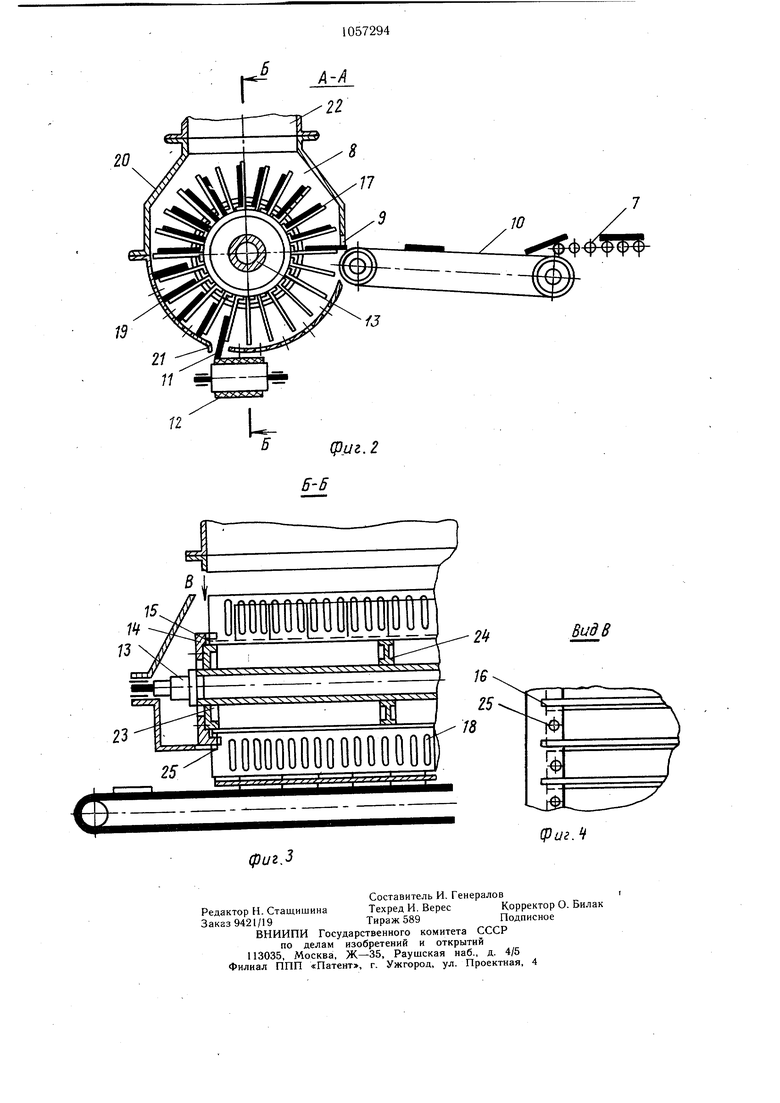
Изобретение относится к промышленности строительных материалов, в частности к технологическим линиям для производства керамической плитки. Известна линия, содержащая пресс, транспортеры, сушилку и печь обжига с роликовыми конвейерами 1. Однако данная линия занимает значительную Г1лоп1,адь. Наиболее близкой к предлагаемой является линия для производства керамической плитки, содержащая установленные в технологической последовательности пресс, приемный и передающий транспортеры, транспортер подачи плитки в сущилку, сушилку и печь обжига с роликовым конвейером, устройство для охлаждения плитки и транспортер разгрузки 2. Однако, на линии охлаждение плитки происходит на роликовых конвейерах, которые занимают значительную производственную площадь и требуйт установки энер гоемкого воздуходувного оборудования. Цель изобретения - снижение энергоемкости. Указанная цель достигается тем, что в линии для производства керамической плитки, содержащей установленные в технологическои последовательности пресс, приемный и передающий транспортеры, транспортер подачи плитки в сущилку и печь обжига с роликовым конвейером, устройство для охлаждения плитки и транспортер разгрузки, устройство для охлаждения выполнено в виде камеры, внутри которой расположен вал с фланцами и Г-образные пластины с отверстиями, причем на фланцах выполнены кольцевые проточки с радиальными пазами. а кожух камеры, прилежащий к транспортеру разгрузки, выполнен в виде обечайки с копиром, концентрично расположенной относительно вала, при этом Г-образные пластины пропущены через радиальные пазы фланцев. На фиг. 1 представлена схема линии; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид В на фиг. 3. Линия для производства керамической плитки содержит пресс 1, приемный транспортер 2, передающий транспортер 3, транспортер 4 подачи плитки в сушилку, сущилку 5, печь б обжига, роликовый конвейер 7, камеру 8 охлаждения, имеющую зону 9 загрузки, подающий транспортер 10, зону 11 выгрузки, транспортер 12 разгрузки. В камере 8 охлаждения установлен периодически вращающийся вал 13 с фланцами 14, снабженны.ми кольцевыми проточками 15 и радиальными пазами 16, в которых установлены Г-образные пластины 17 с отверст.чями 18, а образующая 19 обечайки 20 кожуха камеры 8 охлаждения расположена концентрично оси вала 13 и снабжена копиром 21. Камера 8 охлаждения оборудова на патрубком 22 для отсоса воздуха.Радиальные пластины 17 устанавливаются опорной поверхностью Г-образной формы на крайние диски 23 и на поддерживающий диск 24 вала 13. К дискам 23 с торцов жестко закреплены фланцы 14, кольцевые проточки 15 которых охватывают Г-образную опорную поверхность радиальных пластин 17, входящих в радиальные пазы 16, между которыми имеются винты 25 для крепления радиальных пластин 17 к дискам 23. Линия работает следующим образом. Отщтампованная плитка от пресса 1 подается на приемный транспортер 2 и далее на передающий транспортер 3,затем плитка поступает на транспортер 4 подачи плитки в сущилку. Сушилка 5 и печь 6 обжига имеют роликовые конвейеры 7, на которых производится сушка и обжиг плитки. С роликовото конвейера 7 плитка