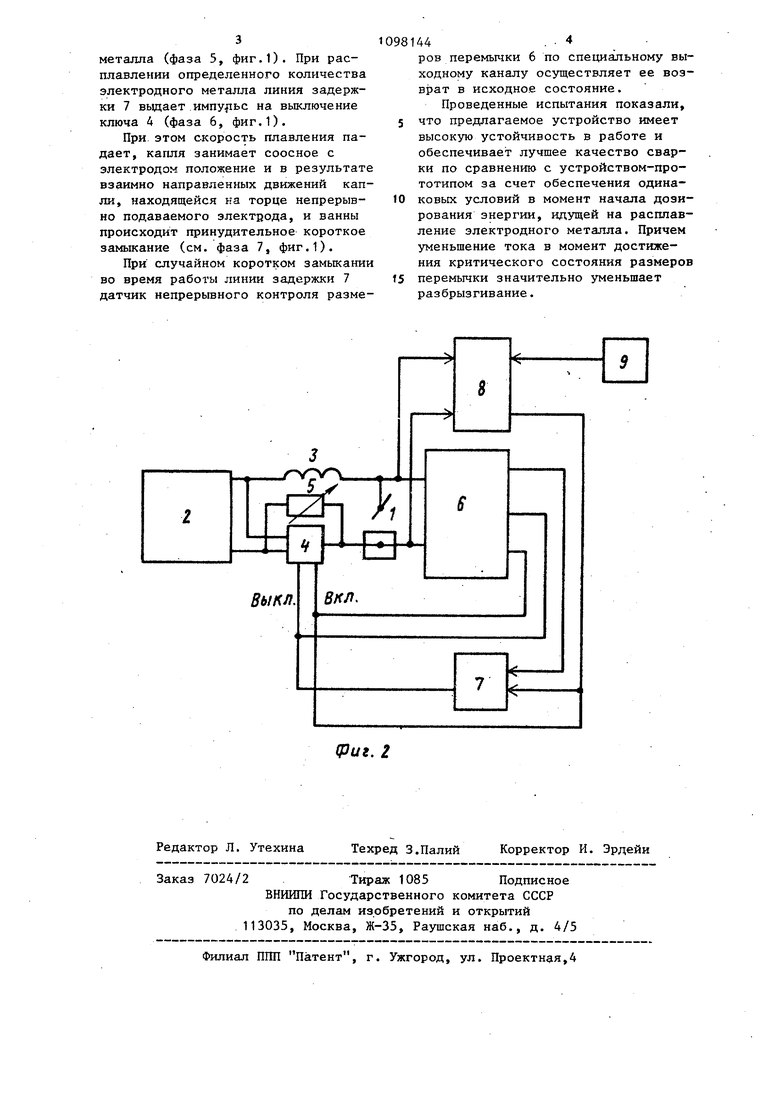
IИзобретение относится к области сварки и может быть использовано для сварки-постоянным током с короткими замыканиями дугового промежутка. Наиболее близким к -изобретению является устройство, содержащее сварочную головку, подключенную к источнику питания через индуктивное сопротивлениеJ тиристорный ключ с принудительной.коммутацией и шунтирующее его переменное активное сопротивление, включенные последовательно в сварочную цепь, а также схему управления, содержащую датчик непрерывного контроля размеров перемычки и линию задержки, дозирую щ-ую энергию, идущую на расплавление электродного металла l . Недостатком устройства является отсутствие возможности начинать- дозирование энергии идущей на расплавление электродного металла при -постоянных начальных условиях, что ведет к ухудшению качества сварки и увеличению разбрызгивания. Целью изобретения является повышение качества сварки и уменьшение разбрызгивания путем создания одинаковых начальных условий в момент начала дозирования энергии, идущей на расплавление электродного метал ла. Поставленная цель достигается тем, -что предложенное устройство дополнительно снабжено блоком задания напряжения сварки и блоком срав нения заданного, напряжения сварки и действительного его значения. При этом один вход блока сравнения подключен параллельно дуговому промежутку, другой вход - на выход блок задания напряжения сварки, а его выход - к включающему входу тиристорного ключа и к входу линии задержки, дозирующей энергию, идущую на расплавление электродного металла. На фиг.1 изображены осциллограм мы тока и напряжения, получае П)1е п использовании предлагаемого устройства, на фиг.2 - структурная схема предлагаемого устройства. - Устройство содержит сварочную головку 1, подключенную к источнику постоянного тока 2 через индуктивное сопротивление 3, тиристорный ключ-4 с -принудительной коммутаци4ей и шунтирующее его переменное активное сопротивление 5, включенные последовательно в сварочную цепь, схему управленияJ содержащую датчик непрерывного контроля размеров перемычки 6, линию задержки 7, дозирующую энергию, идущую на расплавление электродного металла и блок 8 сравнения заданного напряжения сварки и действительного его значения, Заданное напряжение сварки определяется блоком задания напряжения сварки 9. Вход блока сравнения 8 подключен параллельно дуговому промежутку, а его выход - к включающему входу тиристорного ключа 4 и к входу линии задержки 7, выход которой подключен к выключающему входу ключа 4. Устройство работает следующим образом. Б процессе сварки по началу короткого замыкания датчик непрерывного контроля размеров перемычки 6 вьщает импульс на включение тиристорного ключа 4 (см. фаза 2,фиг.1). При этом .в сварочной цепи протекает ток короткого замыкания. В момент, когда перемычка достигает критического состояния (разрыв перемычки-необратим), датчик 6 выдает импульс на выключение тиристорного ключа 4 -(см фаза 3, фиг.1).Ток в этот момент уменьшается до величины, определяемой активным сопротивлением 5 (ток паузы). Перемычка перегорает при токе паузы. Этот момент фиксируется блоком сравнения действительной величины дугового напряжения 8 с величиной напряжения, задаваемой блоком 9. Причем длина дугового промежутка в момент разрыва перемычки может быть различной (фаза 4, фиг.1), следовательно, различной будет и величина дугового напряжения. Поскольку электрод при токе паузы почти не плавится, а подача электродной проволоки непрерьшна, то дуговой промежуток начнет сокращаться до момента, пока напряжение на нем не достигнет величины, задаваемой блоком 9. При достижении дуговым напряжением величины, равной заданному напряжению сварки, блок сравнения 8 вьщает импульсы на включение ключа 4 и на запуск линии задержки 7, дозирующей энергию, идущую на расплавление электродного
металла (фаза 5, фиг.1). При расплавлении определенного количества электродного металла линия задержки 7 выдает импульс на выключение ключа 4 (фаза 6, фиг.1).
