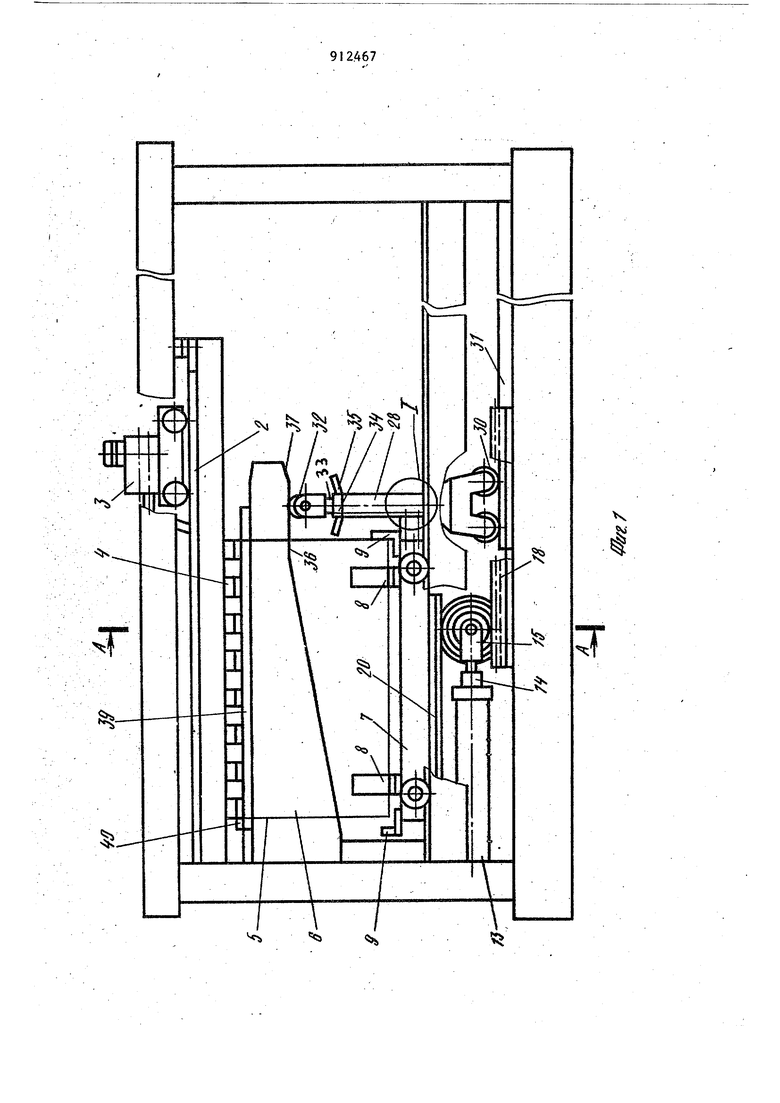
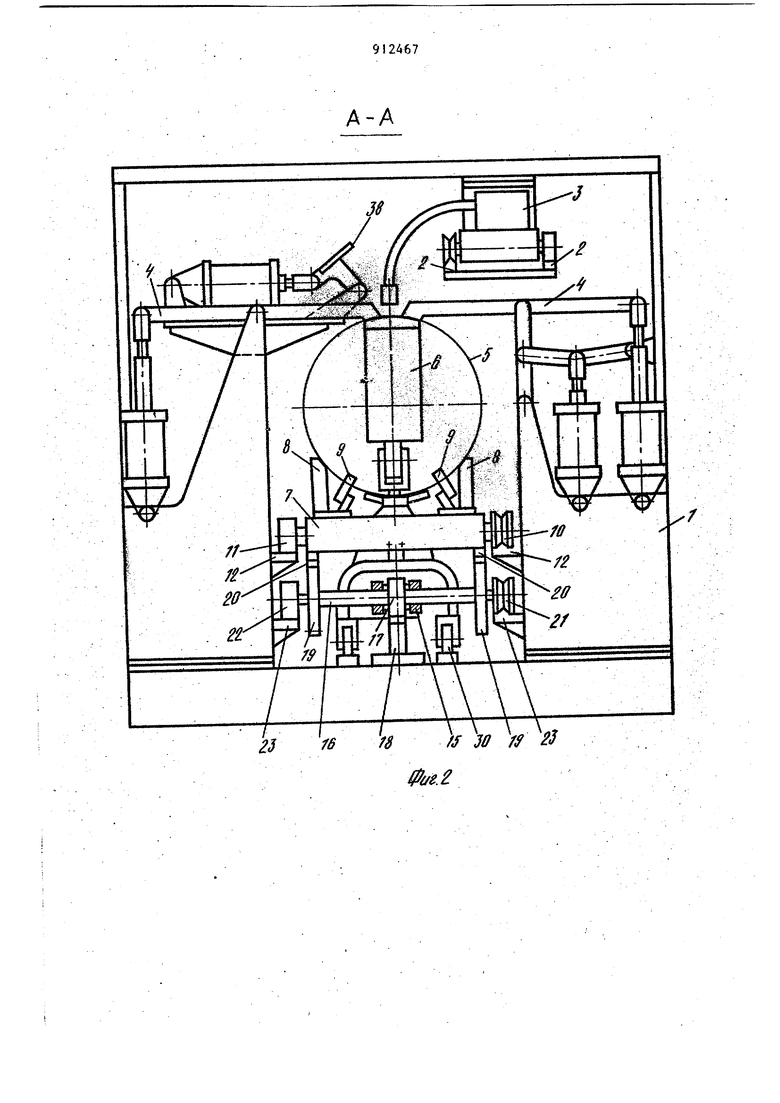
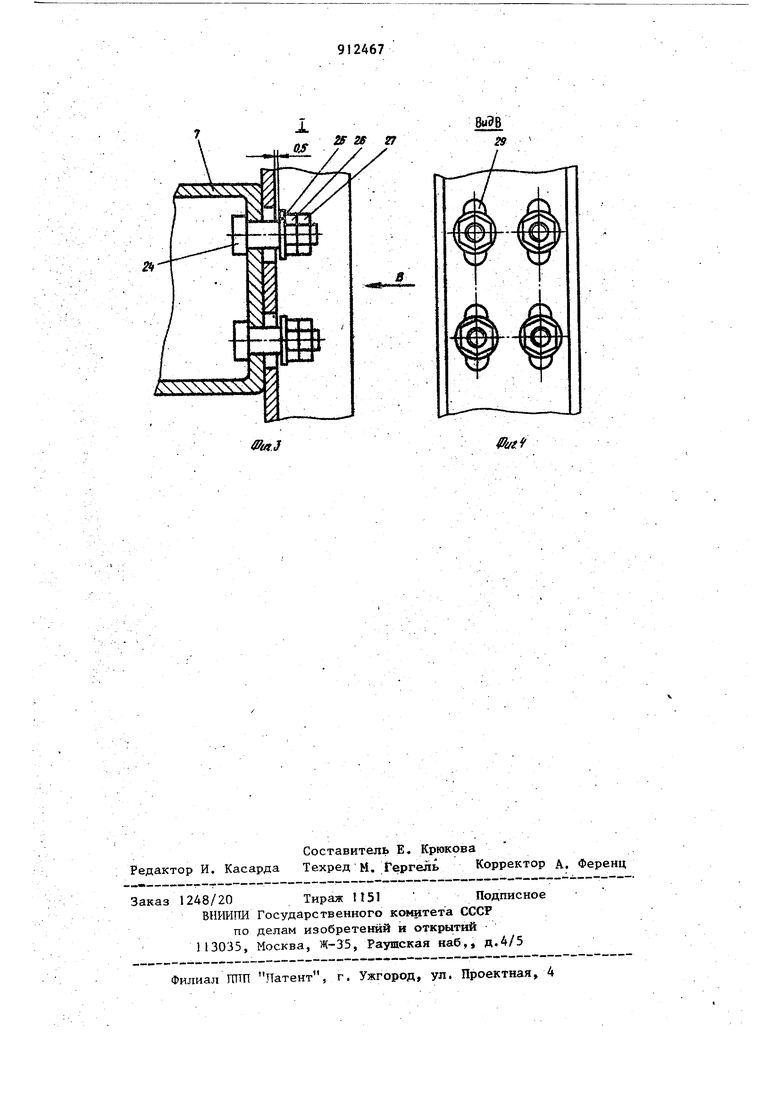
. Изобретение.относится к машиност роению, в частности к производству оборудования для сварки наружных пр дольных швов цилиндрических обечаек. . . : Известна установка для сварки продольных швов цилиндрических обечаек, содержащая станину с направляющими для сварочной головки и приводную каретку, установленную на балке с возможностью прЬдольного перемещения вдоль оси балки. Под жим кромок осуществляется подъемом формирзгющей подкладки. Свариваемая обечайка подается и устанавливается на свободный конец консольной балки, введенный из-под станины. Затем приводная каретка; п ремещаясь вдоль оси балки, перемеща и обечайку. Балка подводится под на равляюпше сварочной головки, осуществляется поджим кромок изделия и сварка tn Недостатками установки являются перемещение изделия вдоль оси балки, , выведенной из-под направляющих стаНИНЫ, что не дает возможности использования установки в линии, исходя из :условия прямолинейного перед вижения изделия относительно направляющих сварочной головки. Кроме того, ликвидация закрепления свободного конца балки во время действия сил поджима кромок дает нежелательные результаты прогиба свободного конца и ненадикности конструкции консольной балки. Известна также установка для свар- ки продольных швов обечаек, содержащая прижимы для кромок обечаек, консольную балку для обечаек и подъемную .... опору для консольной балки и направляющие для сварочной головки ., C2j. Однако подъемная опора препятствует загрузке -обечаек на консоль вдоль напраляющих сварочной головки, что не позволяет использовать данную установку в линии. . 3 . Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является установка для сварки продольных швов обечаек, содержащая смонтированные на основании механизм прижима свариваемых кромок .