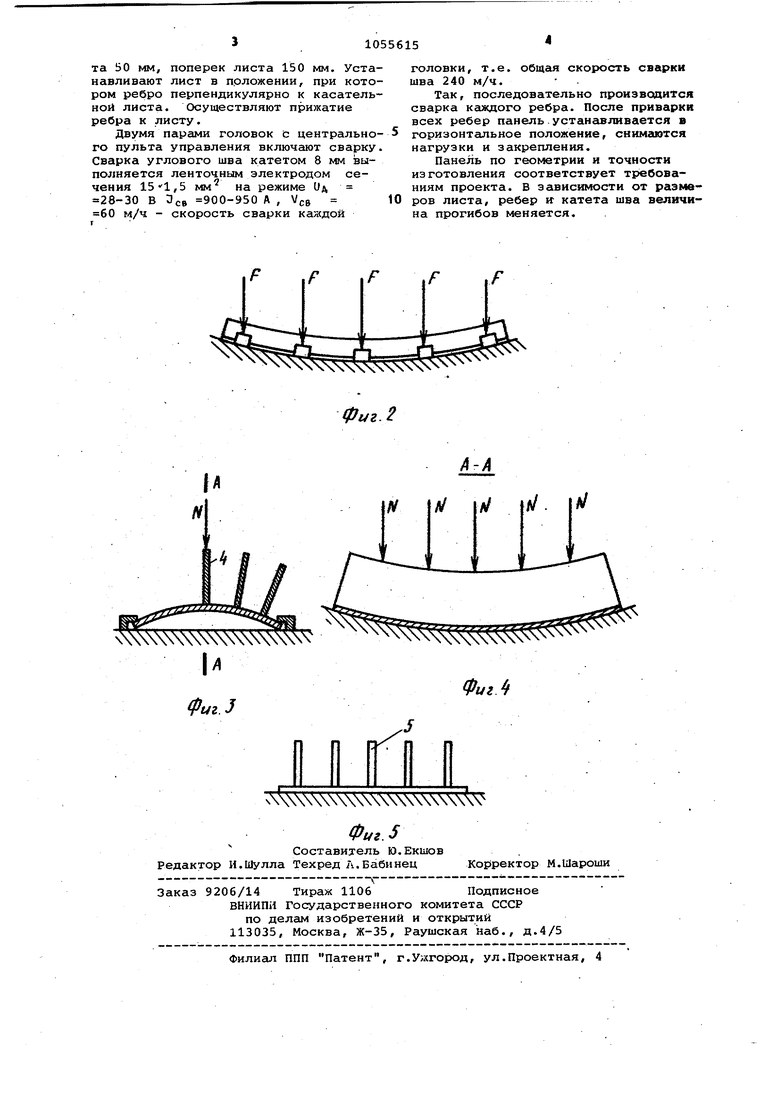
Изобретение относится к изготовле нию сварных ребристых панелей и може найти применение в машиностроении и других отраслях промышленности. Известен способ изготовления ребристых панелей, при котором ребра поочередно подаются на лист, ориентируются. Фиксируются специальными прижимами, после чего производится двухсторонняя приварка ребра к листу панели ij Однако этот способ изготовления ребристых панелей не предусматривает устранение остаточных деформаций как в продольном, так и в поперечном направлениях, и требует исправления отклонений панели от требуемой ПОСЛ.6ДУЮ1ЦИМИ операцияг4и термической правки, что ведет к увеличению трудо емкости и стоимости изготовления панелей. Известен способ изготовления ребристых панелей, при котором ребра жесткости ориентируются, фиксируются с помощью сварочных прихваток на ллоском листе панели, затем листу с прихваченными ребрами задают поперечную и иуодольчую деформации изгиба, обратные сварочным, после чего производят сварку панели {д| . При этом способе также не удается получить панель с требуелялми ртклонениялйн от формы, так как при задании деформаций обратных сварочным, ребра жесткости, особенно крайние, как-бы заваливаются, что вызывает необходимость после сварки проводить операции правки. Кроме того, недостатком способа является необходимость ведения сварки в различных пространственных положениях, вызванных отклонением ребер от вертикали вследствие поперечного изгиба листа панели, что требует кор ректировки режимов сварки при перехо де с одного ребра на другое. Необходимость осуществления операций про становки предварительных сварочных прихваток, последующей правки панели, а также переналадок сварочных аппаратов, ведет к снижению производительности и качества сварных соеди нений в местах нгшожения сварочных прихваток. Наиболее близким к изобретению является дпособ изготовления сварных ребристых панелей, включающий сборку панели с ребрами, задание панели и ребрам деформаций, продольной и попе речной, обратных сварочным, и