сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для загрузки деталей на каретку автооператорной линии | 1977 |
|
SU708000A1 |
| Устройство для перегрузки изделий | 1977 |
|
SU686953A1 |
| Устройство для загрузки подвесного конвейера | 1983 |
|
SU1152894A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ МОЙКИ ИЗДЕЛИЙ | 1992 |
|
RU2008988C1 |
| Устройство для перегрузки подвесок с подвесного конвейера | 1978 |
|
SU770951A1 |
| Устройство для загрузки подвесного конвейера | 1983 |
|
SU1084212A1 |
| КАРУСЕЛЬНАЯ МОЕЧНО-СУШИЛЬНАЯ УСТАНОВКА | 1991 |
|
RU2022674C1 |
| Автоматизированный участок гальванических покрытий деталей | 1989 |
|
SU1613509A1 |
| Подвесной конвейер | 1959 |
|
SU122067A1 |
| Устройство для перемещения и передачи подвесок с грузами | 1983 |
|
SU1133194A1 |

Использование1 изобретение относится к, технике гальванических покрытий. Сущность изобретения: линия содержит расположенные вкруговую ванны и подъемную карус ель с каретками, имеющими возможность вертикального перемещения, и несущие поворотные захваты для подвесок с деталями. Каретки взаимодействуют с направляющими, выполненными секциями. Причем одна часть секций неподвижно соединена с подъемником, а другая часть установлена с возможностью вертикального перемещения на неподвижной стойке. Ли- нмя мЪжет работать в жестком режиме, когда захваты постоянно взаимодействуют с подвесками для деталей, и по гибкой программе, когда захваты по мере надобности расцепляются с подвесками. 7 ил.
Изобретение относится к технике гальванических покрытий.
Известно устройство карусельного типа для гальванической обработки, содержащее основание, в центре которого установлена позиционная карусель со стрелками, снабженная приводами подъема, поворота и фиксации, технологические ванны и механизмы загрузки и выгрузки деталей. На стрелках закреплены катодные держатели, выполненные в виде чаши с пазом для загрузки и выгрузки деталей
Механизм загрузки устанавливает деталь в держатель, карусель поднимается, поворачивается на шаг, и опускается в крайнее нижнее положение, погружая держатель с деталью в ванну. Механизм загрузки за гружа ют следу ющийдержатель.Дрслеоб- работки детали в ванне, карусель поднимается, поворачивается и переносит деталь в
следующую по технологическому процессу ванну, а механизм заУруЗКй подает другую деталь В последующих циклах все остальные детали, находящиеся на механизме загрузки, поочередно загружаются в держатели, проходят последовательно обработку во всех1 и поступают на позицию выгрузки. Установка компактна и производительна, но область ее применения ограничена, т к. все стрелы с держателями деталей жестко Связаны с каруселью. Все технологические Ґанны должны быть одинаковыми и время простоя во всех ваннах одинаковое.
Известна автоматическая линия карусельного типа для гальванических покрытий, которая содержит установленные по окружности в технологическом порядке ванны, неподвижную и подъемные стойки, которые снабжены секциями горизонтальных
ы о о
направляющих, расположенных по окружности с возможностью сопряжения подвижных и неподвижных секций, и поворотную колонну с каретками, несущими стрелы с захватами для деталей. Ванны в зависимости от технологических процессов имеют различные длины. На позиции загрузки на стреле, находящейся в верхнем положении, закрепляют подвеску или барабан с деталями, механизм поворота перемещает колонну с каретками на один шаг, а механизм вертикального перемещения опускает подвеску с деталями в первую ванну. Загружается следующая подвеска. После окончания процесса в первой ванне колонна поднимается, поворачивается на один шаг и переносит деталь во вторую ванну. При помещении деталей в ванну 3 направляющие на подвижной колонне сопрягаются с направляющими на неподвижной колонне и при повороте колонны на один шаг каретка переходит на последние направляющие и перемещается по ним во все время нахождения деталей в ванне 3. На последней позиции ванны 3 каретка переходит на вторую секцию направляющих, расположенную на подъемной колонне. В ваннах KS-7 время обработки одинаковое и все каретки с подвесками одновременно поднимаются, поворачиваются на один шаг и опускаются. После ванны 7 детали выгружаются.
Данная линия компактна, производительна, обеспечивает обработку деталей в ваннах с разным временем обработки.