консольную балку для обечайки, опору для консольной балки, направляющие для сварочной головки и направляющие для транспортирующей тележки. Опора для консольной балки в этой установке выполнена в виде эксцентрикового зажима, соединяющего балку с механиз мом прижима кромок, Изделие во время сварки зажато между консольной балкой и механизмом прижима: .мок,; Реакцию от усилия зажима кромр воспринимает вся конструкция консоль ной балки t3l. . Однако, наличие ручных ,вспомогательных трудоемких операций и закрепление свободного конца балки СНИ жают производительность. Цель изобретения - повышение производительности путем автоматическо поджима консольной балки при подаче обечайки. . Поставленная цель достигается тем, что в установке для сварки продольных швов обечаек, содержащей смонтированные на основании механизм прижима свариваемых кромок, консольную балку; для обечайки, опору для консольной балки, направляющие для сварочной головки и направля1 я1ще для транспортирующей тележки, опора для консольной балки выполнена в-виде стойки с подъемным опорным роликом для консольной балки и ходовыми колесами, установленными в;напрааляквцих для транспортирующей тележки, при этой стойка соединена с тран спортируннч;ей тележкой. На фиг. 1 изображена установка, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - вид В на фиг. 3 Установка для сварки наружных продольных швов цилиндрических обечаек содержит основание 1, на направляющих 2 которого размещена сварочная головка 3, механизмы 4 поджима свариваемых кромок изделия 5, размещенного на консольной балке 6 и приводную транспортирующую тележку 7 с ложементами 8 и упора - ми 9. 74 Тележка 7 с помощью катков- двух профильных 10 и двух гладких может перемещаться по направляющим 12 пневмоцилиндром 13, на штоке 14 которого закреплена вилка 15 с осью 16, несущая одну центральную щестерню 17, взаимодействующую с рейкой 18, установленной на основании 1 и две шестерни 19, взаимодействующие с рейками 20 тележки 7. Ось 16, э свою очередь, катками, .профильным 21 и гладким 22 может перемещаться ПО направляющим 23, На корпусе приводной тележки 7 жестко закреплены оси 24, е щайбой. 