Изобретение относится к промышленности строительных материалов, в частности к производству.керамических раструбных канализационных труб.
Цель изобретения - расширение технологических возможностей за счет производства труб различной длины.
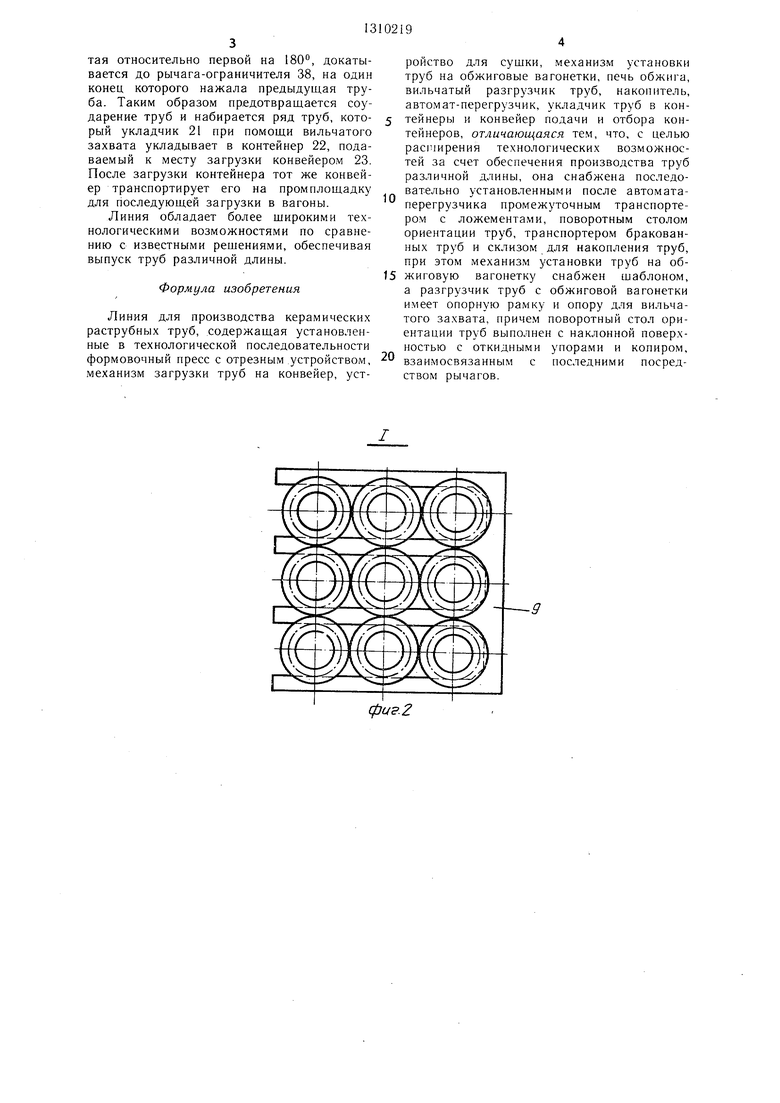
На фиг. 1 изображена линия, вид в плане; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - вид Б
низма 7 для установки труб на обжиговые вагонетки после их сушкк. Загруженная вагонетка 8, поступая в печь, переталкивает весь состав вагонеток, находящихся в печи. J- Вытолкнутая из печи вагонетка попадает на передаточную тележку 10. Место загрузки труб на вагонетку и разгрузки их условно показано на передаточных тележках.
