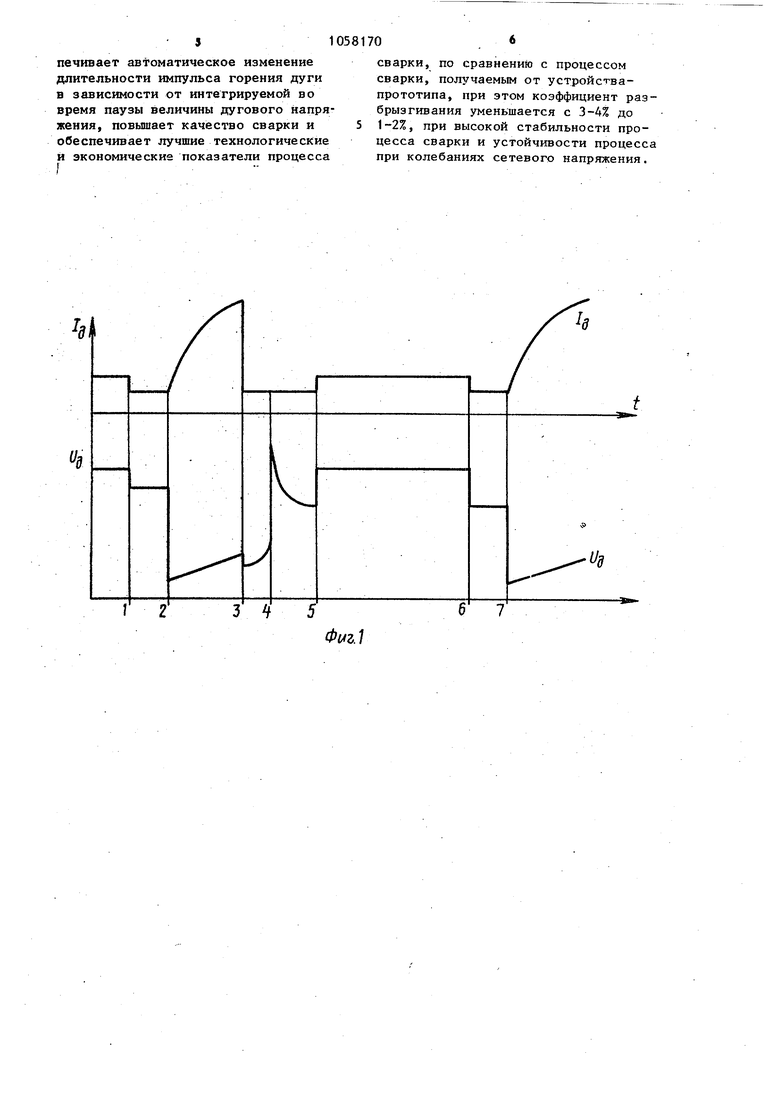
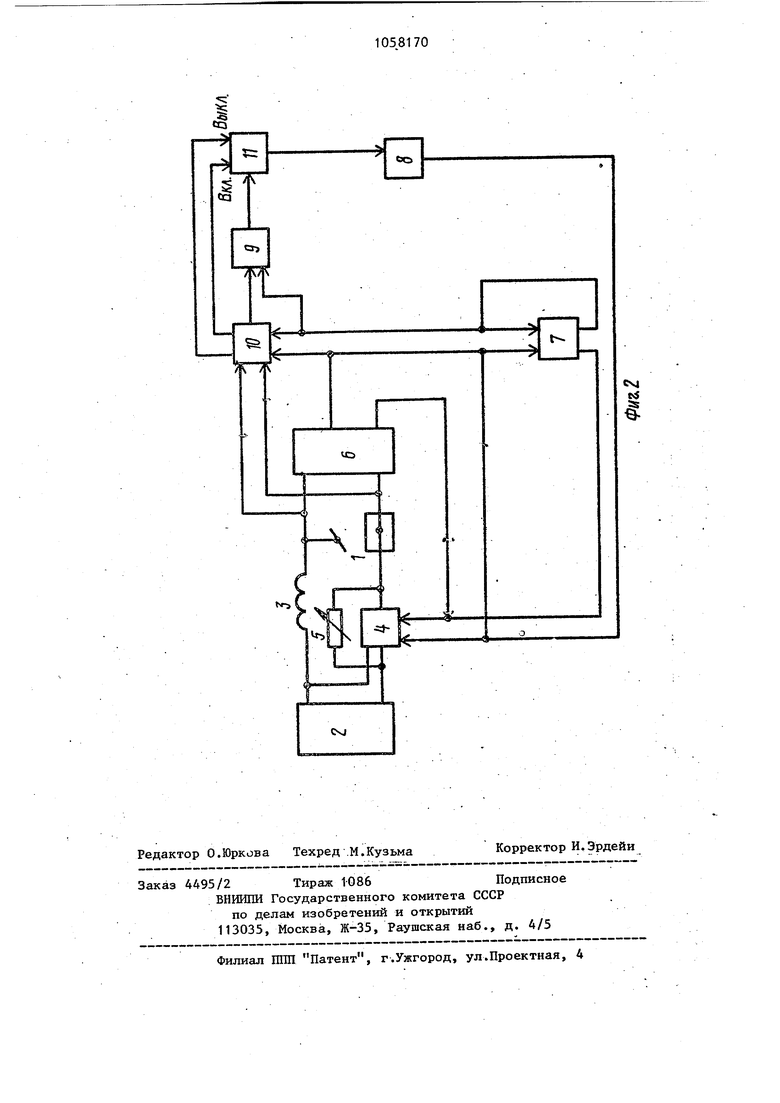
Изобретение относится к области .сварки и может быть использовано для сварки постоянным током с короткими замыканиями дугового промежутка. Известно устройство, которое соде жит сварочный источник питания, тиристорный ключ, зашунтированный в направлении течения сварочного тока диодом и балластным сопротивлением, гасящую цепочку из индуктивности, тиристора и емкости, заряжаемой от зарядного устройства, сварочную головку, изделие, схему управления, а также дополнительный импульсньй источник питания Cl1. Данное устройство предназначено для обеспечения переноса металла при коротких замыканиях с минимальным разбрызгиванием. Основными недостатками данного устройства, является отсутствие возможности дозирования энергии, идущей на расплавление электродного- металла а также отсутствие возможности осуществлять последующие принудительные короткие замьпсания, что не позволяет стабилизировать процесс на стадии микроцикла (периода каплеобразования и в конечном итоге отрицательно сказьшается на качестве процесса сварки.. Известно устройство, которое содержит сварочную головку, подкл1оченную к источнику питания через сопротивление, коммутирующий тиристор, с гасящей цепочкой, состоящей из кон денсатора, заряжаемого от дополнител ного источника питания.и вспомогател ного тиристора, подключённых к источ нику питания через индуктивное сопро тивление, а также схему управления, содержащую датчик непрерьгоного контроля размеров перемычки, определяющий начало и конец коммутаций тока 2 Недостатки данного устройства такие, как и устройства, описанного вы ше, что. также ведет к ухудшению процесса сварки. Прототипом изобретения является устройство, содержащее сварочную головку, подключенную к источнику питания через индуктивное, сопротивление , тиристорный ключ с принудительной коммутацией и щунтирующее его переменное активное сопротивление, включенные последовательно в сварочную цепь, а также схему управления, содержащую датчик непрерывного контроля размеров перемычки, линию задержки, определяющую паузу в протекании сварочного тока и линию задержки, дозирующую энергию, идущую на расплавление электродного металла sj. Основным недостатком данного устройства является отсутствие возможности автоматически изменять длительность дозирования энергии, идущей на расплавление электродного металла, в зависимости от величины дугового напряжения во время паузы-после разрыва перемычки, что приводит к возникновенио случайных коротких замыканий и некоторому ухудшению качества сварки при увеличенном разбрызгивании. Целью изо.бретения является повьшение качества сварки и уменьшение разбрызгивания за счет автоматического регулирования длительности импульса горения дуги в зависимости от интегрирующей во время паузы величины напряжения на дуге. Цель достигается тем, что в устройство введен интегратор и входной и выходной его ключи, выход выходного ключа подключен к линии задержки, дозирующей энергию, идущую на расплавленисэ электродного металла, вход выходного ключа через интегратор и входной ключ подключен параллельно дуговому промежутку, управляющие входы вьЕсодного ключа к управляющим выходам входного ключа., включенного в противофазе с выходным ключом. При этом выход схемы управления, определяющей конец коротких замыканий, подключен к одному из управляющих входов входного ключа, к управляющему входу интегратора и к одному из выходов линии задержки, определяющей паузу в протекании сварочного тока, а другой управляющий вход входного