Предметом изобретения является автомат для проведения химикогальванических процессов (например оксидирования, фосфатирования, меднения, никелирования, цинкования и других), который, в отличие от известных, полностью автоматизирует все операции при одновременной работе всех участвующих режимных ванн и агрегатов. Автомат позволяет осуществлять заданный технологический процесс со строгим соблюдением режимов и времени обработки на каждой операции, может быть переналажен для выполнения других операций и режимов обработки и имеет широкий диапазон времени выдержки деталей в ваннах от 20 сек. до 1,5 часа и более.
Это достигается тем, что автомат снабжен исполнительным электромеханизмом, обеспечивающим перемещение подвесок с деталями как в горизонтальной, так и в вертикаль ной плоскостях, а также захват и освобождение подвесок с помощью захватывающего механизма, смонтированного на передвижной траверсе, причем приводные механизмы автомата приводятся в действие от программного устройства, настраиваемого в соответствии с технологическим процессом.
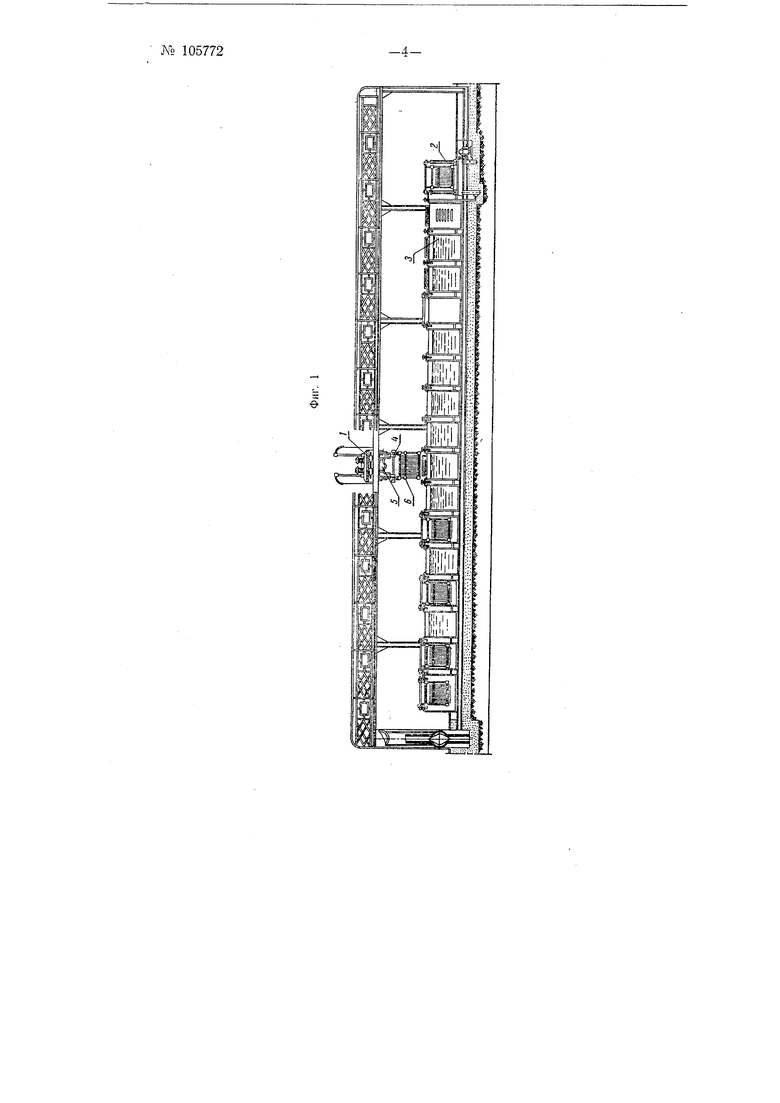
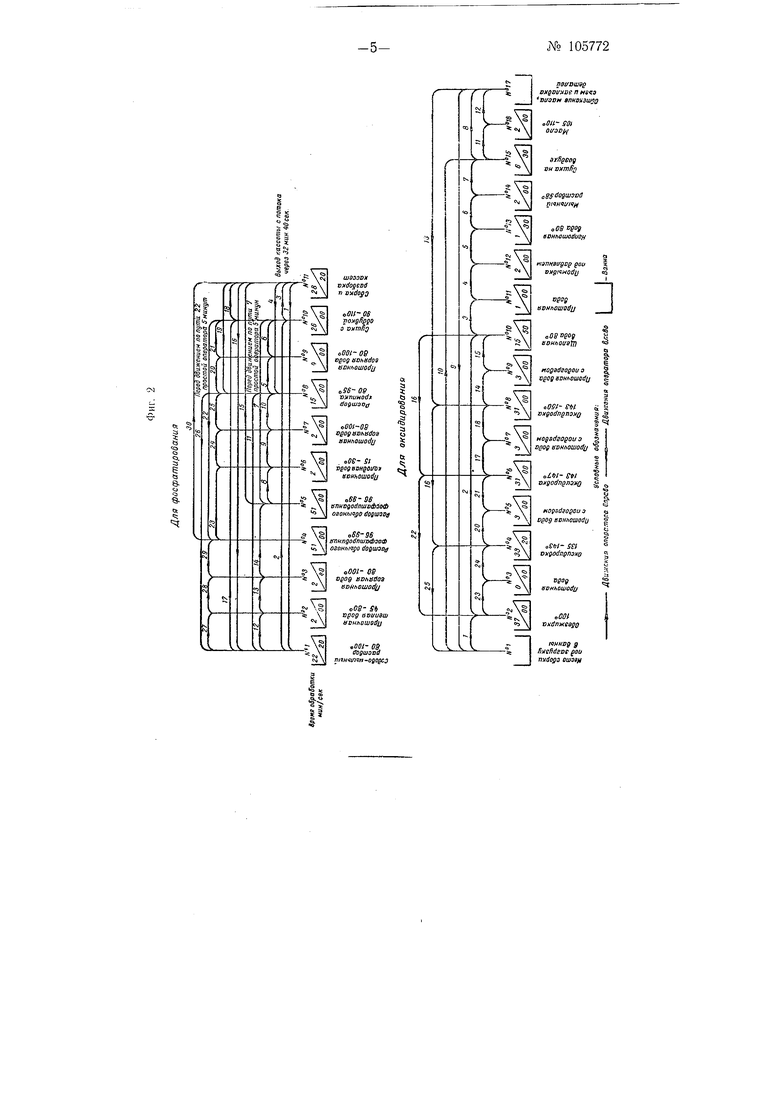
На фиг. 1 представлен общий вид предлагаемого автомата; на фиг. 2- схемы циклового режима химикогальванического процесса.
Автомат состоит из ряда последовательно установленных агрегатов: обезжиривающих, промывочных и оксидировочных или фосфатировочных ванн, душевой и сушильных установок и автоматического оператора 1, перемещающегося по рельсовым путям над агрегатами, и снабжен устройствами, позволяющими автоматически корректировать растворы ванн, регулировать температуру растворов и стабилизировать напряжение тока, питающего ванны и мехапизмы; устройствами для интенсивной промывки деталей, а такл е установкой автоматической перекачки масла из резервуара (сборника) 2 в масляную ванну 5.
