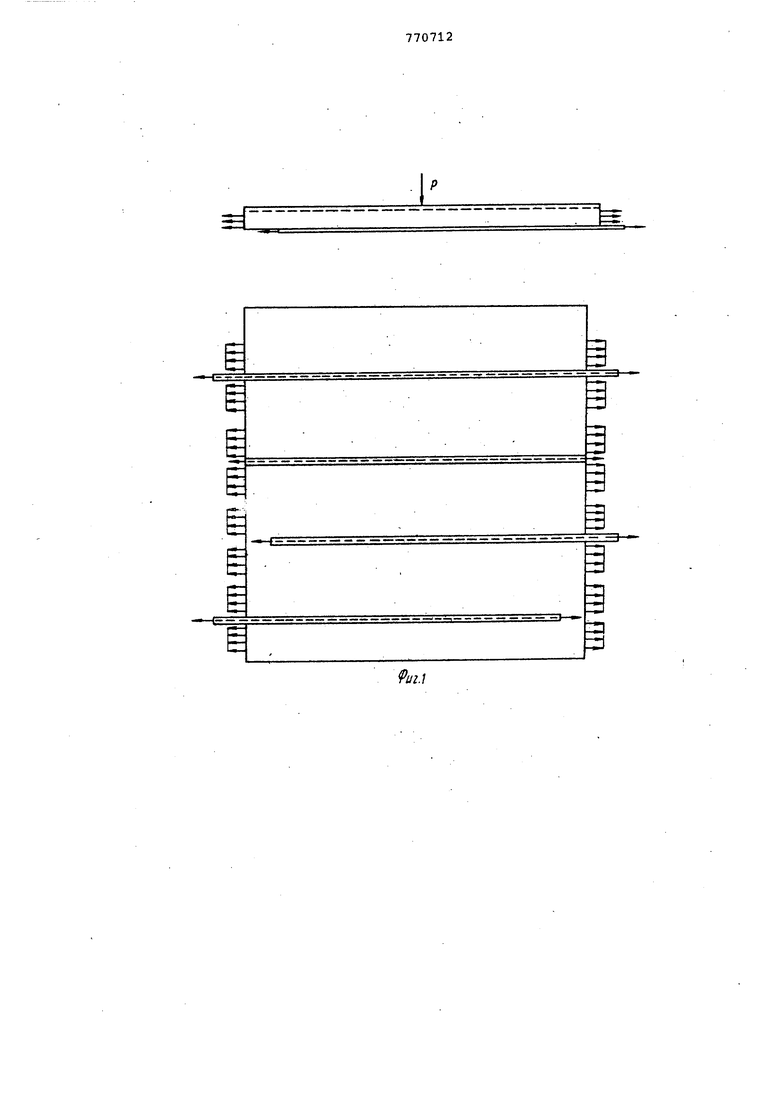
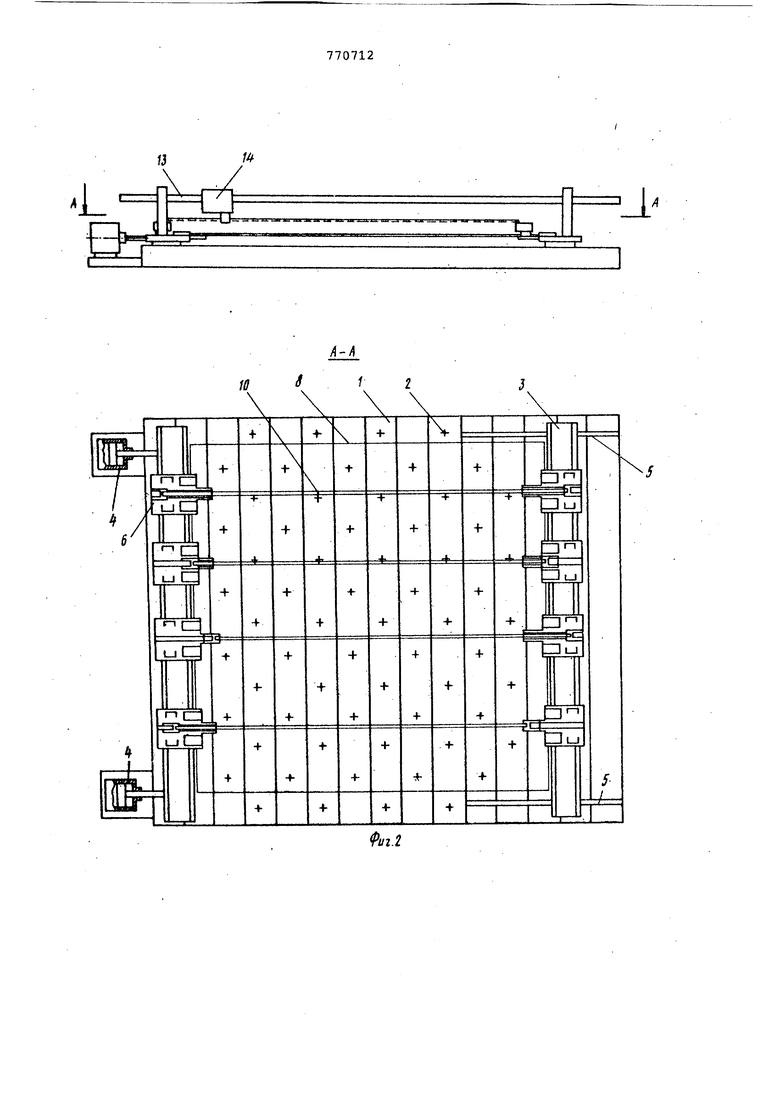
Изобретение относится .к области производства сварных конструкций,а именно к изготовлению листовых конструкций типа панелей - плоских листов (или полотнищ из нескольких листов) с приварными ребрами одного направления и может быть использовано в судостроении г энергетическом машинестроении и других отраслях прог-ялшленности. Известны агрегаты для сборки и сварки плоских конструкций, состоящие из опорного устройства, устройст ва для выравнивания и сборки посредством поджатия ребра и листа к плоскому стенду и устройства -для сварки 1 . Недостатками этих агрегатов являются низкая производительность, ребр устанавливаются и привариваются поочередно, и низкая точность изготовления панелей, большие сварочные деформации, что требует дополнительной операции-правки. Из известных агрегатов наиболее близким к предлагаемому изобретению является сборочно-сварочный агрегат, содержащий раму с опорами под изделие, приспособления для сборки и уст ройство.для устранения деформации листа 2 . Недостатками агрегата являются низкая точность сборки панелей(волнистость тонколистовых панелей, завал ребер и общий изгиб панелей) и необходимость операции правки. Целью изобретения является повышение качества сборки и производительности путем исключения операции правки.