РЧ
f т /
JL. /I
S А
f
ниде штанги переносятся автооперато- ром 9 в накопитель 2 на свободные полиции. Из накопителя 2 штанги переносятся автооператором на тележку 4, которая перемещает их к линии в пози- jJHro Л (линия). Отсюда штанги автооператором 8 переносятся на линию обработки, после обработки они переносятся на позицию Н (накопитель), откуда, если работает цеховой конвейер 21, они переносятся на стойку 6 для перегрузки подвесок. Если конвейер 21 не работает, то штанги автооператором 9 отправляются в накопитель 2 на Свободные .позиции. При этом якоря 11 штанг с обработанными подвесками располагаются по правую сторону. Таким образом линия работает в двух режимах. Кострукция линии позволяет более эффективно использовать линию, тем самым повысить производительность. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для транспортировки полуфабрикатов | 1973 |
|
SU653186A1 |
| ПЕРЕНАЛАЖИВАЕМОЕ УСТРОЙСТВО С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ТРАНСПОРТИРОВКИ И ПЕРЕГРУЗКИЗАГОТОВОК | 1969 |
|
SU246290A1 |
| Устройство для перегрузки подвесок с траверс подвесного конвейера | 1981 |
|
SU1004227A1 |
| Линия цинкования муфт | 1988 |
|
SU1558992A1 |
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Автоматическая линия для гальванической и химической обработки деталей | 1985 |
|
SU1300042A1 |
| Автоматическая линия для гальванохимической обработки деталей | 1987 |
|
SU1497294A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Автоматическая линия для химической и гальванической обработки изделий | 1975 |
|
SU601212A1 |
Изобретение относится к оборудованию для гальванопокрытий, в частности к роботизированным комплексам. Цель изобретения - повышение производительности линии. Автоматическая линия гальванопокрытий состоит из ванн 1, накопителя 2, штанг 3 с подвесками, тележки 4 со стойкой 5, стационарной поворотной стойки 6, манипулятора 7, автооператора 8. Накопитель 2 имеет свой автооператор 9 с датчиками. На захватах штанг 3 с подвесками установлены якоря 11 для взаимодействия с датчиками автооператора 9. Тележка 4 снабжена редуктором со звездочкой и замкнутой цепью с кулачками. При перемещении цехового конвейера 21 на один шаг манипулятор 7 одновременно снимает одной позицией подвеску с конвейера 21, а другой - обработанную подвеску со штанги З.и, повернувшись на 180 , меняет их местами. Для замены подвесок на второй штанге стационарная стойка 6 поворачивается на 180 -и манипулятор 7 повторяет цикл перегрузки подвесок. В результате поворота штанг якоря 11 оказываются на левой стороне. В таком I (Л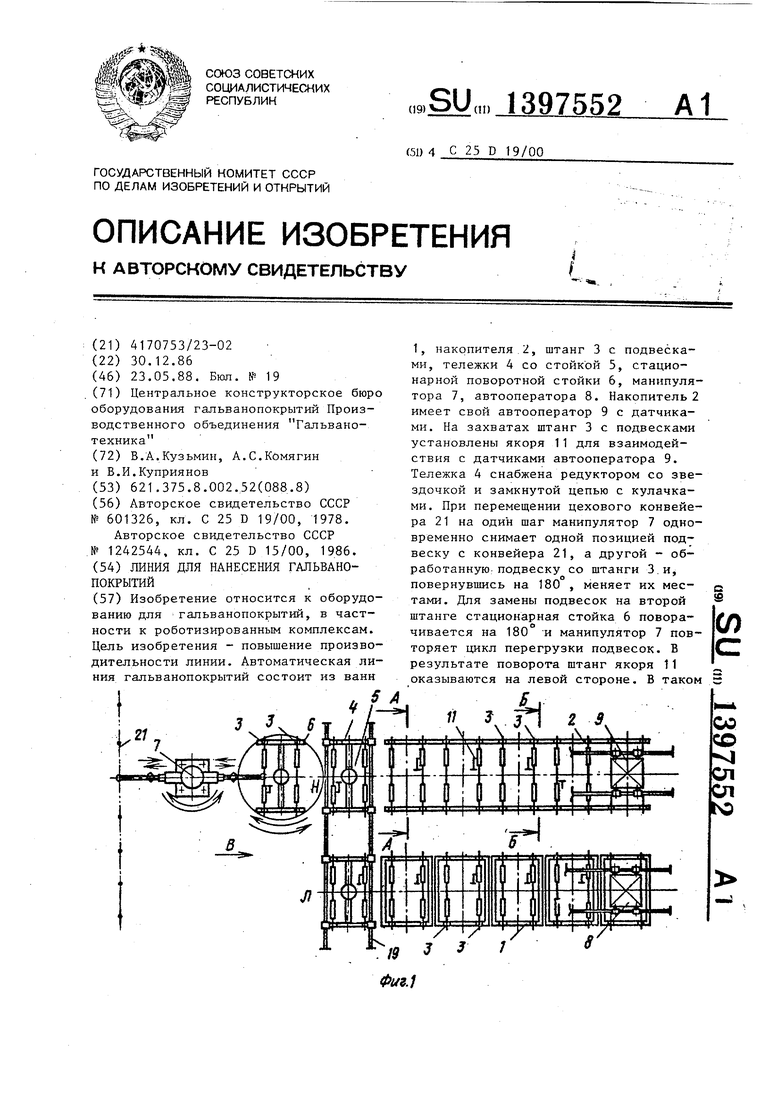
Изобретение относится к гальванотехнике, в частности к роботизированным комплексам.
