между станками и осуществляет одновременный перенос трех коленчатых валов с одного станка на другой. 5 ил.
13
8 6фщЗ
Фиг. 2
Фиг
6-6
фиг.5
| Станок для изготовления шпилек | 1932 |
|
SU29099A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Англии № , кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ( АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БАЛАНСИРОВКИ КОЛЕНЧАТЫХ ВАЛОВ | |||