Для проведения процесса фосфатирования и гальванических покрытий автомат снабжен механизмом, обеспечивающим качание сборки с деталями, необходимое с целью удаления выделяющихся газовых пузырьков.
Автоматический оператор имеет исполнительный электромеханизм, обеспечивающий его перемещение в горизонтальной и вертикальной плоскостях, и захватывающий механизм 4, смонтированный на подвижной траверсе 5, производит загрузку, выгрузку и транспортирование подвески 6 с обрабатываемыми деталями и Заправляется посредством программного механизма от пульта управления в соответствии с заданным технологическим процессом и временем, требующимся на операцию.
При настройке автомата на процесс оксидирования в технологическом потоке участвуют щесть подвесок с обрабатываемыми деталями (число подвесок в потоке определяется технологическим процессом). Такое количество подвесок исключает простои режимных ванн и обеспечивает высокую производительность агрегата. При полной загрузке ванн время прохождения подвеской потока определяется технологическим циклом.
Время переноса деталей из ванны в ванну равно 15-30 сек.
Подвески, участвующие в технологическом процессе, в определенное время занимают определенное положение в потоке. Так, первая подвеска находится на стойке-раме № Ij вторая - в оксидировочной ванне № 4, третьЯ-в оксидировочной ванне № 6, четвертая-в оксидировочной ванне № 8, пятая- в щелочной ванне М 10, шестая расположена на разгрузочно-подготовительной стойке Лг 17. С ванны № 1 .автоматический оператор поднимает подвеску с деталями и по пути / доставляет ее в ванну № 2 с режимом обработки 37 мин. Оставив подвеску в указанной ванне, оператор направляется по пути 2 к. ванне № 10, берет подвеску с деталями и по пути 3 доставляет ее в ванну № 11 с режимом обработки одна минута.
