Изобретение относится к машинострению, в частности к манипуляторам для контактной точечной сварки, преимущественно прямолинейных швов, и может быть использовано во вдех отраслях промышленности при изготовлении тонколистовых металлоконструкций.
Известен манипулятор для контактной точечной аварки, содержащий станину с приводом перемещения карё|тки, выполненным в виде ходового винта и. гайки, на каретке установлен сварочный модуль, снабженный кронштейном с роликом, связанным с копиром, установленным на станине Щ .
Однако конструкция не ьожет использоваться для сварки прян олинейных много&ядных и взаимно перпендикулярных швов, .так как копир обеспечивает перемещение сварочного модуля перпендикулярно основной координате только в процессе перемещения каретки.
Известен манипулятор для контактной точечной сварки, содержащий станину, установленную на ней с воз,можностью перемещения каретку, привод перемещения каретки, выполненный в виде ходового винта и Гс1йки,и сварочный модуль (2 .
Недостатком конструкции является ее сложность, которая обуславливается тем, что манипулятор может производить сварку криволинейных швов в разных плоскостях. При использовании конструкции для сварки прямолинейных швов работает только привод перемещения той координаты, по которой производится сварка, остальные приводы при этом в работе не участвуют. Кроме того,приводы перемещения, обладающие значительными массами и установл нные на подвижных узлах манипулятора, отрицательно влияют на динамику перемещения сварочных клещей, что ограничивает повышение производительности, снижает точность и на a eжнocть работы.
Целью изобретения является повышение точности и надежности манипулятора.
Поставленная цель достигается тем что манипулятор для контактной точечной сварки, преимущественно прямолинейных швов, содержащий станину, установленную на ней с возможностью перемещения каретку, привод перемещения каретки, выполненный в виде ходового винта и гайки, и сварочный модуль, снабжен зубчатыми линейками, смонтированными на станине и сварочном модуле, зубчатой рейкой, установленной на сварочном модуле, и тестерней, закрепленной на гайке и кинематически связанной с зубчатой рейкой, при этом гайка закреплена на каретке с возможностью вращершя, а каретка оснащена фиксаторами координат, установленными с возможностью взаимодействия с зубчатыми линейками.