привар ку ребер к панели з . Известный способ позволяет снизит остаточные сварочные деформации до допустимых пределов, однако тоже тре бует наложения предварительных сварочных прихваток и переналадок сварочных аппаратов, что снижает произ водительность и качество сварки. Целью изобретения является повышение производительности и точности изготовления панели. Для достижения поставленной цели согласно способу изготовления сварных ребристых панелей, включающему сборку панели с ребрами, задание .панели и ребрам деформаций, продольной и поперечной, обратных сварочным, и приварку ребер к панели, вначале панели задают поперечную и затем продольную деформацию изгиба, обратную сварочной, а каждое ребро последовательно устанавливают на панель нормально к ее деформированной криволинейной поверхности, прижимают его к панели, задавая, ребру продольную деформацию изгиба, соответствующую продольной деформации панели, и приваривают его к панели одновременно с двух сторон. На фиг.1 показано задание деформации изгиба листу панели в поперечном направлении/ на фиг.2 - то же, в продольном направлении; на фиг.З нормальная ориентация очередного ребра к листу и фиксация его прижит мам11;на фиг,4 - разрез А-А на фиг. 3 (задание ребру продольной деформации изгиба с помощью вертикгшьных прижимов , на фиг.5 - готовая сваренная панель. Способ осуществляется еледукицим образом. Сначала листу панели 1, уложенному на постель 2 и закрепленному по продольным кромкам боковыми захватами 3, внешними УСИЛИЯМИ Q згщают поПеречную деформацию изгиба, а внешними усилиями Р - продольную деформацию изгиба, обратные сварочным. После этого подают ребро 4, ориентируют его нормально к криволинейной поверхности листа, образованной поперечной деформацией, прижимают внешними усилиями N , задавая ребру продольную деформацию изгиба, и производят приварку ребра к листу панели. После приварки последнего ребра сваренную панель освобо кдают от внеи1них усилий и закреплений. Ориентация ребра нормально к криволинейной поверхности листа достигается, например, наклоном