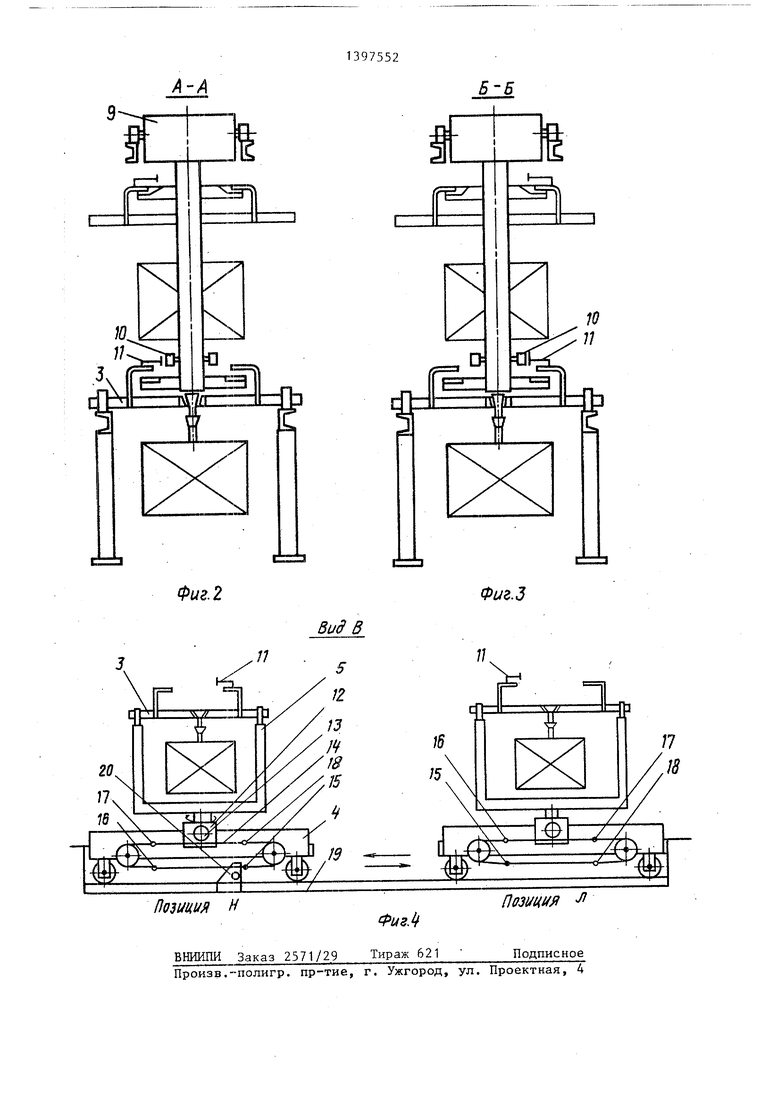
Цель изобретения - повышение производительности линии :. На фиг.1 изображена линия, вид фверху; на фиг.2 - разрез А-А на фиг.1} на фиг.З - разрез Б-В на фиг.1; йа фиг.4 - вид В на фиг.1.
Линия состоит из ванн 1, накопите- ля 2, штанг 3 с подвесками, тележки 4 со стойкой 5, стационарной поворотной стойки 6, манипулятора 7 с двумя со- осньми противоположно направленными зуками. Кроме того, линия содержит автооператор 8 для перемещения штанг С подвесками по ваннам 1 для обработки, а накопитель -2 содержит автооператор 9 с датчиками 10 и штанги 3 с
подвесками.
На захватах штанг с подвесками 3 установлены якоря 11 для взаимодействия с датчиками 10 автооператора 9. Тележка 4 имеет редуктор 12 со звездочкой 13, замкнутую цепь 14 с кулачками 15-18. Тележка 4 со стойкой 5 перемещается по рельсовому пути 19, имею щему упор 20 одностороннего действия. На стационарного поворотную стойку 6, стойку 5 и на любую позицию накопителя 2 автооператором 9 устанавливается по паре штанг с подвесками 3. Подвески с деталями к линии подаются цеховым конвейером 21.
Линия работает следующим образом.