Недостатком этой линии является то, что она работает только по жесткой программе. Подвеска с деталями проходит по данной стреле всю обработку.
Целью изобретения является повышение ее универсальности путем обеспечения возможности ее работы и в жестком, и в гибком режиме.
Указанная цель достигается тем, что автоматическая линия для нанесения гальванопокрытий, содержащая установленные по замкнутому контуру технологические ванны, расположенные в центре неподвижную стойку, поворотную стойку с установленными в ней с возможностью вертикального перемещения каретками, несущими захваты для деталей с подвесками, подъемник и секции горизонтальных направляющих, выполненных с возможностью сопряжения смежных секций, часть которых закреплена на подъемнике, а другая часть установлена на неподвижной стойке, снабжена расположенными на секциях направляющих защелками для соединения этих секций направляющих, при этом
секции направляющих на неподвижной стойке установлены с возможностью вертикального перемещения, а захваты на каретках выполнены в виде поворотных
подхватов.
Снабжение линии механическими защелками для соединения секций направляющих и нежесткое соединение секций направляющих с неподвижной колонной
0 позволяет все секции направляющих поднимать в верхнее положение, т.е. обеспечивается возможность расположения и поворота всех кареток в верхнем положении одновременно. Снабжение кареток по5 воротными подхватами для подвесок позволяет подвески с деталями оставлять в любой технологической ванне на требуемое по техпроцессу время.
Все это вместе позволяет линии рабо0 тать не только по жесткому циклу, но и в гибком производстве по программе.