Разгрузчик 14 снимает пакет труб с обжиговой вагонетки и устанавливает на пласна фиг. 1; на фиг. 5 - вид В на фиг. 1.Ю тинчатый транспортер-накопитель 15. ПереЛиния для производства керамическихдаточная тележка увозит пустую вагонетраструбных труб включает формовочныйку 8 к обгонным путям 13, где она переталпресс 1 с отрезным устройством, механизм 2кивается на эти пути. Передаточная тележзагрузки труб на конвейер 3 со штангами 4,ка 10 возвращается на место разгрузки труб
транспортирующий трубы 5 в устройство 6 с вагонеток для очередной вагонетки,
для сущки, механизм 7 установки труб на обжиговые вагонетки 8 после их сушки, щаблон 9, передаточные тележки 10, печь 11 обжига, рельсовый путь 12 под передаточную тележку 10, обгонный путь 13 под васо скалками 24 трубы свои.ми раструбами касаются вил захвата 28 и при дальнейще.м движении вверх виснут на них. После этого тележка перемещается к транспортеру-наСъем труб с вагонетки осуществляется следующим образом. Тележка разгрузчика 14 перемещается к вагонетке с трубами и останавливается так, чтобы трубы находились против опорной рамки 26 подвижной гонетку 8, разгрузчик 14 труб, транспортер- 20 рамы 25 с жестко прикрепленными скалка- накопитель 15, автомат-перегрузчик 16, про-ми 24 и опорой 27. Опорная рамка 26 имеет межуточный транспортер 17, поворотный заходные направляющие и при движении стол 18, транспортер 19 бракованных труб,вниз заключает раструбы в свой замкнутый склиз 20, укладчик 21 труб в контейнер 22,контур, так как при обжиге трубы могут конвейер 23 подачи и отбора контейнеров. отклониться от вертикального положения и Разгрузчик 14 представляет собой тележку,при движении вильчатый захват 28 может в которой по направляющим ходят скалки 24,, свалить трубы с вагонетки. Вилы вильча- жестко связанные с подвижной рамой 25, того захвата 28 проходят между рядами на которой в свою очередь закреплены опор- труб, установленных ранее по шаблону 9. пая рамка 26 и опора 27. По направляющим Для того, чтобы трубы, имеющие значитель- рамы 25 перемещаются вильчатые захва- зо ный вес, не висели консольно на вилах, ты 28. Автомат-перегрузчик 16 содержит сие- имеется опора 27. При подъеме рамы 25 тему фигурных рычагов 29, поворачивающй.х- ся вокруг оси 30. Промежуточный транспортер 17 состоит из цепного контура с закрепленными на нем ложементами 32. Поворотный стол 18 имеет наклонную поверхность 35 копителю 15, вильчатые захваты 28 воз- 33, копир 34, обеспечивающий наклон по- вращаются в исходное положение, рама 25 верхности в направлении скатывания с нее поднимается и тележка разгрузчика 14 пе- труб, которые удерживаются на поверхности ремещается в исходное положение. Трубы с помощью откидных упоров 35. Под по- же на транспортере-накопителе перемеща- верхностью 33 закреплены рычаги 36, взаимо-дд ются к автомату-перегрузчику 16, кото- действующие с упорами 35. Склиз 20 вклю- рый при помощи системы фигурных ры- чает упорную планку 37 и рычаги-ограничи- чагов 29, поворачивающихся, вокруг оси тели 38.
Линия работает следующим образом. Отформованные на прессе 1 трубы 5 с
помощью механизма 2 устанавливаются в 45 ле осмотра и разбраковки труба вертикальном положении на штангу 4 кон-попадает на склиз 20, а негодная -- на
транспортер бракованных труб 19. Поворот поверхности 33 поворотного стола осуществляется по копиру 34. Труба, прокатываясь по наклонной поверхности 33, отклоняет первый упор 35 и упирается во второй. Поворотом поверхности стола ориентируют трубу, нажимают на рычаг 36, и откидной упор 35 пропускает трубу в нужном направлении. Трубы на склизе ориентированы в за- той вагонетки 8, натаскивает ее на себя. висимости от того, в какую сторону повер- Затем тележка 10 вместе с вагонеткой пе- нут раструб на поворотном столе. Труба с ремещается к печи 11 и останавливается поворотного стола по склизу катится до против печи в месте расположения меха- упорной планки 37, следующая, поверну30, кладет трубы рядами в ложементы 32 промежуточного транспортера 17, который подает трубу на поворотный стол 18. Посвейера 3 и транспортируются в устройство 6 для сущки. На выходе из сущилки механизмом 7 трубы по шаблону 9 устанавливают на обжиговую вагонетку 8. Шаблон 9 после установки труб с обжиговой вагонетки снимают. Обжиговая вагонетка подается в печь 11 обжига, а передаточная тележка 10 но рельсовому пути 12 перемещается к обгонным путям 13 и, остановившись против пус50
низма 7 для установки труб на обжиговые вагонетки после их сушкк. Загруженная вагонетка 8, поступая в печь, переталкивает весь состав вагонеток, находящихся в печи. Вытолкнутая из печи вагонетка попадает на передаточную тележку 10. Место загрузки труб на вагонетку и разгрузки их условно показано на передаточных тележках.
