(fott
(Л
xNXXvJyNXsXNNNNNXXVW
Изобретение относится к машиностроению, в частности к автооператрам, предназначенным для автоматизации сборочных -процессов в станкостроении, автомобилестроении, при.боростроении и т.п.
Известен автооператор, содержащий корпус, захват с приводом и захватными элементами с губкс1ми, а также устройство для переналадки губок, установленное на захвате и выполненное в виде винтового механизма, винт которого имеет разнонаправленную резьбу Г1 .
Недостатком данного автооператора является невысокая надежность работы захвата, обусловленная тем, что в процессе перемещения захвата из-за толчков и вибрации возможен самопроизвольный поворот винта механизма переналадки губок.
Цель изобретения - повышение надежности работы захвата.
Указанная цель достигается тем, что в автооператоре, содержащем, корпус, захват с приводом и захватными элементами с губками, а также устройство для переналадки губок,выполненное в виде- винтового механизма, винт которого имеет разнонаправленную резьбу, винтовой механизм размещен на корпусеу гайки винтового механизма снабжены поводками, а в губках выполнены СТверстия под эти поводки и расположены фиксаторы, взаимодействующие с захватными элементами, причем на ,корпусе дополнительно смонтированы пальцы, предназначенные для воздействия на фиксаторы.
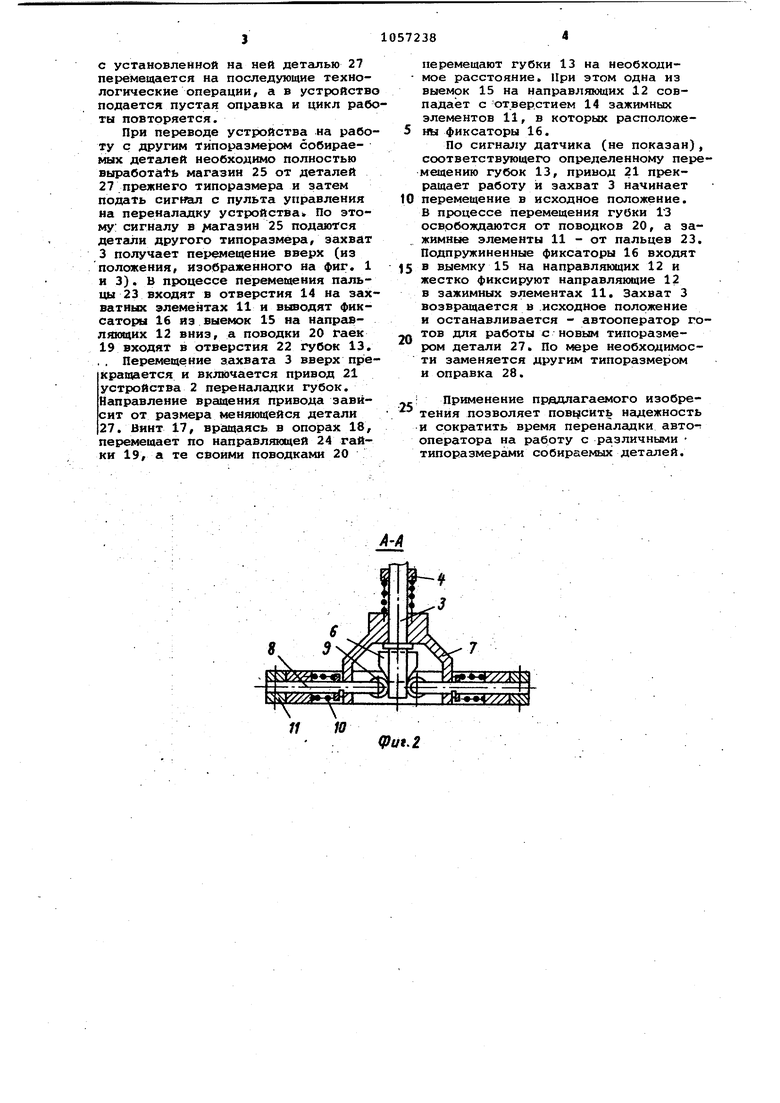
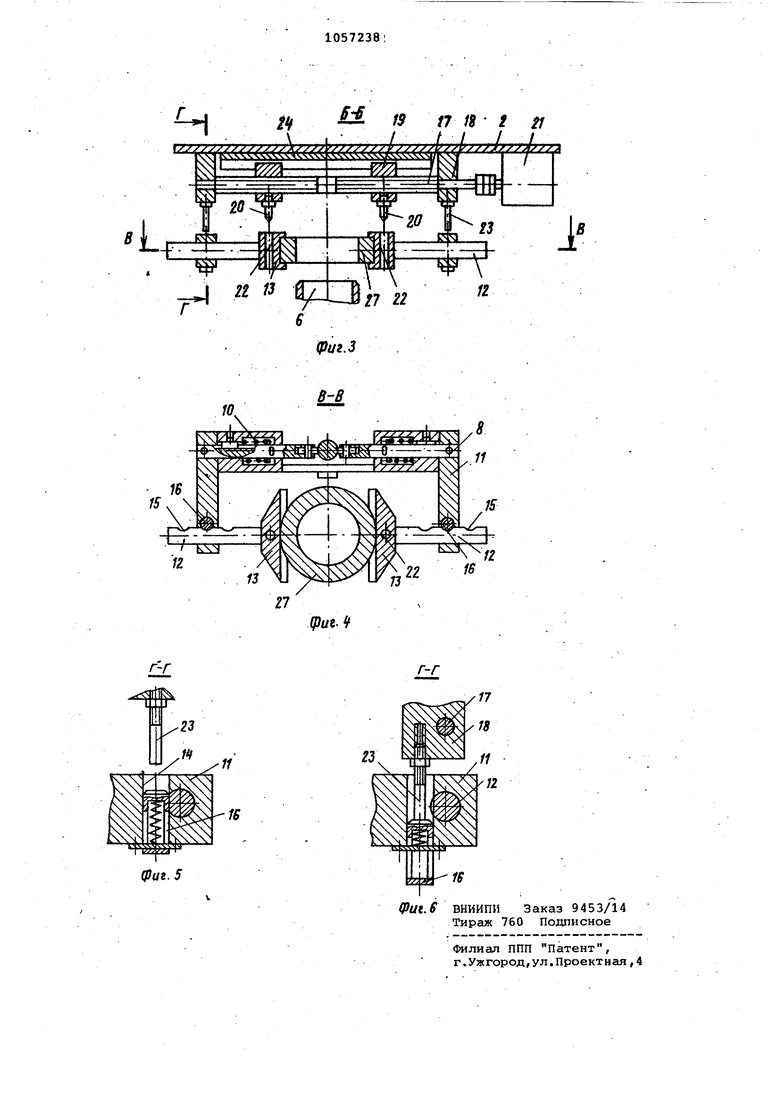