При этом скорость плавления падает, капля занимает соосное с электродом положение и в результате взаимно направленных движений капли, находящейся ка торце непрерывно подаваемого электрода, и ванны происходит принудительное короткое замыкание (см. фаза 7, фиг.1).
При случайном коротком замыкании во время работы линии задержки 7 датчик непрерывного контроля разме098144.
ров перемычки 6 по специальному выходному каналу осуществляет ее возврат в исходное состояние.
Проведенные испытания показали, 5 что предлагаемое устройство имеет высокую устойчивость в работе и обеспечивает лучшее качество свар ки по сравнению с устройством-прототипом за счет обеспечения одина10 ковых условий в момент начала дозирования энергии, идущей на расплавление электродного металла. Причем уменьшение тока в момент достижения критического состояния размеров Т5 перемычки значительно уменьшает разбрызгивание.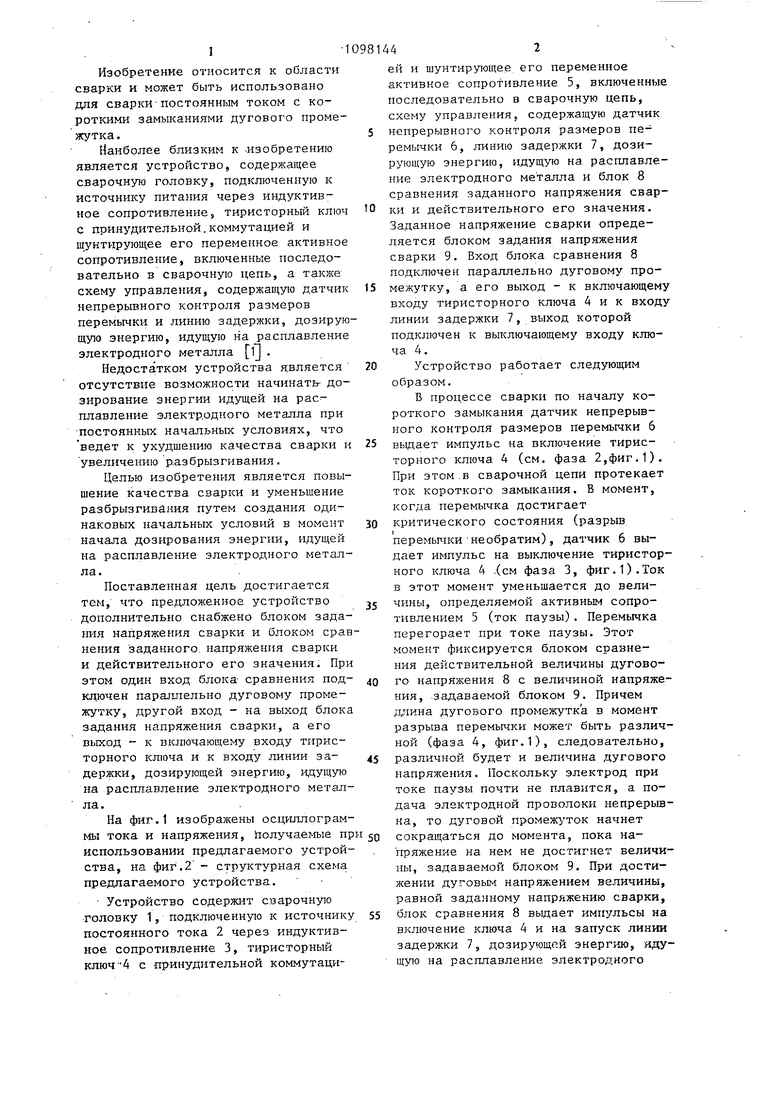
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU1058170A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1976 |
|
SU1058169A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU768108A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1098146A2 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1371821A1 |
УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ С КОРОТКИМИ зшслкАитт1 по авт.св. № 1058169, отличающ е е с я тем, что, с целью повышения качества свар1 и и уменьшения разбрызгивания путем создания одинаковых начальных условий в момент начала дозирования энергии, идущей на расплавление электродного металла, устройство дополнительно снабжено блоком задания напряжения сварки и блоком сравнения заданного напряжения сварки и действительного его значения, при этом один вход блока сравнения подключен параллельно дуговому промежутку, другой вход подключен на выход блока % задания напряжения сварки, а-его выход подключен к включающему входу (Л тиристорного ключа и к входу линии задержки, дозирующей энергию, идущую на расплавление электродного металла. N 1Г, on 3 5 Фиг,1 1 2 е 7