Установка секций направляющих на неподвижной колонне на фиксаторах с возможностью вертикального перемещения
5 неизвестна в известных устройствах. Также неизвестно снабжение линий механическими защелками для соединения секций направляющих.
На основании вышеуказанного можно
0 сделать вывод о соответствии заявляемого устройства требованию существенность отличий.
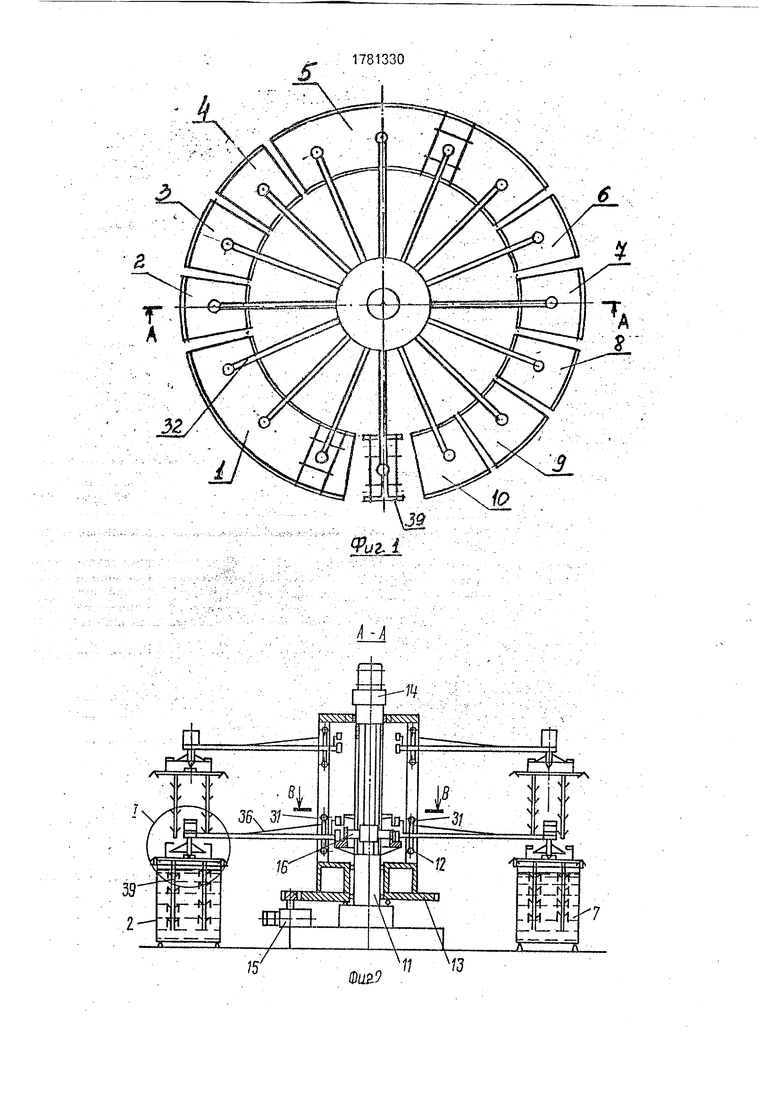
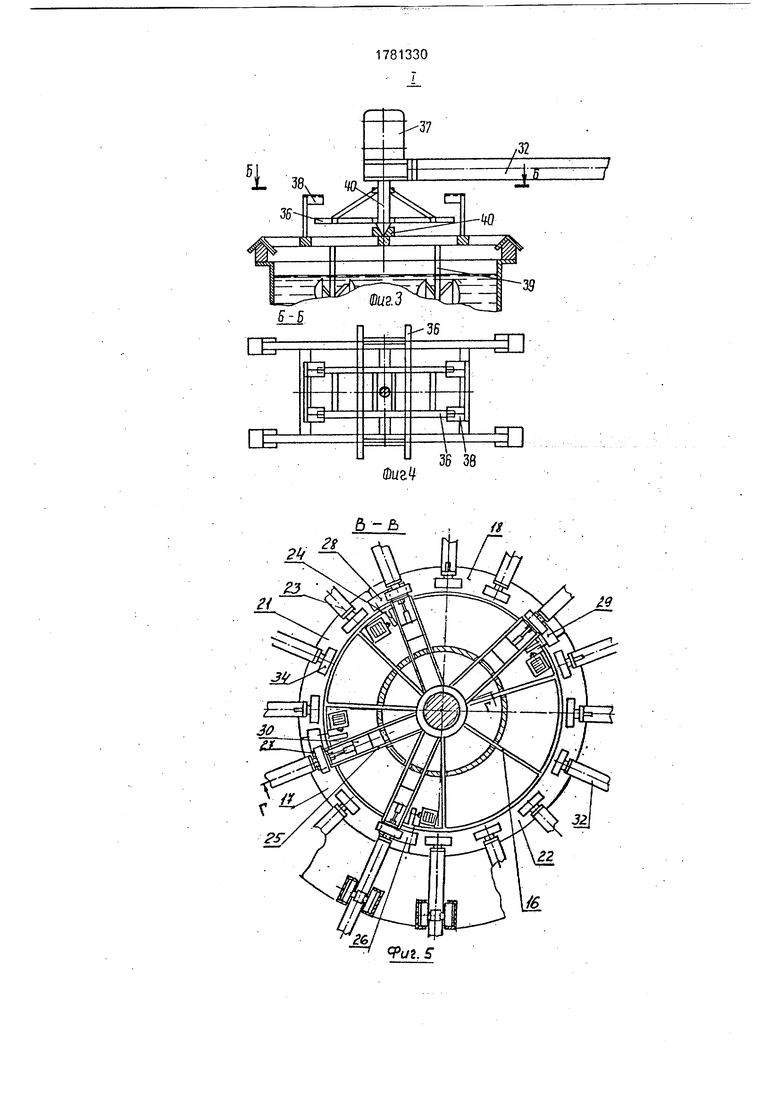
На фиг.1 изображен вид линии в плане; на фиг.2 - разрез А-А на фиг.1; на фиг.З 5 узел I на фиг.2; на фиг.4 - разрез Б-Б на фйг.З; на фиг.5 - разрез В-В на фиг. 2; на фиг.6 - разрез Г-Г на фиг.5; на фиг.7 - развертка линии.
Автоматическая линия содержит уста0 новленные по окружности в технологическом порядке гальванические ванны 1-10, причем, ванны 1 и 5 рассчитаны на несколько позиций. В центре линии расположены неподвижная стойка 11, подъемник 12 и по5 воротная колонна 13 с приводами подъема 14 и поворота 15. Подъемник 12 имеет ребра 16, на которых жестко закреплены секции направляющих 17 и 18. Неподвижная стойка 11 имеет кронштейны 19, на которых вы0 полнены пальцы 20 для фиксации секций направляющих 21 и 22. На секциях 17 и 18 установлены механические защелки 23 с приводами, а на секциях 21 и 22 закреплены пленки 24 с отверстиями для язычков защел5 ки. Подъемник 12 снабжен также ребрами 25, на которых установлены откидные секции направляющих 26-29 с приводами 30. В поворотной колонне 13 установлены каретки 31, несущие стрелы 32, на одном конце которых расположены кронштейны
33 с верхними 34 и нижними 35 роликами, а на другом конце расположены поворотные подхваты 36 с приводами поворота 37, выполненные с возможностью взаимодействия с Г-образными кронштейнами 38 подвесок 39 для деталей.