На фиг. 1 показан предлагаемый автооператор, поперечный разрез; н фиг. 2 - разрез А-А на фиг. 1) на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - раЗрез Ь-В на фиг. 3j на фиг. 5 - разрез Г-Г на фиг. 3 (положение фиксатора до переналадки) j на фиг. 6 - то же (положение фиксатора в период переналадки)
Автооператор содержит корпус 1, устройство 2 перейаладки губок и зват 3. На захвате 3 установлена втулка 4 G шарнирно закрепленной в ней подпружиненной защелкой 5 и копиры 6, а также подвижная рамка 7, поджимаемая пружиной к бурту на захвате 3.
На рамке 7 подвижно смонт)1ррван толкатели 8 с роликами 9, которые. по ркимаются пружинами 10 к копирам 6. Толкатели 8 жестко связаны с захватными элементами 11, несущи подвижно установленные направляющие 12 губок 13. в захватных элементах 11 выполнены отверстия 14, а ц направляющих 12 - выемки 15 под фиксаторы 16.
Устройство 2 переналадки губок включает винт 17 с разнонаправленной резьбой, установленный в опорах 18 корпуса 1, гайки 19 с поводками 29 и 21. в губках 13 под поводки 20 выполнены oTBepcTHJFi 22, а на корпусе 1 размещены пальцы 23 для воздействия на фиксаторы 16 и направляющие 24 гаек 19.
Автооператор работает в комплексе с магазином 25, цилиндром 26 выдачи деталей 27 и оправкой 28, перемещаемой в направляющих 29 ста НИНЫ 30. На станине 30 расположены также упор 31 и копир 32, предназначенные для -взаимодействия . с подвижной рамкой 7 и защелкой 5.
Автооператор работает следующим образом.