Фиксаторы координат выполнены в виде двух зубчатых штоков, расстояние между которыми кратно половине шага зубчатых линеек.
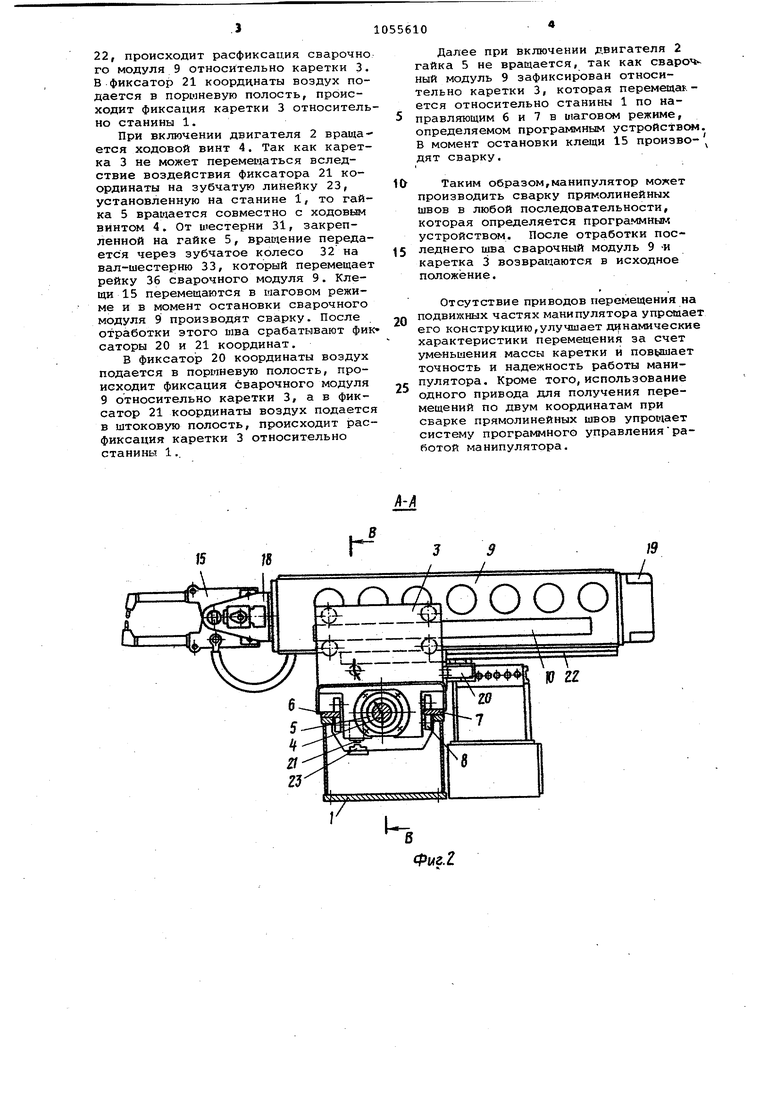
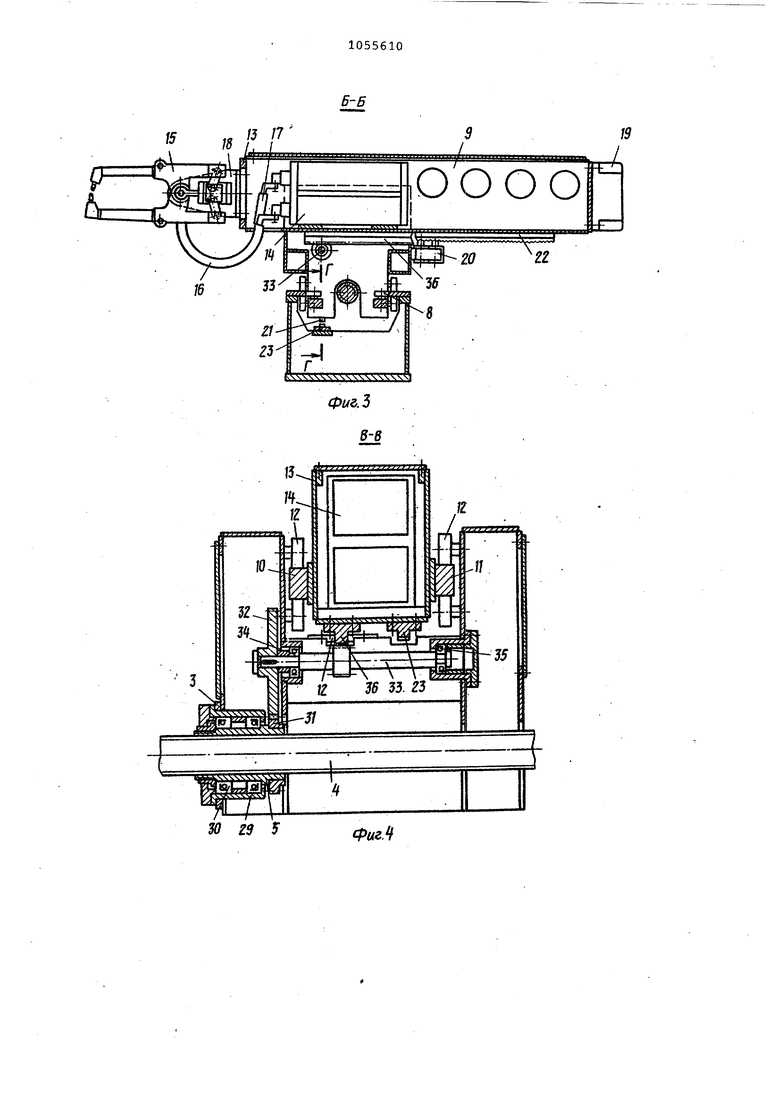
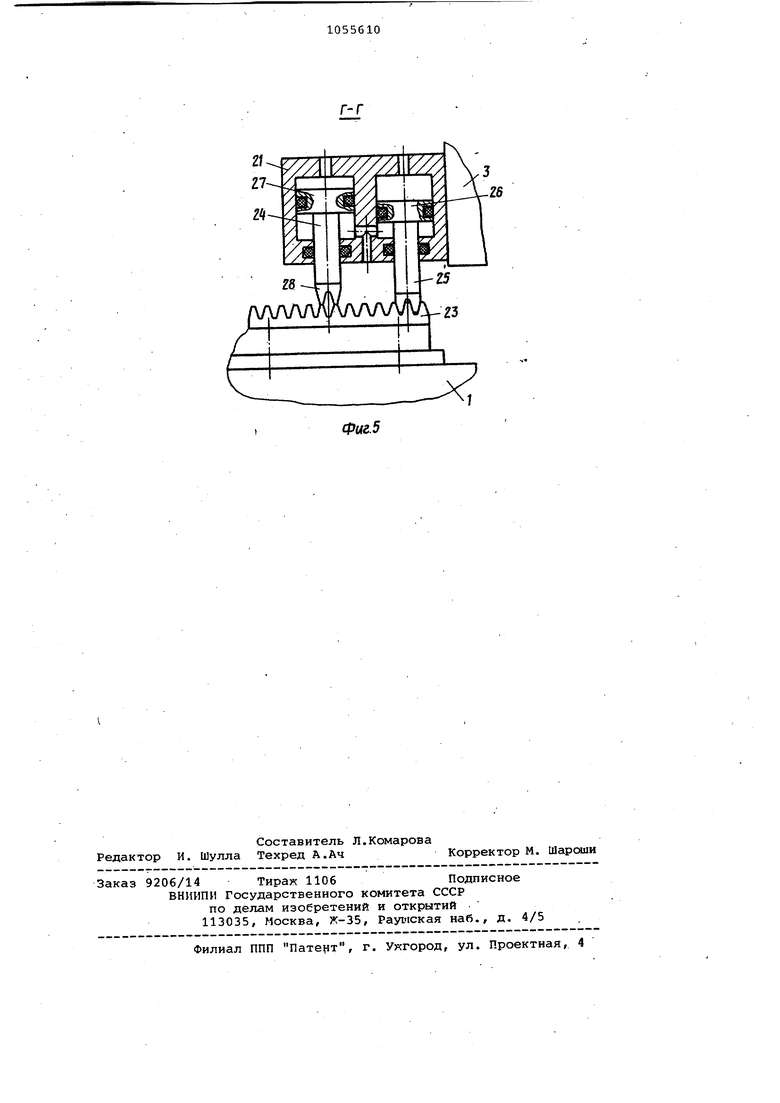
На фиг. 1 представлен манипулятор для контс1ктной сварки, общий вид; на фиг. 2 -.разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 3;
Манипулятор содержит станину 1, н которой смонтирован двигатель 2 привода перемещения каретки 3 выполненный в виде ходового винта 4 и гайки 5. На станине установлены направляющие б и 7, по которым перемещается каретка 3 на роликах 8. На каретке 3 установлен сварочный модуль 9 с направляющими. 10 и 11, связанными с роликами 12.
Сварочный модуль состоит из корпуса 13, внутри которого смонтирован сварочный трансформатор 14, связан,ный с клещами 15 токоподводами 16 и 17. Клегщи подвешены на кронштейне .18, который закреплен на корпусе 13, .на задней стенке корпуса 13 установлен лереключатель ступеней 19 сварочного трансформатора. Каретка 3 снабжена фиксаторами 20 и 21 координат, связанными соответственно с зубчатыми линейками 22 и 23, закреплёнными на корпусе 13 сварочного модуля 9 и станине 1.