25, гайкой 26 и контргайкой 27, Установка сдабжена опоро-й для консольной балки, выполненной э виде стойс стойки 28 с пазами 29, посредством которых стойка соединена с реями 24 тележки 7, Стойка 28 перемещается на четырех ходорых колесах 30 по направляющим 3I основания 1, Стойка 29 снабжена верхним опорным роликом 32, регулируемым по высоте винтом 33 и . .контргайкой 34 н рукоятками 35 и вза имодейству}ощим со свобод№1м концом консольной балки 6, для чего нижняя поверхность 36 .свободного конца бэл ки, 6 имеет заходную часть 37, На оС новании 1 расположен откидной нож 38, выравнивающей кромки изделия 5, а на |сонсольной балке; 6 размещена медная прокладка 39 с упорам 40. Установка работает следующим образом, I В исходном положении тележка 7 занимает положение рядом с консолью для свободной загрузки и выгрузки изделия 5. Нож 38 устанавливается на консольной балке 6, Изделие 5 загружается на ложементы 8 кромками вверх. Включается пневмоцилиндр 13, втягивающий шток 14 с вилкой 15 и осью 16. Движение оси 16 на катках 21 и 22 по направлякщщм 23 передается на шестерни 17 и 19, которые, взаимодействуя с соответствующими им рейками 18 и 20, переставляют приводную тележку 7 tla катках Юн П по направляющим I2 совместно с изделием в рабочее положение для сварки при ПОМО1ЦИ правого упора 9,Изделие 5 кромками ориентируется по ножу 38, Движение тележки 7 влево прекращается при достижении изделием 5 упора 40 на прокладке 39. Совмест 59 но с тележкой 7 перемещается и соединенная с ней опорная стойка 28 на колесах 30 по направляющим 31. Опорным роликом 32 стойка 28 вкатывается через заходную часть 37 под нижню поверхность 36 консольной балки 6. Опорный ролик 32 имеет регулировку по высоте при помощи винта 33 и конт гайки 34 с рукоятками 35. Включается iiexaHHSM 4 прижима кромок. Соединение пазов 29 стойки 28 с осями 24 тележки 7 при помощи шайбы 25, гайки 26- и контргайки 27 дает во можность передавать усилие зажима кр мок через стойку 28 непосредственно на основание 1, минуя приводную теле ку 