(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |
| Клещи для контактной точечной сварки | 1989 |
|
SU1632698A1 |
| Клещи для контактной точечнойСВАРКи | 1978 |
|
SU810410A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1992 |
|
RU2053079C1 |
| Клещи для контактной микросварки | 1988 |
|
SU1611657A1 |
| Робот для контактной точечной сварки | 1985 |
|
SU1258654A1 |
| Клещи для сварочных точечных машин | 1989 |
|
SU1698014A1 |
| Устройство для контактной точечной сварки | 1990 |
|
SU1738549A2 |
| Устройство для контактной сварки | 2016 |
|
RU2667933C2 |
| Установка для многоточечной контактной сварки | 1990 |
|
SU1824273A1 |

Изобретение относится к сварочному производству, а именно к устройствам для контактной точечной сварки. Цель изобретения - повышение надежности путем уменьшения инерционных масс. Манипулятор включает станину 1, перемещающуюся относительно нее продольную каретку 2, относительно которой перемещается каретка 3. На одном конце каретки укреплен электродержатель 4 с приводом 5 сжатия, а на другом конце - трансформатор 6 и полускоба 7 с электродержателем 8 и приводом 9 сжатия. Сварка изделия осуществляется путем перемещения кареток 2 и 3, сжатия изделия приводами 4 и 9 и пропускания тока от трансформатора 6. 5 ил.
Изобретение относится к сварочному производству, а именно к устройствам для контактной точечной сварки преимущественно с большим вылетом сварочных клещей, и может быть .использовано для контактной сварки плосколистовых конструкций, например боковин автомобилей, панелей электрошкафов, бытовых машин и т.д.
Целью изобретения является расширение технологических возможностей путем увеличения полезного вылета сварочных электродов, а также повышение надежности путем уменьшения инерционных масс.
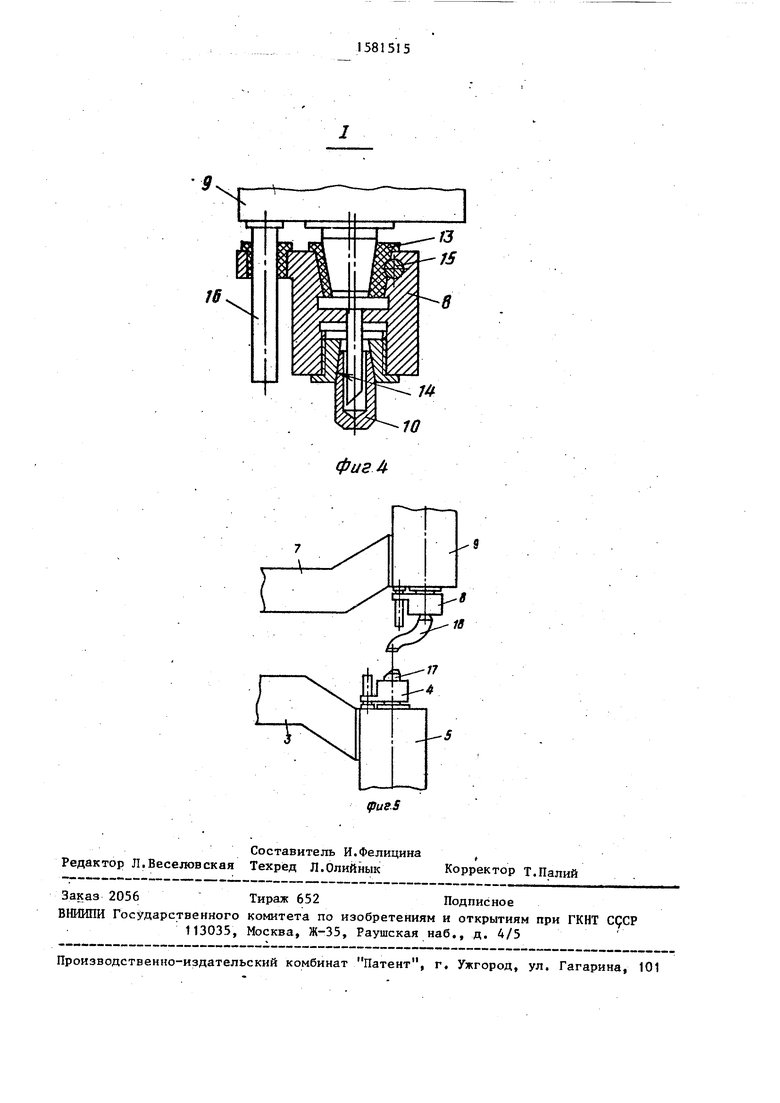
На фиг.1 изображен манипулятор для контактной сварки, вид сбоку; на фиг.2 - то же, вид сверху; на фиг.З - разрез А-А на фиг.1; на фиг.4 - узел 1 на фиг.1; на фиг.5 - элемент манипулятора при установке на нем фигурных электродов.