В таком порядке подвеска переносится оператором по путям 4, 5, 6, 7 к ваннам М 12, 13, 14, 15; при этом строго соблюдаются заданные режимы обработки.
Оставив подвеску в ванне № 15, оператор, следуя по пути 8 до места расположения разгрузочно-подготовительной стойки № 17, берет подвеску со светлыми деталями и по пути 9, нигде не останавливаясь, доставляет ее на стойку-раму под технологический запуск,
После этого автоматический оператор по пути 10 возвращается к ванне N° 15, берет подвеску с деталями и по пути 11 доставляет ее в ванну № 16 с режимом обработки 2 мин. Затем по пути 12 подвеска доставляется на разгрузочно-годготовительную стойку и оператор направляется по пути 13 к ванне Л° 8, берет подвеску с деталями, прошедшими обработку в течение 31 мин. и по пути 14 доставляет ее в ванну № 9 с режимом обработки 3 мин., затем по пути 15 подвеска доставляется в ванну М 10 с режимом обработки 15 мин. 50 сек. После этого оператор направляется по пути 16 к ванне Л 6, берет подвеску с деталями, прошедшими режимную обработку в течение 31 мин. и по пут 17 доставляет ее в ванну № 7 с. режимом обработки 3 мин.; затем подвеска по пути 18 доставляется в ванну № 8.
Оставив подвеску в ванне № 8, оператор направляется по пути 19 к ванне № 4, берет подвеску с деталями, прошедшими режимную обработку в течение 33 мин. 20 сек. и по пути 20 доставляет ее в ванну Л 5 с режимом обработки 3 мин., затем подвеска по пути 21 доставляется в ванну № 6.
После установки подвески в ванну № 6 оператор по пути 22 направляется к ванне № 2, берет подвеску с деталями и по пути 23 доставляет ее в ванну № 3 с режимом обработки 40 сек.; затем по пути 24 подвеска доставляется в ванну М 4, сам же оператор направляется по пути 25 к месту расположения стойкирамы, берет подвеску со светлыми деталями и по пути ) доставляет ее в ванну Л 2. Цикл вновь повторяется через 39 мин. 50 сек.
Предмет изобретения
Автомат для проведения химикогальванических процессов (например оксидирования, фосфатирования и других), состоящий из ряда последовательно установленных агрегатов (ванн, сушильных и промывочных камер и т. д.), снабженный приспособлениями, осзществляющими передачу подвесок с деталями из одного агрегата в другой, а также устройствами, обеспечиваюпдими автоматическую корректировку растворов ванн и регулировку рабочей температуры растворов, отличающийся тем, что, в целях автоматизации гальванических процессов на всех операциях (в1слючая цромывку, промасливание и сушку) при одновременной загрззке всех агрегатов, возможиости переналадки автомата на другие операции и строгого выполнения задаиного технологического процесса но режимам обработки и временн, он снабжен исполнительным электромеханизмом, обеспечивающим перемещение подвесок с деталями как в горизонтальной, так и в вертикальной плоскостях, а также захват и освобождение подвесок с помощью захватывающего механизма, смонтированного на передвижной траверсе, причем приводные механизмы автомата нриводятся в действие от программного устройства, настраиваемого в соответствии с технологическим процессом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ реализации конструкции ванны щелочного оксидирования стальных деталей | 2018 |
|
RU2701334C1 |
| УСТРОЙСТВО ДЛЯ ПАСТЕРИЗАЦИИ ИЛИ СТЕРИЛИЗАЦИИ ТЕКУЧИХ СРЕД | 1992 |
|
RU2031606C1 |
| Многопроцессная линия гальванических покрытий | 1988 |
|
SU1585396A1 |
| Система управления многопроцессной линией гальванопокрытий | 1976 |
|
SU653308A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ | 2012 |
|
RU2499852C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ОБЕЗЖИРИВАНИЯ, МОЙКИ И СУШКИ КОМПЛЕКТУЮЩИХ ДЕТАЛЕЙ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2265901C2 |
| Автоматическая линия для нанесения гальванопокрытий | 1991 |
|
SU1781330A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| Линия для нанесения гальванопокрытий | 1986 |
|
SU1397552A1 |