стола к закрепленным на нем сдеформированным листом в одну ИЛИ другую сторону и перемещением стола в поперечном направлении тносительно ребра. Пример. Необходимо изготовить панель L 15,0 м, шириной В 3,6 м и толциной 5 16 мм. С ребРШ.1Й жесткости L- 15,0 м, высотой мм и толщиной S 16 мм в количестве пяти штук. Для этого листу панели придают деформацию вдоль лис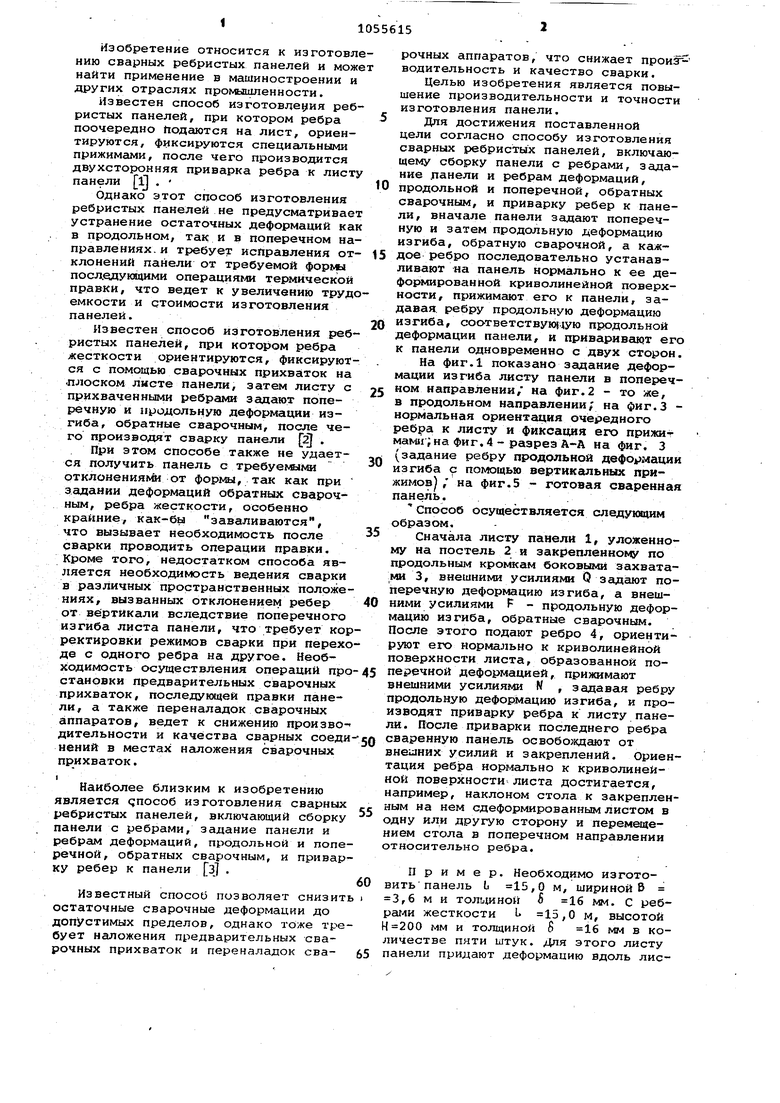
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку и сварки панелей с ребрами жесткости | 1982 |
|
SU1156887A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2010 |
|
RU2443527C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| БЕЗДЕФОРМАЦИОННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ВАФЕЛЬНЫХ ПАНЕЛЕЙ | 2009 |
|
RU2404886C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| Стенд для сборки и сварки панелей | 1978 |
|
SU770712A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| Способ изготовления сварных листовых конструкций | 1980 |
|
SU929369A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ, включающий сборку панели с ребрами, задание панели к ребрам деформаций, продольной и поперечной, обратных сварочным, и приварку ребер к панели, отличающийся тем, что, с целью повьвиения .производительности и точности изготовления панели, вначале панели задают поперечную и затем продольную деформацию изгиба, обратную сварочной,, а каждое ребро последовательно устанавливают на панель нормально к ее деформированной криволинейной поверхности, прижимают его к панели, задавая ребру продольную деформацию изгиба, соответствующую продольной деформации панели, -и приварива(О ют его к панели одновременно с двух сторон. с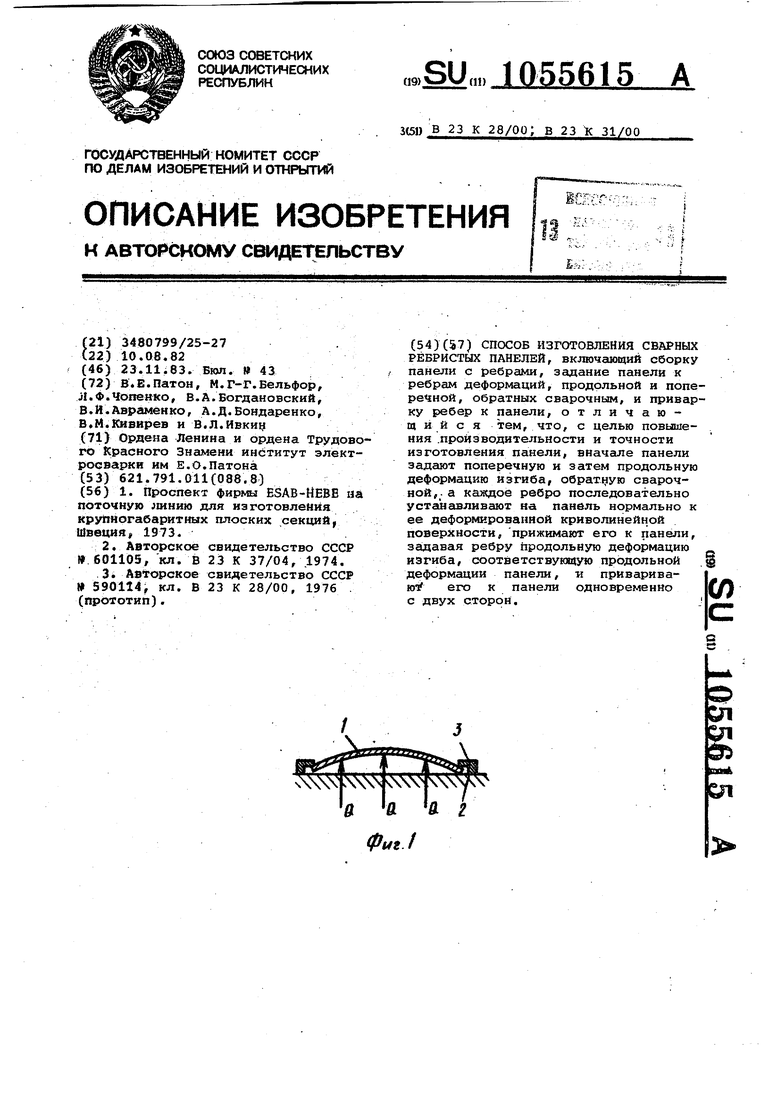
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект фирмы БЗАВ-НЕВБ аа поточную шнию для изготовления крупногабаритных плоских секций, Швеция 1973. | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сварки строительных конструкций | 1974 |
|
SU601105A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| (прототип). | |||
