Изобретение относится к трубопрокатному производству, в частности к производству спиральных многослойных труб большого диаметра, предназначенных для CTppifтельства нефте- и газопроводов. Изобретение может быть использовано в условиях машиностррительных заводов, но наиболее целесообразна его реализация непосредственно на трассе.
Известно устройство для изготовления многослойных спирально-шовных труб, содержашее вра1цаюш,уюся роликовую оправку, охваченную наружным поворотным роликовым калибром, и ррликовые проводки с тормозными приспособлениями 1.
Недостатком известного устррйства является наличие больших зазоррв между ррликами вращаюш,ейся ррликовой оправки, что приводит к получению огранки внутреннего слоя трубы при использовании штрипса достаточной малой толшины, в результате чего получается непррваренный внутренний слой и бракованная труба. Кррме того, отсутствует регламейтиррванная пррдольная подача у ррликов враш,ающейся ррликовой оправки. Пррдольная подача навиваемой трубы получается за счет составляющей силы поперечной устойчивости штрипсов по стыкуемым кррмкам в месте навивки, а также за счет принудительного вращения ррликов ррликового калибра. Однако известный способ осуществления пррдольной подачи трубы Не обеспечивает устойчивой скорости продольной подачи, так как это зависит от наличия саблевидности на штрипсе, качества кромок штрипса, постоянства коэффициента трения на наружной поверхности штрипса, колебаний коэффициента треНия у ррликрв вращающейся роликовой оправки, колебаний коэффициента трения у ррликов ррликового калибра, окружной скоррсти роликов ррликового калибра, величины силы торможения тормозного приспособления ррликовых пррводок, угла входа штрипса, и не является следствием прямой передачи на трубу усиления пррдольного перемещения. Наиболее близким по совокупности признаков и достигаемому эффекту к изобретению является устройство для изготовления спиральных многослойных труб большего диаметра, содержащее смонтиррванный на основании консольный вал, с укрепленными на его наружной поверхности секторными планками и связанным с ними приводным подающим кулачком, а также установленную на кулачке плаНшайбу с кассетами для исходного штрипса 2.
Недостатком этого устррйства является наличие сил трения на наружной поверхности той части секторных планок, которь1е с повышенной скоррстью перемещаются в направлении, обратном подаче формуемого материала. Хотя большинство секторрв и перемещается в направлении подачи, однако
за счет того, что силы сцепления секторрв с внутренней поверхностью формуемого изделия примерно одинаковы, силы сцепления от секторрв, двигающихся ускоренно в прртивоположном направдении, накладываются что приводит к некоторрму проскальзыванию трубы относительно секторрв, в результате чего скоррсть подачи формуемого изделия несколько меньше скоррсти передвижения (скоррсти подачи) секторрв. Другим недостатком этого устррйства является малая скоррсть обратного хода секторрв, что обусловлено конструкцией копира. Как известно, предельным углом подъема копирной линии, гарантирующим устойчивую работу устррйства и отсутствие заклинивания, является угол в 30°. При таком угле на три сектора, двигающихся в направлении подачи формуемого изделия, приходится один сектор, двигающийся в прртивоположном направлении, т. е. в каждый момент Бремени более 30% усилия передвижения трубы от секторрв направлено в обратную сторрну. Кроме того, при этом устррйстве наблюдается истирание наружной поверхности секторрв при обратном ходе, особенно это относится к устррйствам для изготовления металлических труб, и, как следствие, изменение размера (диаметра) калибрующей части оправки.
Целью изобретения является повышение прризводительности увеличения скоррсти перемещения изготавливаемой трубы.
Указанная цель достигается тем, что устррйство для изготовления спиральных многослойных труб большого диаметра, содержащее смонтиррванный на основании консольный вал с укрепленными на его наружной поверхности секторными планками и связанным с ними приводным подающим кулачком,-а также установленную на кулачке планшайбу с кассетами для исходного штрипса, снабжено подпружиненными рь1чагами с роликами на концах, укрепленньши на консольном валу. Направляющими под ролики, боковыми ррликами, смонтиррванными на рдной из боковых поверхностей каждой секторной планки с возможностью взаимодействия со смежной сторрной соседнего, сектора, и связанными между собой при помощи пружин кррнштейнами, укрепленными на наружной стороне консольного вала и внутренней сторрне секторных планок, выполненных с ограниченными перпендикулярной и наклонной к оси оправки поверхностями, выборками на внутренней сторрне для закрепления свободных концов подпружиненных рь1чагов, консольный вал смонтиррван на основании неподвижно, концы Направляющих выполнены с углублениями под ролики.
