блоком вычисления, блоками задания температурных режимов зон .подогрева, обжига и охлаждения нечи и датчиком начальной влажности плиток, установленным на входе первой секции сушилки. Причем датчик остановки процессов подключен к первому входу блока расчета предельных температурных режимов и к первому входу блоков задания температурных режимов зон подогрева, и ОХлаждения нечи, датчик начально влажности плиток соединен с вторым входом блока расчета предельных температурных режимов и с первым входом блока вычисления, а датчик остановки конвейера сушилки - с третьим входом блока расчета предельных температурных режимов, выходы которого соединены с вторыми входами соответствующих регуляторов температуры секций сушилки. Датчик влажности плиток подключен к соответствующему входу блока задания температурных режимов зоны подогрева и ас второму входу блока вычисления, остальные входы которого соединены с датчиками температуры всех секций сущилки. Выход блока вычисления иодключен к соответствующему входу блока расчета предельных температурных режимов, а датчик остановки конвейера печи - к вторым входам блока задания температурных режимов зон подогрева, обжига и охлаждения печи, выходы которых соединены с вторыми входами регуляторов температуры секции печи.
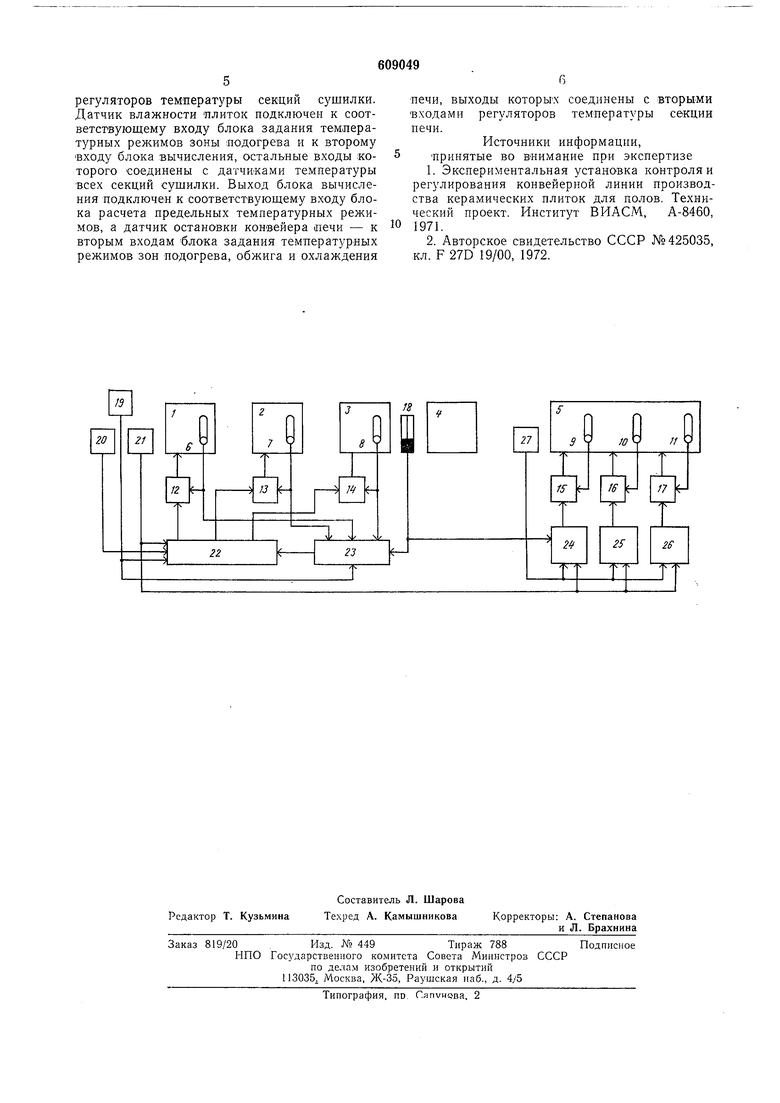
На чертеже представлена схема предлагаемого устройства.
Устройство содержит секции 1-4 сущилки, печь 5 обжига, датчики 6-И температуры, установленные в секциях сушилки, в зонах подогрева, обжига п охлаждения нечи; соответствующие регуляторы 12-17 температуры, которые в свою очередь управляют расходом газа, (Поступающего в горелки, датчик 18 влажности плиток, датчик 19 начальной влажности плиток, датчик 20 остановки конвейера сущилки, датчик 21 остановки прессов, блок 22 расчета предельных температурных режимов, блок 23 вычисления, блоки 24-26 задания температурных режимов зон подогрева, обжига и охлаждения, соответственно, и датчик 27 остановки конвейера печн.