Подхваты 36 снабжены стержнем 40 с конусным концом, а в подвесках 39 имеются втулки 41 с конусным отверстием.
Линия работает от системы управления (на черт, не показана).
При работе линии по жесткому циклу секции направляющих 17, 18, 21 и 22 разомкнуты, секции 21 и 22 зафиксированы на пальцах 20 неподвижной стойки 11. При верхнем положении подъемника 12 вместе с ним подняты каретки 31, расположенные на секциях направляющих 21, 22 и 26, 28. При этом каретки на секциях 26,28 висят на верхних роликах 34 (фиг.7).
Поворотная колонна 13 поворачивается вместе с каретками 31 на один шаг, Каретки с секциями 22 и 21 переезжают на секции 29 и 27 соответственно и повисают на верхних роликах 34, а с секций 26 и 28 - на секции 22 и 21 и повисают на нижних роликах 35. Каретки с подвесками, расположенными в ваньах 1 и 5, перемещаются в них на один шаг.
Затем подъемник 12 с каретками и направляющими 21, 22, 26-29 опускается, нижние ролики 35 кареток, расположенных на секциях 27 и 29, устанавливаются на секциях 17 и 18, а верхние их ролики 34 слегка приподнимаются над секциями 27 и 29. После определенного технологического времени подъемник 12 вновь поднимается, подвеска с готовыми деталями снимается и вешается подвеска с необработанными деталями.
При работе линии в гибком режиме секции направляющих 17, 18 и 21, 22 соединены механическими защелками 23 в единую круговую направляющую, взаимодействующую во всеми каретками 31. Секции направляющих 26-29 повернуты с помощью приводов 30 в нерабочее положение. Подвески с деталями переносятся по ваннам 1-10 по программе, заложенной в системе управления. При этом, если часть подвесок с деталями требуется оставить в ваннах, то подхваты 36 поворачиваются и выходят из за- щепления с подвесками 39. А в других ваннах, где закончилась обработка, подхваты 36 поворачиваются для входа в зацепление с подвесками 39, после чего происходит подъем и поворот колонны на требуемое число шагов. Затем подобные циклы повторяются до завершения обработки каждой из подвесок.
Заявляемая карусельная гальваническая линия, сохраняя преимущества прототипа, работающего по жесткой программе, имеет более широкие технологические возможности, т.к. может работать и по жесткой
программе, что необходимо при обработке крупносерийных партий деталей, и по гибкой программе, что необходимо при обработке мелкосерийных партий деталей. Необходимость в лин иях такого типа остро
ощущается на предприятиях электротехнической промышленности, где мелкие серии партий деталей обрабатывают в настоящее время вручную.
Формула изобретения
Автоматическая линия для нанесения гальванопокрытий, содержащая установленные по окружности гальванические ванны, расположенные в центре неподвижную
стойку, поворотную колонну с установленными в ней с возможностью вертикального перемещения каретками, несущими захваты для деталей с подвесками, подъемник и секции горизонтальных направляющих, выполненных с возможностью сопряжения смежных секций, причем часть секций закреплена на подъемнике, а другая часть установлена на неподвижной стойке, отличающаяся тем, что, с целью повышения
ее универсальности путем обеспечения возможности ее работы в гибком и жестком режимах, она снабжена защелками для соединения секций направляющих, расположенными на секциях направляющих, при
этом секции направляющих ма неподвижной стойке установлены с возможностью вертикального перемещения, а захваты на каретках выполнены в виде поворотных подхватов.
1781330
Фиг-i
Фи,9
41 Л13
2S-,
(DuaV
36 38
б-fi
&
Фиг. Ј
Фиг 6
22
-4 -4 4-/Ј-4-.
| Установка для гальванической обработки | 1983 |
|
SU1073344A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Проспект фирмы Д.К | |||
| W.Kampschulte IT Sie Deweka-Galvanisierautomaten | |||