7. Отводится в сторону откидной нож 38 и включается сварочная головка.3, которая, двигаясь по направляю щим 2, производит сварку продольного шва. Когда изделие 5. готово , отключают механизм 4 прижима, включают пневмоцилиндр 13 для отвода тележки 7 вправо, теперь в съеме участвует правый упор 9. Когда тележка выходит на позицию загрузки - выгрузки, изделие 5 снижается, а очередное загру жается, и цикл повторяется. Конструктивное выполнение предлагаемой установки позволяет разви- вать высокую производительность пр использовании ее в линии, исходя из условия прямолинейного передвижения изделия относительно направляющих сварочной головки с одновременным повышением надежности конструкции . Формула изобретения Установка для сварки продольных швов обечаек, содержащая смонтированные на основании механизм прижима свариваемых кромок, консольную балку для обечайки, опору для консольной балки направляющие для сварочной головки и направляющие для транспортирующей тележки, отличающаяся тем, что, с целью повышения производительности путем автоматического поджима консольной балки при подаче обечайки, опора для консольной балки выполнена в виде.стойки с подъёмным опорным роликом для консольной балки и ходовыми колесами, установленными в направляющих для транспортирующей телегчки, при этом стойка соединена с транспортирующей тележкой. Источники информации, принятБШ во внимание при экспертизе 1.Авторское свидетельство СССР № 554985, кл. В 23 К 37/04, 11.05.75. 2.Патент США № 2522659, кл. 269-24, 19.09.50. 3.Справочное оборудование. Каталог-справочник, Киев, Наукова дум 1968, ч. 1, с. 158 (прототип).
А-А

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для сварки продольных швов обечаек | 1976 |
|
SU704744A1 |
| Устройство для сборки под сварку кольцевых стыков | 1980 |
|
SU897451A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Установка для сварки продольных швов обечаек | 1978 |
|
SU785005A1 |
| Установка для сварки внутренних продольных швов обечаек | 1976 |
|
SU610647A1 |
Ш.г
2f 2S 27