Фиксатор координаты 21 содержит штоки 24 и 25,связанные с поршнями 26 и 27. На концах штоков 24 и 25 имеются зубья 28. Расстояние между штоками 24 и 25 кратно половине шага зубчатых линеек.
Гайка 5 смонтирована в стакане 29 На подшипниках 30, Стакан 29 закреплен на Каретке 3. На корпусе гайки 5 закреплена шестерня 31, связанная с зубчатым колесом 32, установленным на Всшу-шестерне 33, который в свою очередь смонтирован в опорах качения 34 -и 35, расположенных на каретке 3. Вал-шестерня 33 входит в заце1гпение с рейкой 36, закрепленной на корпусе 13 сварочного 9.
Кроме того, манипулятор содержит блок управления 37, связанный с кареткой 3 кабелеукладчиком 38.
Манипулятор работает следующим образом.
в исходном положении-сварочный модуль 9 находится в крайнем правом положении, клещи 15 разжаты. По команде от програмного устройства 1 не показано) сбрасывают фиксаторы 20 и 21 координат. В фиксатор 20 координатьт воздух подается в ытоковую полость, зубья 28 выходят из соприкосновения с зубчатой линейкой
22, происходит расфиксация сварочно го модуля 9 относительно каретки 3.
8фиксатор 21 координаты воздух подается в поршневую полость, происходит фиксация каретки 3 относительно станины 1.
При включении двигателя 2 враща ется ходовой винт 4. Так как каретка 3 не может перемещаться вследствие воздействия фиксатора 21 координаты на зубчатую линейку 23, установленную на станине 1, то гайка 5 вращается совместно с ходовым винтом 4. От шестерни 31, закрепленной на гайке 5, вращение передается через зубчатое колесо 32 на вал-шестерню 33, который перемещает рейку 36 сварочного модуля 9. Клещи 15 перемещаются в шаговом режиме и в момент остановки сварочного модуля 9 производят сварку. После отработки этого шва срабатывают фик саторы 20 и 21 координат.
В фиксатор 20 координаты воздух подается в портневую полость, происходит фиксация сварочного модуля
9относительно каретки 3, а в фиксатор 21 координаты воздух подается в штоковую полость, происходит расфиксация каретки 3 относительно станины 1.
Далее при включении двигателя 2 гайка 5 не вращается, так как свароч ный модуль 9 зафиксирован относительно каретки 3, которая перемещавется относительно станины 1 по направляющим 6 и 7 в шаговом режиме, определяемом программным устройством. В момент остановки клещи 15 произво- дят сварку.
Таким образом,манипулятор может производить сварку прямолинейных швов в любой последовательности, которая определяется программным устройством. После отработки последнего шва сварочный модуль 9 -и каретка 3 возвращаются в исходное положение.
