Изобретение относится к области сварки и может быть использовано для сварки постоянным током с короткими замыканиями дугового промежутка. Известно ус ройство, которое обес печивает перенос металла при коротких замыканиях дугового промежутка с минимальным разбрызгиванием 1 . Однако оно не обеспечивает дозирования энер гии, идущей на расплавление металла. Известно устройство для дуговой сварки с короткими замыканиями дугово го промежутка содержащее сварочную головку, подключенную к источнику питания через индуктивное сопротивление, тиристорный ключ с принудительной коммутацией, подключенный к источнику питания через сопротивление, а также схему управления, содержащую датчик начала и конца коротких замыканий дугового промежутка. Основными недостатками данного устройства является отсутствие возможности дозировать энергию, идущую на расплавление электродного металла а также отсутствие возможности oty iHe-i влять последующие принудительные короткие замыкания, что не позволят стабилизировать процесс сварки на стадии ми1 роцикла (периода каплеобра зования) и в конечном итоге отрицательно сказывается на качестве проце са сварки. Целью изобретения является повыше ние качества сварки за счет дозирования энергии, идущей на расплавление перемычки и повышения устойчивос ти работы устройства. , Цель достигается тем, что устройство снабжено двумя линиями задержки с двумя входами, а датчик начала и конца коротких замыканий дугового промея гтка имеет дополнительный выход, при этом выходной канал датчика по .началу коротких замыканий подсоединен к включающему входу тиристорного ключа, а выходной кансл датчика по концу коротких замыканий подключен к выключающему входу тиристорного ключа и к входу линии задержки, определяющей длительность паузы в протекании сварочного тока после окончания короткого замыкания, приче один из входов ее подсоединен к вклю чающему входу ТИ1Я1Сторного ключа, а другой - к входу линии задержки, дозирующей -энергию, идущую на расплавление электродного металла, выход которой подключен к выключающе192 му входу тиристорного ключа, а дополнительньп выходной канал датчика подключен к другим входам линий задержки, по которому осуществляется принудительный возврат их в исходное состояние по началу случайных коротких замыканий. На фиг. 1 изображена блок-схема предлагаемого устройства; на фиг.2 характерные циклограммы сварочного тока при сварке с использованием предлагаемого устройства и устройства-прототипа. . Устройство для сварки содержит сварочную головку 1, подключенную к источнику питания 2 через индуктивное сопротивление 3, тиристорный ключ с принудительной коммутацией 4 и шунтирующее его переменное активное сопротивление 5,включенные последовательно в сварочную цепь, а также схему управления, содержащую датчик начала и конца коротких замыканий 6, причем выходной канал его по началу коротких замыканий подсоединен к включающему входу тиристорного ключа 4, а выходной канал датчика 6 по концу коротких замыканий подключен к выключающему входу тиристорного ключа 4 и к входу линии задержки 7, определяющей длительность паузы в протекании сварочного тока после окончания короткого замыкания. Один из выходов линии задержки 7 подсоединен к включающему входу тиристорного ключа 4, а другой - к входу линии задержки 8, дозирующей энергию, идущую на расплавление электродного металла, выход которой подключен к выключающему входу тиристорного ключа 4. Для повьппения усточивости работы устройства датчик начала и конца коротких замыканга 6 имеет тре.тий выходной канал, который подключен к дополнительным входам линий задержки 7 и 8, причем по этому каналу осуществляется принудительный возврат линий задержек 7 и 8 в исходное состояние по начал;/ коротких замыканий. Устройство работает следующим образом. В процессе сварки, по началу короткого замыкания, датчик нача-; ла и конца кбротких замыканий 6 выдает импульс на включение тиристорного ключа с принудительной коммутацией 4 (фаза 1, фиг. 2а). При этом в сварочной цепи протекает ток короткого замыкания. В момент разрыва перемычки между каплей и ванной (фаза 2, фиг. 2а), датчик 6 вьщает.импульсы на выключение тиристорного ключа 4 и на запуск линии задержки 7, которая определяет длительность паузы в протекании сварочного тока после окончания короткого замыкания. .Скорость спада то ка от своего максимального значения до минимального определяется величиной активного сопротивления 5. Величина активного сопротивления 5 выбирается из условия возможности горения дуги в течение паузы. После окон чания работы линии задержки 7 с выходных каналов ее снимаются импульсы поступающие на включение тиристорного ключа А и на запуск линии задержки 8 (фаза 3, фиг. 2а), которая опре деляет длительность времени, дозирую щего энергию, идущую на расплавление электродного металла. После окончания работы линии задержки 8 с выходного канала ее снимается импульс, поступающий на выключение тиристорного ключа 4 (фаза 4, фиг. 2а). При этом сварочный ток снижается до минимального и вследствие встречного движения электрода с расплавленной каплей находящейся на его торце, и ванны. происходит принудительное короткое замыкание. Далее процесс повторяется. В случае случайного короткого замыкания во время работы линий задержек 7 или 8 го третьему выходному каналу датчика 6 осуществляется возврат линий задержек 7 и 8 в исходное состояние, что значительно повышает устойчивость работы устройств подобного типа. Проведанные испытания показали, что устройство имеет высокую устойчивость в работе и обеспечивает лучшее качество сварки по сравнению с устройством-прототипом за счет обеспечения дозирования энергии, идущей на расплавление электродного металла и последующего принудительного короткого замыкания, что способствует симметричному расположению капли,, находящейся на торце электрода относительно его оси и более шгавному переходу ее в сварочную ванну при почти одинаковых по длительности коротких замыканиях. Исходя из анализа описания работы можно сделать вывод о том, что при замене устройства-прототипа при сварке в среде защитных газов с короткими эамыканиями дугового промежутка на предложенное устройство повышается качество сварки и устойчивость работы устройств подобного типа.