поступает на подающий транспортер 10, линейная скорость ленты которого выше, чем на роликах конвейера 7, поэтому происходит отрыв ряда плитки от остальной массы плитки. Таким образом, на подающем транспортере 10 создается увеличенный зазор между рядами плитки, которые поступают в зону 9 загрузки камеры 8 охлаждения. Ряд плитки сходит с подающего транспортера 10 в зазор между радиальными пластинами 17, после чего вал 13 поворачивается на угол, равный шагу между радиальными пластинами 17, и останавливается, при этом ряд плитки остается между радиальными пластинами 17, а следующая свободная ячейка между радиальными пластинами 17 готова приему плитки. Так осуществляется загрузка камеры 8 охлаждения. Из патрубка 22 производится отсос воздуха, а через отверстия 18 в радиальных пластинах 17 и отверстия в образующей 19 обечайки 20 кожуха происходит обдув поверхности плитки с двух сторон, что повышает скорость охлаждения плитки. Перед зоной 11 выгрузки плитка скользит по образующей 19 обечайки 20 кожуха концентрично радиальным пластинам 17, в зоне 11 выгрузки плитка копиру 21 сходит на транспортер 12 разгрузки, опираясь боковой стороной на радиальную пластину 17. Ряд плитки на ребре выходит из камеры 8 охлаждения. Пройдя по транспортеру 12 разгрузки до края радиальной пластины 17,плитка по очереди ложится боковой поверхностью на плоскость транспортера 12 разгрузки. Линия для производства керамической плитки позволяет снизить энергоемкость за счет применения камеры охлаждения с менее мощным электродвигателем, кроме того .снижается производственный щум благодаря сокращению габаритов линии, высвобождаются производственные площади.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для производства керамических плиток | 1980 |
|
SU897528A1 |
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| Устройство для автоматического регулирования процесса сушки и обжига керамических плиток | 1976 |
|
SU609049A1 |
| Линия наклейки ковров из керамических плиток | 1985 |
|
SU1296422A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2258604C1 |
| Линия для производства керамических раструбных труб | 1985 |
|
SU1310219A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Установка для производства керамических плиток | 1986 |
|
SU1321589A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОЙ ПЛИТКИ, содержащая установленные в технологической последовательности пресс, приемный и передающий транспортеры, транспортер подачи плитки в сущилку и печь обжига с роликовым конвейером, устройство для охлаждения плитки и транспортер разгрузки, отличающаяся тем, что, с целью снижения энергоемкости устройство для охлаждения выполнено в виде камеры, внутри которой расположен вал с фланцами и Г-образные пластины с отверстиями, причем на фланцах выполнены кольцевые проточки с радиальными пазами, а кожух камеры, прилежащий к транспортеру разгрузки, выполнен в виде обечайки с копиром, концентрично расположенной относительно вала, при этом Г-образные пластины пропущены через радиальные пазы фланцев. 5 t СП Ю 2 со й u
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU169432A1 | |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