Отсутствие приводов перемещения на подвижных частях манипулятора у протает его конструкцию,улучшает динамические характеристики перемещения за счет уменьшения массы каретки и повышает точность и надежность работы манипулятора. Кроме того, использование одного привода для получения перемещений по двум координатам при сварке прямолинейных швов упрощает систему программного управления работой манипулятора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор агрегатного типа | 1985 |
|
SU1293014A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| Устройство для возвратно-поступательного перемещения инструмента в двух взаимно перпендикулярных направлениях | 1990 |
|
SU1796392A1 |
| Манипулятор для контактной сварки | 1987 |
|
SU1581515A1 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1098734A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU778970A1 |
| Установка для контактной точечной сварки | 1988 |
|
SU1600938A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
1. МАНИПУЛЯТОР ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ, преимущественно прямолинейных швов, содержащий станину, установленную на ней с возможностью перемещения каретку, природ перемещения каретки, выполненный .в виде ходового винта и гайки, и сварочный модуль, отличающ и я тем, с целью повышения точности и надежности, он снабжен зубчатыми линейками, смонтированными на станине и сварочном модуле, зубчатой рейкой, установленной на сварочном модуле, и шестерней, закрепленной на гайке и кинематически связанной с зубчатой рейкой, при этом гайка закреплена на каретке с возможностью вращения, а каретка оснащена фиксаторами координат, установленными с возможностью взаимодействия с зубчатыми линейками. 2. Манипулятор по п. 1, о т л иg ч а ю щ и и с я тем что, фиксаторы координат выполнены в виде двух зубчатых штоков, расстояние между которыми кратно половине шага зубчатых линеек.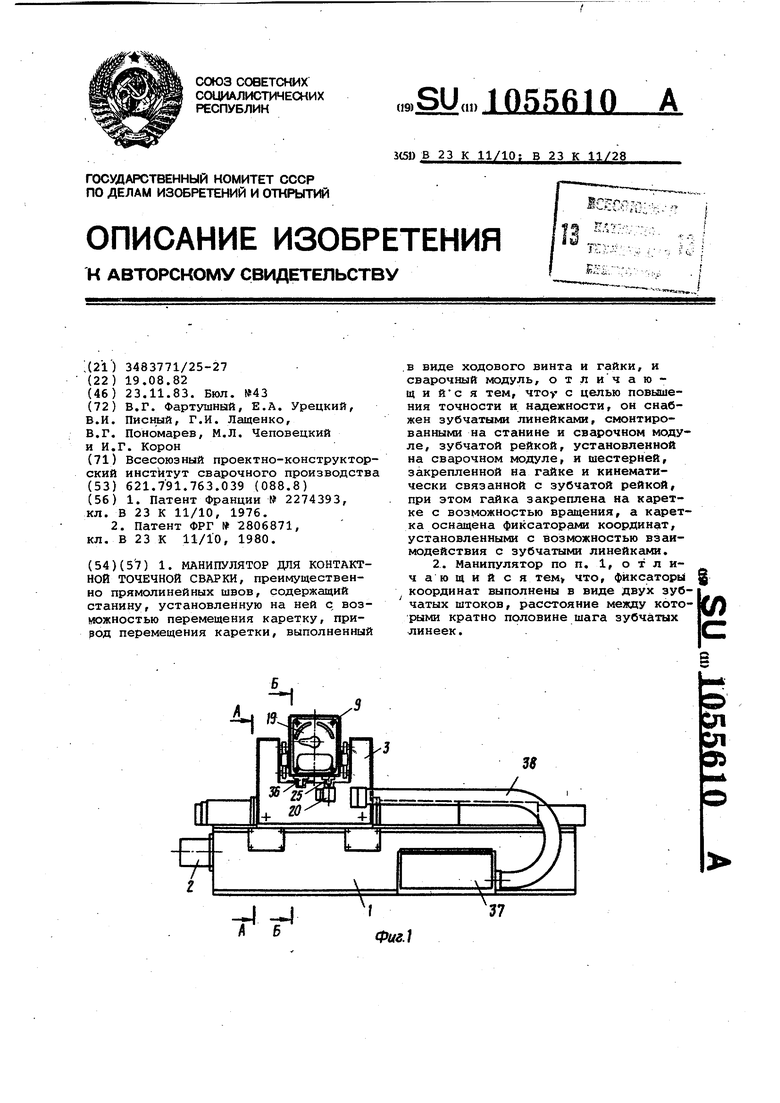
ооо
Фмг.2 о /J /7
w гэ У
19 JOOO
Фиг. O
2f.
27йi2
Щ
Z8
лллллХКлллм
1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОЛУЧЕНИЯ СУХОЙ СМЕСИ ДЛЯ ДЕТСКОГО ПИТАНИЯ | 2003 |
|
RU2274393C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ЭЛЕКТРИЧЕСКАЯ БРИТВА, РУЧНОЙ БЫТОВОЙ ЭЛЕКТРОПРИБОР, СИСТЕМА БРИТВЫ И МЕТОД УПРАВЛЕНИЯ | 2020 |
|
RU2806871C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