ключа подключен к управляющему выходу схемы управления. На фиг. 1 изображены осциллограммы тока и напряжения, получаемые при использовании предлагаемого устройства, на фиг. 2 -блок-схема предлагаемого устройства. Устройство для дуговой сварки с короткими замыканиями дугового промежутка содержит сварочную головку 1, подключенную к источнику постоянного тока 2 через индуктивное сопротивление 3, тиристорный ключ с принудительной коммутацией 4 и шунтирующее его переменное активное сопротивление 5 в сварочную цепь, схему управления, содержащую датчик непрерывного конт ля размеров, перемычки 6, линию заде ки, определяющую паузу в протекании сварочного тока 7, линию задержки, дозирующую энергию, идущую на распл ление электродного металла 8, и бло интегратор 9, вход которого через входной ключ интегратора 10 подсоеди нен параллельно дуговому промежутку а выход через выходной ключ интегратора 11 подсоединен к входу линии задержки 8; дозирующую энергию, идудую на плавление электродного металла, причем выходной канал датчика 6 по концу коротких замыканий подключе к выключающему входу входного .ключа интегратора, к выключающему входу тиристорного ключа 4 и по входу линии задержки, определяющей паузу в протекании сварочного тока 7, один из выходов которой подсоединен к выключающему входу входного ключа интегратора 10, а другой - к включающему входу тиригторного ключа 4. Устройство работает следующим образом. В процессе.сварки, по началу короткого замыкания схема управления, содержад1ая датчик непрерьшного контроля размеров перемычки 6, выдает импульс на включение тиристорного ключа 4 (см. фаза 2, фиг. 1). При этом в сварочной цепи протекает ток короткого замыкания. В момент, когда перемычка достигает критического состояния (разрыв перемычки необратим) , схема управленк.: 6 выдает импульсы на выключение тиристорного ключа 4 (см. фаза 3, фиг. 1), на включение линии задержки 7 и входно- го ключа интегратора 10. Ток в этот момент уменьшается до величины, опре деляемой активным сопротивлением 5 (ток паузы). Перемычка перегорает при токе паузы. Появившееся дуговое напряжение, в момент повторного возбуждения, прикладывается через замкнутый КЛ20Ч 10 к интегратору 9, где происходит интегрирование величины дугового напряжения на интервале паузы (отрезок времени 4-5, фиг-. 1), которая определяется длительностью работы линии задержки 7. ..- Вследствие того, что длительность короткого замыкания - величина случайная и зависит от многих факторов (например, диаметра капли электродного металла; расположени капли на торце электрода перед коротким замыканием и т.д), то величина дугового напряжения, в момент повторного возбуждения дуги, будет зависеть от длительности короткого замькания. , При этом длина дуги в момент повтор.дого возбуждения будет пропорциональна величине дугового напряжения. При параметрически задаваемой паузе начальные условия дозирования энергии, идущей на расплавление электродного металла, будут различными. Поэтому в момент окончания работы линии задержки 7, одновременно с включением тиристорного ключа выклкг чается входной ключ интегратора 10, KOTopbDi работает в протгазофазе с выходным ключом интегратора 11. А именно включение ключа 10 приводит к вы-; ключению ключа 11, а выключение ключа 10 приводит к включению ключа 11 и запуску линии задержки 8. Причем величина интегрируемого интеграто ром 9 напряжения будет пропорциональна величине дугового напряжения во время паузы, при этом длительность работы линии задержки 8 будет автоматически изменяться от интегрируемой величины. После