Указанная цель достигается тем, что устройство для устранения деформации выполнено в виде двух балок, одна из которых приводная и обе установлены на раме параллельно одна другой с возможностью перемещения вдоль плоскости рамы перпендикулярно продольной оси балок, приспособления для сборки смонтированы зеркально на упомянутых балках и каждое приспособление выполнено в виде двух захватов/ смонтированных с возможностью перемещения параллельно плоскости рамы, и одного, расположенного между ними и установленного с возможностью перемещения перпендикулярно продольной оси балки. На фиг. 1 изображен общий вид предложенного стенда; на Фиг. 2 - приспособление для сборки; на фиг. 3 схема действия усилий, возникающих при растяжении.
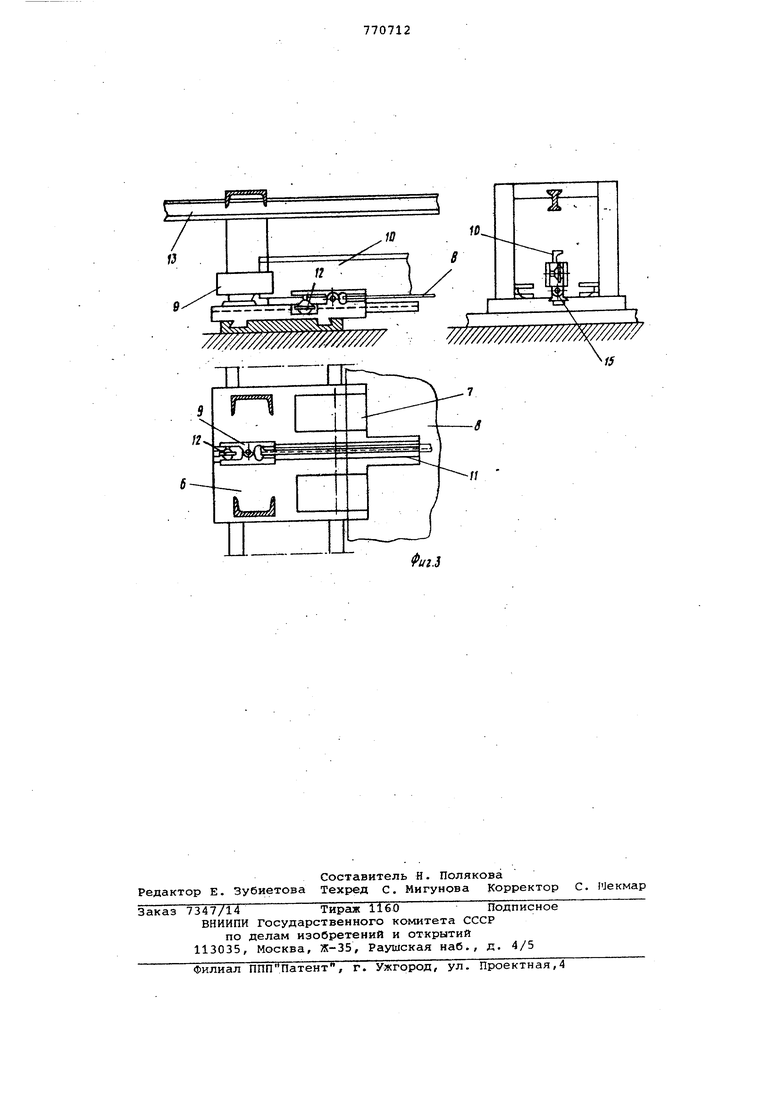
Стенд для сборки и сварки содержит раму 1 с опорными -роликами 2, две балки 3, одна из которых имеет силовые устройства 4 для раздвижения балок, а другая может перемещаться по направляющим 5. На балках 3 размещены с возможностью перемещения вдоль балок сборочные головкиприспособления б для сборки, имеющие по два горизонтальных захвата 7 для удержания листа 8 и по одному вертикальному захвату 9 для удержания} привариваемого ребра 10. Захваты 9 могут передвигаться по направляющим 11. Все захваты приводятся в действие пневматическими или гидравлическими диафрагмами 12. Захваты могут быть сменными, частично или полностью в зависимости от марки металла листа и ребра, толщины листа, высоты ребра.