После перемещения оправки 28 по станине 30 в направляющих 29 до центра рабочей позиции дается сигнал на работу. Цилиндр 26 подает своим штоком из магазина 25 деталь 27 в губки 13. Затем шток цилиндра 26 возвращается в исходное положение и включается привод (не показан) захвата 3.. Захват 3 на-, ; чинает движение вниз, при этом деталь 27, находящаяся в губках 13,
одевается на оправку 28 и опускается по ней вниз, н коМце опускания детали рамка 7, упираясь в упор 31, останавливае.тся, а захват 3 продолжает перемещение вниз, сжимая пружину. При дальнейшем перемещении захват 3 своими копирами 6 воздействует на ролики 9 толкателей 8. Толкатели, жестко связанные с зажи1 ыми элементами 11 и направляющими 12, которые фиксаторами 16 фиксируются в за} ватных элементах 11, разводят губки 13 и деталь 27 опускается на фланец огГравки 28. в крайнем нижнем положении эахвата 3 носик защёлки 5, до этого сколь зивший по боковой поверхности рамки 7, соскальзывает с боковой поверхНости и захватывает рамку 7 за уступ. Опускание захвата 3 прекраается.
Включается реверс привода и захват 3 начинает подниматься с развеенными губкё1мн 13. губкй поднимутся аьше детали 27, одетой на правку 28, защелка 5 своим выступом
набегает на копир 32, который, вывоит из зацепления с нижним краем рамки 7 носик защелки. Рамка 7 освобождается и под действием пружины прижимается к бурту захвата. При
этом ролики 9 сходят с копиров 6 и толкатели 8 пружинаьш 10 прижимают захватные элементы 11 к рамке 7. убки 13 сходятся и после возвраения захвата 3 в исходное положемие привод отключается. Оправка 28
С установленной на ней деталью 27 перемещается на последующие технологические операции, а в устройство подается пустая оправка и цикл работы повторяется.
При переводе устройства на работу с другим Типоразмером собираемых деталей необходимо полностью выработать магазин 25 от деталей 27 прежнего типоразмера и затем подать сигнал с пульта управления на переналадку устройства По этому: сигналу в /магазин 25 подаются детали другого типоразмера, захват 3 получает перемещение вверх (из положения, изображенного на фиг. 1 и 3). В процессе перемещения пальцы 23 входят в отверстия 14 на захватных элементах 11 и выводят фиксаторы 16 ИЗ выемок 15 на напргшляющих 12 вниз, а поводки 20 Гаек 19 входят в отверстия 22 губок 13. , . Перемещение захвата 3 вверх прекращается и включается привод 21 устройства 2 переналадки губок. Направление вращения привода зависит от размера меняющейся детали 27. Винт 17, вращаясь в опорах 18, перемещает по направляющей 24 гайки 19, а те своими поводками 20
перемещают губки 13 ка необходи мое расстояние. При этом одна из выемок 15 на направляющих 12 совпадает с отверстием 14 зажимных элементов 11, в которых расположе5 ны фиксаторы 16.
По сигналу датчика (не показан), соответствующего определенному перемещению губок 13, привод 21 прекращает работу и захват 3 начинает
0 перемещение в исходное положение. В процессе перемещения губки 13 освобождаются от поводков 20, а зажимные элементы 11 - от пальцев 23. Подпружиненные фиксаторы 16 входят
5 в вкемку 15 на направлякедих 12 и жестко фиксируют направляющие 12 в зажимных элементах 11. Захват 3 возвращается в исходное положение и останавливается - автооператор гоQ тов для работы с новым типоразмером детали 27. По мере иеобходимости заменяется другим типоразмером и оправка 28.
: Применение предлагаемого изобре25тения позволяет надежность и сократить время переналадки автооператора на работу с различными типоразмерами собираемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват промышленного робота | 1987 |
|
SU1509247A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Захват промышленного робота | 1985 |
|
SU1288051A1 |
| Захватное устройство | 1985 |
|
SU1283092A1 |
| Схват | 1982 |
|
SU1060469A1 |
| Устройство для автоматической смены инструмента | 1988 |
|
SU1701474A1 |
| Устройство для подготовки радиоэлементов с осевыми выводами к монтажу | 1986 |
|
SU1370805A2 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Автооператор | 1988 |
|
SU1521576A1 |
АВГООПЕРАТОР, содержащий корпус, захват с приводом и захватными элементами с губкс1ми, а также устройство для переналадки губок, вьтолненное в виде винтового механизма, винт которого имеет разнонаправленную резьбу, отличающ и и с я тем, что, с целью повышения надежности, винтовой механизм устройства для переналадки губок размещен на корпусе, гайки винтового механизма снабжены поводками , а в губках выполнены отверстия под эти поводки и расположены фиксаторы, взаимодействующие с захватными, элементами/ причем на корпусе дополнительно смонтированы пальцы, предназначенные для воздействия на Фиксаторы.
8
(Put, 2
/7 « /
8 11
/
п
16
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автооператор | 1972 |
|
SU437604A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