Цеховой конвейер 21 с подвесками смещается на шаг. Манипулятор 7 одновременно снимает одной рукой подвеску
0
5
0
5
с конвейера 21, а другой - обработанную подвеску со штанги 3 на стационарной стойке 6 и, повернувшись на 180 , меняет их местами. При этом обработанная подв.еска оказывается на конвейере, а снятая с конвейера завешивается на ту, же штангу. Для замены подвесок на второй штанге стационарная стойка 6 поворачивается на 180 и манипулятор 7 повторяет - цикл перегрузки подвесок, В результате поворота штанг на стойке 6 на 180° якоря 11 оказьшаются на левой стороне. В таком виде (якорями влево) штанги, несущие подвески с непокрытыми деталями, переносятся автооператором 9 в накопитель 2 на свободные позиции, т.е. накапливаются там для последующей обработки в линии в безлюдную смену (например, в третью). Из накопителя 2 штанги 3 с подвесками переносятся автооператором на тележку 4, которая перемещает их к линии в позицию Л (линия). Отсюда штанги автооператором 8 переносятся в линию на обработку. После обработки в- линии штанги с подвесками возвращают автооператору на тележку 4, которая перемещает их в позицию И (накопитель), откуда они автооператором 8 переносятся на стойку 6 для перегрузки подвесок, если. работает цеховой конвейер 21. Если цеховой конвейер не работает, то штанги с обработанными подвесками отправляются автооператором 9 в накопитель 2 на свободные позиции. При этом
якоря 11 штанг с обработанными под- I .I
весками располагаются по.правую сторону в отличие от необработанных.
31397552
Смена их положения производится суются командоаппаратом (не показан) при перемещении .штанг из позиции Л в по принципу: если при движении автопозицию Н следующим образом. Кулачок оператора его датчик 10 встре чает 15 зацепляется за упор 20, в резуль- g якорь 11 слева (подвески не обрабо- тате чего замкнутая цепь 14 перемеща- таны), то штанги переносятся им на ч ется относительно тележки 4 и вращает тележку 4 для подачи в линию на обра- находящуюся с ней в зацеплении звез- ботку, а если якорь справа (подвески дочку 13, сидящую на валу редуктора обработаны), то штанги переносятся на 12, Последний передает врашение стай- 10 поворотную стойку 6 для перегрузки. ке 5 тележки, несущей штанги 3 с под- . При неработающем цеховом конвейере весками. Величина хода цепи относи- (второй режим) автсоператор адресует- тельно тележки и передаточное число ся только на тележку, куда он перено- редуктора выбираются такими, что по-- .сит штанги с необработанными подвес- ворот стойки составляет 180°, При 15 ками из накопителя для подачи к ли- смещении цепи место кулачка 15 зани- нии, а штанги с покрытыми подвесками, мает следующий кулачок 16 с тем, что- пришедшими от линии, возвращает в на- бы при повторном цикле движения те- копитель. -В этом режиме один из дат- лежки обеспечить очередной поворот чиков автооператора отключается к по стойки 5. Для того, чтобы в конце каж-20 тому на якорь 11 штанг с обработанны- дого хода замкнутой цепи место одного ми подвесками не реагирует. Он задей- кулачка точно занимал другой, развер- :ствован только тогда, когда пущен це- нутую длину цепи делают кратной шагу ховой конвейер 21 и линия переключе- кулачков. При обратном движении те- .на на первьш режим. Переключение ре- лежки от линии к накопителю (из пози- 25 жимов производится в начале смены по ции Л в позицию Н) упор 20 отклоняет- мере необходимости. ся кулачком 16 и поэтому никакого
действия на механизм поворота стойки Изобретение позволяет более эффек- 5 не оказывает, т,е. штанги с подвес- тивно эксплуатировать линию и тем саками поворачиваются на 180° для смены 30 мым повысить, ее производительность, положения якорей 11 только при движении в одну сторону, а именно от ли- Формула изобретения НИИ к накопителю после обработки. Г
Возвращение якорей штанг в левое по- Линия для нанесения гальванопокры- ложение (Необработано) производится gg тий, содержащая ряд технологических на поворотной стойке 6 в процессе за- ванн, автооператоры, командоаппарат, мены манипулятором 7 обработанных манипулятор и накопитель штанг с под- подвесок на необработанные, как опи- весками, о.тличающаяся тем, сано.что, с целью повьш1ения производитель-
Таким образом, якоря штанг с необ- до нести, она снабжена рельсовой направ- работанными подвесками располагаются ляющей с размещенной на ней переда- в накопителе 2 по левую сторону, а с точной тележкой и стойкой с приводом обработанными - по правую сторону. С поворота и упором одностороннего дей-- якорями 11 взаимодействуют датчики 10 ствия, смонтированным на рельсовой автооператора 9. В зависимости от то- 45 направляющей, причем привод поворота го работает цеховой конвейер или нет выполнен в виде замкнутого гибкого линия может функционировать в двух звена с кулачками, установленными на режимах. звене с возможностью взаимодействия
При работающем конвейере 21 (пер- с упором и с шагом, обеспечивающим вый режим) штанги с подвесками адре- поворот стойки на 180 .
А-А
Фиг. 2
Вид В
Позиция и
ВНИИПИ Заказ 2571/29 Тираж 621
Произв.полигр. пр-тие, г. Ужгород, ул. Проектная, 4
5-5
Фиг.З
П
V
1
У:
SX
у/
ФигМ
Позиция
Подписное
| Автооператорная гальваническая линия | 1976 |
|
SU601326A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автоматическая линия для металлизации плоских деталей | 1984 |
|
SU1242544A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