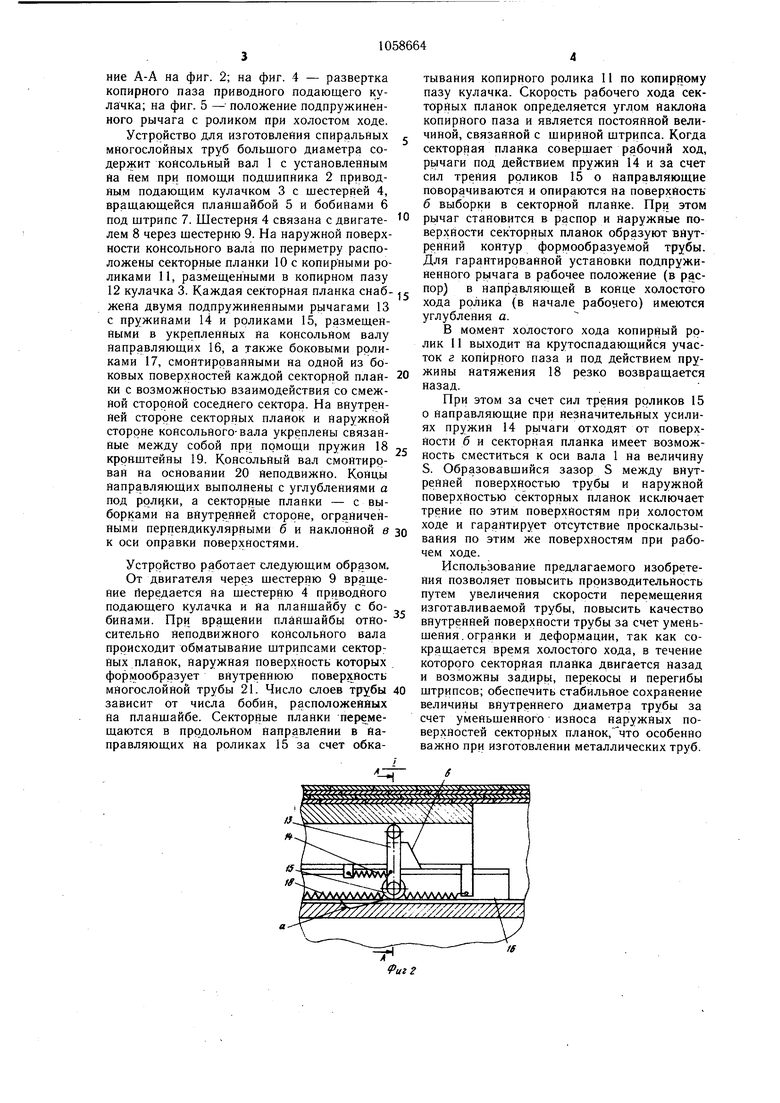
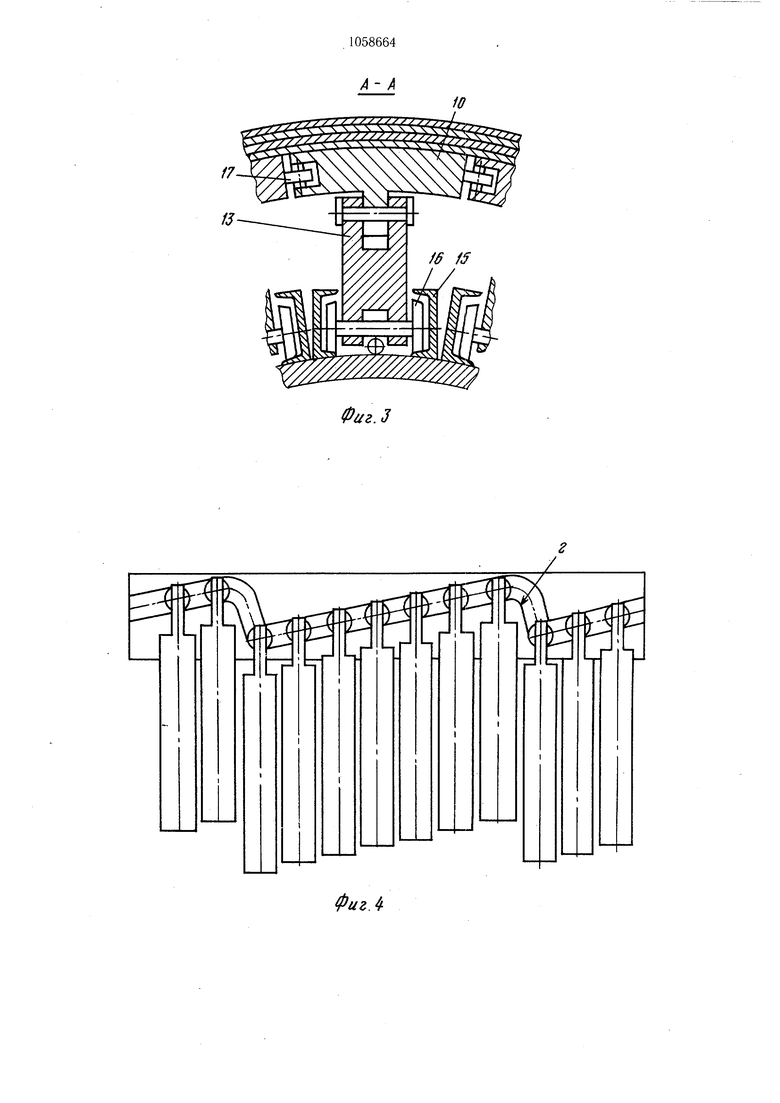
На фиг. 1 изображено устррйство для изготовления спиральных многослойных труб большого диаметра, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - развертка копирного паза приводного подающего кулачка; на фиг. 5 - положение подпружиненного рычага с роликом при холостом ходе. Устройство для изготовления спиральных многослойных труб большого диаметра содержит консольный вал 1 с установленным на нем при помощи подщипника 2 приводным подающим кулачком 3 с шестерней 4, вращающейся планщайбой 5 и бобинами 6 под щтрипс 7. Шестерня 4 связана с двигателем 8 через шестерню 9. На наружной поверхности консольного вала по периметру расположены секторные планки 10 с копирными роликами 11, размещенными в копирном пазу 12 кулачка 3. Каждая секторная планка снабжена двумя подпружиненными рь1чагами 13 с пружинами 14 и роликами 15, размещенными в укрепленных на консольном валу Направляющих 16, а также боковыми роликами 17, смонтированными на одной из боковых поверхностей каждой секторной планки с возможностью взаимодействия со смежной стороной соседнего сектора. На внутренней стороне секторных планок и наружной стороне консольного-вала укреплены связанные между собой при помощи пружин 18 кронштейны 19. Консольный вал смонтирован на основании 20 неподвижно. Концы направляющих выполнены с углублениями а под ролики, а секторные планки - с выборками на внутренней стороне, ограниченными перпендикулярными б и наклонной в к оси оправки поверхностями. Устройство работает следующим образом. От двигателя через шестерню 9 вращение передается на шестерню 4 приводного подающего кулачка и на планшайбу с бобинами. При вращении планшайбы относительно неподвижного консольного вала происходит обматывание штрипсами сектор: ных планок, наружная поверхность которых формообразует внутреннюю поверхность многослойной трубы 21. Число слоев трубы зависит от числа бобин, расположенных на планшайбе. Секторные планки перемещаются в продольном направлении в направляющих на роликах 15 за счет обка yл y v v y y YSvfl С f f f, с f f t