Манипулятор включает станину 1 , установленную на ней продельную каретку 2, на которой установлена поперечная каретка 3, на одном конце которой укреплен электрододержатель 4 с приводом 5 сжатия, а на другом конце - трансформатор 6 и полускоба 7 с электрододержателем 8 и приводом 9 сжатия. Электроды 10 закреплены в электродо- держате лях 4 и 8.
Полускоба 7 установлена в направляющих 11 (фиг.З) с возможностью установочных перемещений вдоль каретки 3 и фиксации ее зажимами 1 2. Каждый электрододержатель 8 (фиг.4) смонтирован на штоке привода 9(5) посредством эксцентриковой конической втулки 13, одна из осей которой совмещена
01
ос
СП СЛ
с осью привода сжатия 9(5), а дру- гая - с осью посадочного моста 14 электрода 10. Для фиксации углового положения эксцентриковой втулки 13 предусмотрен тангенциальный зажим 15. Для изоляции электрододержателей, т.е для предотвращения утечек сварочного тока, обе втулки 13 выполнены из диэлектрика. Для направления рабочих перемещений каждого электрододержа- теля 8 предусмотрена направляющая скалка 16.
В манипуляторе предусмотрена замена прямых электродов 10 на фигурные электроды 17 и 18 (фиг. 5) для сварки изделий сложного профиля и с плохими подх дами к местам сварки.
Сварка изделия 19 производится
посредством программируемых перемеще- jn ми 0. Подается ток от трансформатора
30
ний кареток 2 и 3 по координатам X и Y. С
Поскольку величина хода каретки 2- превышает габарит изделия 19 по координате X, а полезный вылет сварочных 25 электродов 10 превышает габарит изделия 19 по координате Y, то манипулятор обеспечивает охват и сварку изделия по всей его площади.
При необходимости замены прямых электродов 10 на фигурные 17 и 18 электроды 10 демонтируют из электрододержателей 4 и 8 в посадочные места 14 выставляют электроды 17 и 18. Для совмещения осей рабочих частей электродов 17 и 18 зажимы 12 отжимают, полускобу 7 смещают вдоль каретки 35 в результате электрододержа- тель 8 смещается относительно электрод одержа теля ,4 (фиг.5). После совмещения осей рабочих частей электродов 17 и 18 зажимами 12 фиксируют это взаимное расположение электрододержателей.
35
40
6, который нагревает детали и обеспечивает сварку.
Манипулятор позволяет применять сварочные клещи большого вылета при экономии производственной площади и Металлоемкости, а также перемещать их на больших скоростях.
Формула изобретения
Манипулятор для контактной сварки, содержащий продольную каретку, установленную на ней поперечную каретку и электрододержатели с приводами их сжатия, один из которых установлен на одном конце поперечной каретки, а дру гой на полускобе, закрепленной на этой же каретке, отличающийся тем, что, с целью повышения надежности путем уменьшения инерционных масс и расширения технологических возможностей путем увеличения вылета полускобы, полускоба закреплена на другом конце поперечной каретки.
в 12
jL
Фиг.1
Для точного выставления осей рабочих частей электродов (как прямых, так и фигурных) в поперечном направлении поворачивают эксцентриковые втулки 13 и при совмещении названных осей зажимами 5 фиксируют их взаимное расположение.
Устройство работает следующим образом.
Перемещение кареток 2 и 3 обеспечивает установку электрододержателей А и 8 с закрепленными в них электродами 10 в зоне точки сварки. Приводы 9 сжатия срабатывают и зажимают свариваемые изделия между элекрода0
5
5
0
6, который нагревает детали и обеспечивает сварку.
Манипулятор позволяет применять сварочные клещи большого вылета при экономии производственной площади и Металлоемкости, а также перемещать их на больших скоростях.
Формула изобретения
Манипулятор для контактной сварки, содержащий продольную каретку, установленную на ней поперечную каретку и электрододержатели с приводами их сжатия, один из которых установлен на одном конце поперечной каретки, а другой на полускобе, закрепленной на этой же каретке, отличающийся тем, что, с целью повышения надежности путем уменьшения инерционных масс и расширения технологических возможностей путем увеличения вылета полускобы, полускоба закреплена на другом конце поперечной каретки.
I
J
t
Oi
к
I
i/i
01
фиг 4
т
w
-5
| Robotlex systems, Проспект фирмы Technifil , 1983. |