а
г 5
Фиг.2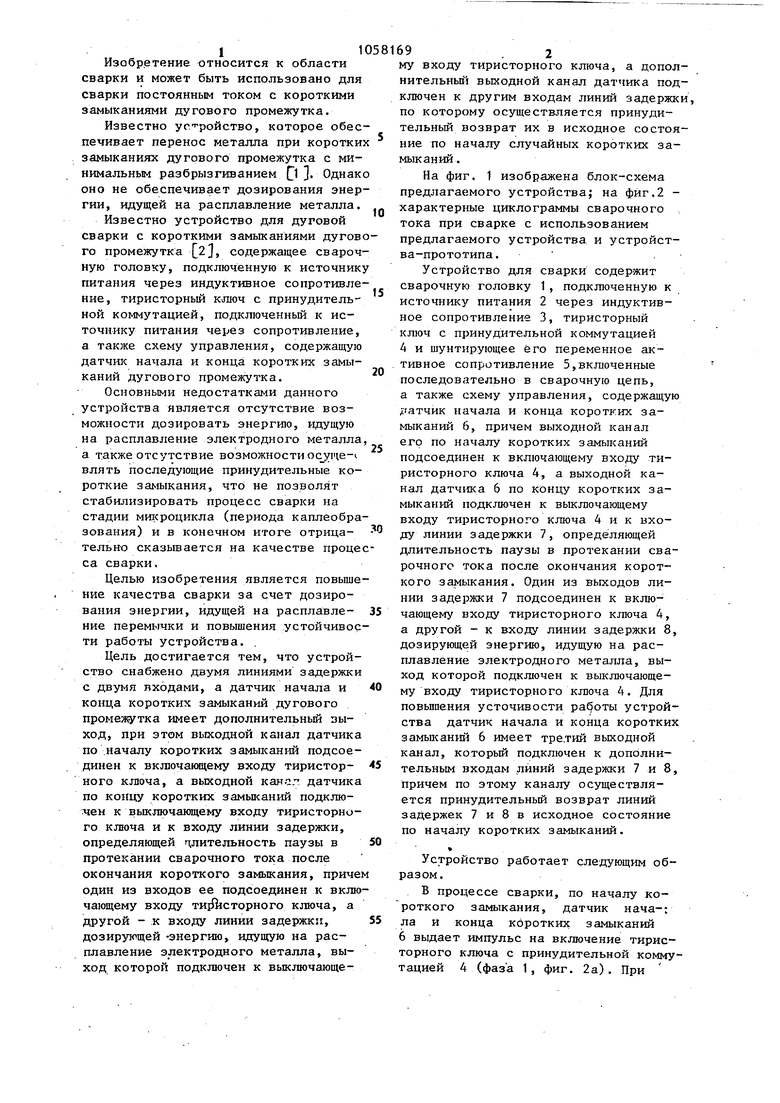

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU1058170A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1978 |
|
SU1098144A2 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1098146A2 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU768108A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Способ для двухэлектродной сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1981 |
|
SU998039A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1371821A1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЛСУТКА, содержащее сварочную головку, подключенную к источнику питания через индуктивное сопротивление, .тиристорный ключ с принудитель- . ной коммутацией и шунтиру7ощее его переменное активное сопротивление, вкл оченные последовательно в сварочную цепь, а также схему управления, содержащую датчик начала и конца коротких замыканий дугового промежутка, отличающееся тем, что. с цель1о повьшения качества сварки за счет дозирования энергии, идущей на расплавление перемычки, и повышения устойчивости работы устройства, оно дополнительно снабжено двумя линиями задержки с двумя входами, а датчик начала и конца коротких замьщаний имеет дополнительный выходной канал, при этом выходной канал датчика по началу коротких замыканий подсоединен к включающему входу тиристорного ключа, а выходной канал датчика по концу подсоединен к выключающему входу тиристорного ключа и к входу линии задержки, определяющей длительности паузы в протекании сварочного тока после окончания ко(Л роткого замыкания, причем один из d выходов ее подсоединен к включающему входу тиристорного ключа, а другой - к входу линии задержки, дозирующей энергию, идущую на расплавление электродного металла, выход последней подключен к выключаннцёму о входу тиристорного ключа, а дополниО1 тельньй выходной канал датчика подсхэ ключен к другим входам линий задержKif для принудительного возврата их 05; в исходное состояние по началу со -случайных коротких замыкан1й.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU408726A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1973 |
|
SU484055A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