окончания времени работы линии задержки 8 (см. фаза 6 фиг. 1) вьщается импульс на выключение тиристорного ключа 4,, ток в цепи уменьшается до тока паузы, давление дуги на сварочную ванну уменьшается и ванна начинает свое движение в направлении капли электродного металла, находящейся на торце непрерьшно подаваемого электрода, причем капля электродного металла стремится занять соосное расположение относительно оси электрода и также участвует во встречном движении к ванне. Происходит принудительное короткое замыкание. Этот момент фиксируется схемой управления 6, ключ 4 замыкается, что приводит к увеличению тока (см.фаза 7, фиг. 1). Далее весь цикл повторяется. В случае случайного короткого замьжания во время раЗоты линии задержки 7 или 8 по специальном выходному каналу осуществляют возврат блоков 7, 8 и 9 в исходное состояние. Проведенные испытания показали, что предлагаемое устройство имеет высокую устойчивость в работе, обеспечивает автоматическое изменение длительности импульса горения дуги в зависимости от интегрируемой во время паузы величины дугового напряжения, повышает качество сварки и обеспечивает лучшие технологические и экономические показатели процесса Iсварки, по сравнению с процессом сварки, полз чаемым от устройствапрототипа, при этом коэффициент раэбрыэгршания уменьшается с 3-4% до 1-2%, при высокой стабильности процесса сварки и устойчивости процесса при колебаниях сетевого напряжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1976 |
|
SU1058169A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1978 |
|
SU1098144A2 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1098146A2 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU768108A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1371821A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА, содержащее сварочную го ловку, подключенную к источнику питания через индуктивное сопротивление, тиристорный ключ с принудительной кбймутацией и шунтирующее его переменное активное сопротивление, включенные последовательно в свароч-. ную цепь, а также схему управления датчиком непрерывного контроля размеров перемычки, линией задержки, определяющей паузу в протекании сварочного тока, и линией задержки, дози- . рующей энергию, идздчую на расплавление электродного металла, отличающееся тем, что, с целью повышения качества сварки и уменьшения разбрызгивания за счет автоматического регулирования длительности импульса горения дуги в зависимости от интегрирующей во время паузы величины напряжения на дугр, в устройство введены интегратор с входным и выходным ключами, выход выходного ключа подключен к линии задержки, дозирующей энергию, идущую на расплавление электродного металла, вход выходного ключа подключен к линии задержки, дозирующей энергию, идущую на расплавление электродного метал(Л ла, вход выходного ключа через интегратор и входной ключ подключен с параллельно дуговому промежутку, управляющие входы выходного ключа подключены к управляющим выходам входного ключа, включенного в противофазе с выходным ключом, при этом выход схемы управления, определяющий конец коротких замыканий, подключен СП 00 к одному из управляющих вхо/рв входного ключа, к управлякмцему входу юл. интегратора и к одному из выходов ч| линии задержки, определяющей паузу в протекан1Ш сварочного тока, а другой управляющий вход входного ключа подключен к упомянутому выходу схемы управления.
д
k
3 5
I 2
б 7
нл
CV4
t
5K
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU408726A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