На каукдой паре сборочных головок б закреплены на стойках балки 13, по которым передвигаются(в процессе приварки ребер)устройства 14 для сварки.
Для возможности установки и приварки ребра под острым углом к листу (полотнищу) вертикальные захваты могут наклоняться на заданный угол поворотом на оси 15.
Стенд для сборки и сварки панелей работает следующим образом.
Приспособления 6 для сборки и вертикальные захваты 9 передвигаются по направляющим 5 и 11 соответственно и закрепляются в положении, соответствующем расположению ребер 10. Затем на раму 1 укладывают лист(полотнище) подвижную балку 3 передвигают по направляющим 5 и закрепляют в направляющих таким образом, чтобы лист 8 двумя противоположными кромками оказался в захватах 7 сборочных головок и чтобы захваты 9 оказались на линии приварки ребер 10. Б захваты устанавливают ребра 10 и с помощью диафрагм 12 зажимают в захватах 7 кромки листа 8 и в захватах 9 -конц ребер 10- С помощью силовых устройств 4 раздвигают несущие балки 3, и таким образом растягивают и выравнивают лист 8 и ребра 10, чем достигается сборка панели.Одновременно приварку всех ребер 10 выполняют ло снятия растягивающих усилий устройствами 14, передвигающимися по балкам 13.
При необходимости растянуть ребра 10 на большую величину, чем лист 8, захват 9 для ребер включают с опережением до включения захватов 7
При установке и приварке поперечных связей(ребер жесткости)к сваренным панелям стенд работает обычным образом(как при изготовлении сварной панели), только вместо листа(полотнища) на опорные устройства стенда укладывается готовая панель.
Предлагаемый стенд при создании в листе и привариваемых ребрах панели растягивающих напряжений, равных
0,3-0,5 предела текучести металла,
позволит уменьшить продольные сварочные деформации панели до допустимой величины. Следовательно, будет по- вышена точность изготовления панели, будет исключена операция правки и,
таким образом, снизится трудоемкость. При изготовлении сварных панелей с толщиной листов 2-8 мм трудоемкость правочных работ достигает 20-30% от трудоемкости сборочно сварочных работ. Предлагаемый стенд за счет исключения операции правки панелей снижает трудоемкость их изготовления на 15-20%, а при тожцине листа 3-4 мм снижение трудоемкости достигает 100%.
Кроме того, сварка панели под
растяжением вдоль сварных соединений уменьшает ширину зоны пластических деформаций металла и повышает на 1520% работоспособность сварных соединений при знакопеременной нагрузке.
Формула изобретения
Стенд для сборки и сварки панелей, содержащий раму с опорами под изделие, приспособления для сборки и устройство для устранения деформации листа, отличающийся тем, что, с целью повышения качества сборки и производительности путем исключения операции правки, устройство для устранения деформации выполнено в виде двух балок, одна из которых приводная и обе установлены на раме параллельно одна другой с возможностью
45
перемещения вдоль плоскости рамы перпендикулярно продольной оси балок, приспособления для сборки смонтированы зеркально на упомянутых балках и каждое приспособление выполнено в ви50де двух захватов, смонтированных с возможностью перемещения параллельно плоскости рамы, и одного, расположенного между ними, и установленного с возможностью перемещения перпендикулярно оси балки.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ I 2457373, кл. D 01 F 6/46, 1975.
jQ 2. Авторское свидетельство СССР 236680, кл. В 23 К 37/04, 1963.
w
f3
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки изделий с прямолинейными сварными соединениями | 1978 |
|
SU779162A1 |
| Способ изготовления сварных листовых конструкций | 1980 |
|
SU929369A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| Способ изготовления плоских сварных узлов | 1987 |
|
SU1481136A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| Металлическая ортотропная плита пролетного строения моста и способ ее изготовления | 1985 |
|
SU1268658A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2010 |
|
RU2443527C2 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
f(-f(
w s 1 г
X.
+