Разгрузчик 14 снимает пакет труб с обжиговой вагонетки и устанавливает на плассо скалками 24 трубы свои.ми раструбами касаются вил захвата 28 и при дальнейще.м движении вверх виснут на них. После этого тележка перемещается к транспортеру-наСъем труб с вагонетки осуществляется следующим образом. Тележка разгрузчика 14 перемещается к вагонетке с трубами и останавливается так, чтобы трубы находились против опорной рамки 26 подвижной рамы 25 с жестко прикрепленными скалка- ми 24 и опорой 27. Опорная рамка 26 имеет заходные направляющие и при движении вниз заключает раструбы в свой замкнутый контур, так как при обжиге трубы могут отклониться от вертикального положения и при движении вильчатый захват 28 может свалить трубы с вагонетки. Вилы вильча- того захвата 28 проходят между рядами труб, установленных ранее по шаблону 9. Для того, чтобы трубы, имеющие значитель- ный вес, не висели консольно на вилах, имеется опора 27. При подъеме рамы 25 копителю 15, вильчатые захваты 28 воз- вращаются в исходное положение, рама 25 поднимается и тележка разгрузчика 14 пе- ремещается в исходное положение. Трубы же на транспортере-накопителе перемеща- ются к автомату-перегрузчику 16, кото- рый при помощи системы фигурных ры- чагов 29, поворачивающихся, вокруг оси
Съем труб с вагонетки осуществляется следующим образом. Тележка разгрузчика 14 перемещается к вагонетке с трубами и останавливается так, чтобы трубы находились против опорной рамки 26 подвижной рамы 25 с жестко прикрепленными скалка- ми 24 и опорой 27. Опорная рамка 26 имеет заходные направляющие и при движении вниз заключает раструбы в свой замкнутый контур, так как при обжиге трубы могут отклониться от вертикального положения и при движении вильчатый захват 28 может свалить трубы с вагонетки. Вилы вильча- того захвата 28 проходят между рядами труб, установленных ранее по шаблону 9. Для того, чтобы трубы, имеющие значитель- ный вес, не висели консольно на вилах, имеется опора 27. При подъеме рамы 25 копителю 15, вильчатые захваты 28 воз- вращаются в исходное положение, рама 25 поднимается и тележка разгрузчика 14 пе- ремещается в исходное положение. Трубы же на транспортере-накопителе перемеща- ются к автомату-перегрузчику 16, кото- рый при помощи системы фигурных ры- чагов 29, поворачивающихся, вокруг оси
ле осмотра и разбраковки труба попадает на склиз 20, а негодная -- на
30, кладет трубы рядами в ложементы 32 промежуточного транспортера 17, который подает трубу на поворотный стол 18. Постая относительно первой на 180°, докатывается до рычага-ограничителя 38, на один конец которого нажала предыдущая труба. Таким образом предотвращается соударение труб и набирается ряд труб, который укладчик 21 при помощи вильчатого захвата укладывает в контейнер 22, подаваемый к месту загрузки конвейером 23. После загрузки контейнера тот же конвейер транспортирует его на промплощадку для последующей загрузки в вагоны.
Линия обладает более широкими технологическими возможностями по сравнению с известными решениями, обеспечивая выпуск труб различной длины.
Формула изобретения
Линия для производства керамических раструбных труб, содержащая установленные в технологической последовательности формовочный пресс с отрезным устройством, 1механизм загрузки труб на конвейер, уст
ройство для сушки, механизм установки труб на обжиговые вагонетки, печь обжига, вильчатый разгрузчик труб, накопитель, автомат-перегрузчик, укладчик труб в контейнеры и конвейер подачи и отбора контейнеров, отличающаяся тем, что, с целью расширения технологических возможностей за счет обеспечения производства труб различной длины, она снабжена последовательно установленны 1и после автомата- перегрузчика промежуточным транспортером с ложементами, поворотным столом ориентации труб, транспортером бракованных труб и склизом для накопления труб, при этом механизм установки труб на об- 5 жиговую вагонетку снабжен шаблоном, а разгрузчик труб с обжиговой вагонетки имеет опорную рамку и опору для вильчатого захвата, причем поворотный стол ориентации труб выполнен с наклонной поверхностью с откидными упорами и копиром, взаимосвязанным с последними посредством рычагов.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Поточная линия для производстваКЕРАМичЕСКиХ ТРуб | 1979 |
|
SU821156A2 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1981 |
|
SU994267A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1980 |
|
SU921860A1 |
| Установка для съема кирпича сСушильНОй ВАгОНЕТКи | 1979 |
|
SU814760A1 |
| Поточная линия для изготовления кирпича | 1977 |
|
SU707805A1 |
| Автомат-укладчик кирпича полусухого прессования на вагонетки туннельных обжиговых печей | 1983 |
|
SU1113259A1 |

Изобретение относится к производству керамических раструбных канализационных труб. Целью изобретения является расширение технологических возможностей за счет производства труб различной длины. В линии после автомата-перегрузчика 16 установ-- лен промежуточный транспортер 17 с ложементами, для перемены ориентации труб служит noBopofHb№ стол 18, имеется склиз 20 для накопления труб перед загрузкой в контейнеры 22 и транспортер 19 бракованных труб. Установка труб на обжиговые вагонетки производится по шаблону 9, а разгрузка осуш,ествляется с помошью разгрузчика 14 с вильчатым захватом, выполненным с рамкой и опорой, соответственно для группировки раструбов труб и обеспечения надежности при подъеме. 5 ил. (Л 1 2 оо о tsD CD В f /8 20 Фиг.7
фиг 2
w
григ.З
2Я
Составитель И. Генералова
Редакторе. КовтунТехред И. ВересКорректор И. Эрдейи
Заказ 1689/15 Тираж 525Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