Работает устройство следующим образом. При изменении температуры в одной (или нескольких) секциях сушилки датчик температуры подает электрический сигнал на измерительную часть регулятора температуры, где этот сигнал сравнивается с предельным заданным значением температуры, вычисленныл в блоке расчета предельных температурных режимов для секций конвейерной сушилки. Сигнал рассогласования через усилительный блок регулятора поступает на исполнительный механизм, который при помощи регулирующего органа изменяет расход газа, приводя тепловой режим секции в соответствие с предельнобезоп асной кривой сущки. Формирование температурной кривой сушки происходит под воздействием сигналов, приходящих от датчика 2U в случае остановки конвейера, от датчика 21 В случае остановки одного или обоих прессов, от датчика 19 при изменении начальной влажности поступающей на сушку плитки и в зависимости от значения коэффициента сущки, полученного в блоке 23 вычисления коэффициента сушки.
Б случае колебания начальной влажности плитки, изменения тепловых режимов в секциях сушилки и колебания влажности плитки па выходе из сушилки коэффициент сущки изменяется в соответствии с определенным
законом и рассчитывается с помощью блока 23. Если конвейер печи останавливается, сигнал от датчика 27 ноступает на блоки 24-26, формирующие температурный режим обжи1а. плптки. Когда прекращается подача плиток,
сигнал от датчика 21 остановки прессов поступает на блоки 24-26, которые формируют соответствующие сигиалы компенсации, передаваемые на регуляторы 15-Г7. Если возмущения, действующие на технологический процесс, не удалось скомпенсировать в сущилке и влажность выходящей из нее плитки отличается от заданной, сигнал датчика 18 поступает на блок 24 задания температурного режима, который осуществляет коррекцию темнературы в зоне подогрева.
Формула изобретения
Устройство для автоматического регулирования процесса сушки н обжига керамических плиток, содержащее датчики температуры, установленные в секциях сушилки в зонах подогрева, обжига н охлаждения печи, выходы которых подключены к первым входам соответствующих регуляторов температуры секций сущнлкп и печи, и датчик влажности плиток, размещенный на выходе одной из секций сушилки, отличающееся тем, что, с целью повыщения качества готового продукта, оно
снабжено датчиками остановки конвейеров сущилки и печи, датчиком остановки прессов, блоком расчета предельных температурных режимов, .блоком вычисления, блоками задания температурных режимов зон подогрева,
обжига и охлаждения нечи и датчиком начальной влажности нлиток, установленным на входе первой секции сущилки. Датчик остаиовки прессов аюдключен к первому входу блока расчета предельных температурных режимов и к первому входу блоков задания температурных режимов зон подогрева, обжига и охлаждения печи, датчик начальной влажности плиток соединен с вторым входом блока расчета предельных температурных режимов и с первым входом блока вычисления, а датчик остановки .конвейера сущилки - с третьим входом блока расчета предельных температурных режимов, выходы которого соединены с вторыми входами соответствующи.ч
регуляторов температуры секций сушилки. Датчик влажности плиток подключай к соответствующему входу блока задания температурных релшмоБ зоны подогрева и к второму ВХОДУ блока вычисления, остальные входы которого соединены с датчиками температуры всех секций сушилки. Выход блока вычисления подключен к соответствующему входу блока расчета предельных температурных режимов, а датчик остановки конвейера печи - к вторым входам блока задания температурных режимов зон подогрева, обжига и охлаждения
печи, выходы которых соединены с вторыми входами регуляторов температуры секции печи.
Источники информации, принятые во внимание при экспертизе
1.Экспериментальная установка контроля и регулирования конвейерной линии производства керамических плиток для полов. Технический проект. Институт ВИАСМ, А-8460, 1971.
2.Авторское свидетельство СССР №425035, кл. F 27D 19/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования процесса обжига в щелевой печи | 1977 |
|
SU691663A1 |
| Устройство для управления процессом производства керамических плиток | 1978 |
|
SU791692A1 |
| Способ автоматического регулирования процессов обжига в шелевой печи | 1982 |
|
SU1112213A1 |
| Система автоматического управления процессом обжига керамических плиток в щелевой печи | 1982 |
|
SU1099204A1 |
| Система для автоматического регулирования процесса сушки керамических плиток в конвейрной сушилке | 1976 |
|
SU586303A1 |
| Устройство регулирования процесса обжига керамических изделий в шелевой печи | 1978 |
|
SU779783A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯПРОЦЕССА СУШКИ КЕРАМИЧЕСКИХ ПЛИТОКВ КОНВЕЙЕРНОЙ СУШИЛКЕ | 1972 |
|
SU425035A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1979 |
|
SU857684A1 |
| Устройство для автоматического регулирования процесса обжига керамических плиток в щелевой печи | 1984 |
|
SU1223007A1 |
| Способ автоматического регулирования процессов сушки и обжига керамических изделий в конвейерной линии | 1978 |
|
SU881503A1 |