(.V((T fTfft f S.
ч-.чч тывания копирного ролика 11 по копирйому пазу кулачка. Скорость рабочего хода секторных планок определяется углом наклона копирного паза и является постоянной величиной, связанной с шириной щтрипса. Когда секторная планка совершает рабочий ход, рь1чаги под действием пружий 14 и за счет сил трения роликов 15 о направляющие поворачиваются и опираются на поверхность б выборки в секторной планке. При этом рычаг становится в распор и наружные поверхности секторных планок образуют внутренний контур формообразуемой трубы. Для гарантированной установки подпружиненного рычага в рабочее положение (в распор) в направляющей в конце холостого хода ролика (в начале рабочего) имеются углубления а. В момент холостого хода копирный ролик 11 выходит Tja крутоспадающийся участок г копирного паза и под действием пружины натяжения 18 резко возвращается назад. При этом за счет сил трения роликов 15 о направляющие при незначительных усилиях пружин 14 рь1чаги отходят от поверхности б и секторная планка имеет возможность сместиться к оси вала 1 на величину S. Образовавшийся зазор S между внутренней поверхностью трубы и наружной поверхностью секторных планок исключает трение по этим поверхностям при холостом ходе и гарантирует отсутствие проскальзывания по этим же поверхностям при рабочем ходе. Использование предлагаемого изобретения позволяет повысить производительность путем увеличения скорости перемещения изготавливаемой трубы, повысить качество внутренней поверхности трубы за счет уменьшения, огранки и деформации, так как сокращается время холостого хода, в течение которого секторная планка двигается назад и возможны задирь, перекосы и перегибы штрипсов; обеспечить стабильное сохранение величины внутреннего диаметра трубы за счет уменьшенного износа наружных поверхностей секторных планок,что особенно важно при изготовлении металлических труб.
Фиг. 3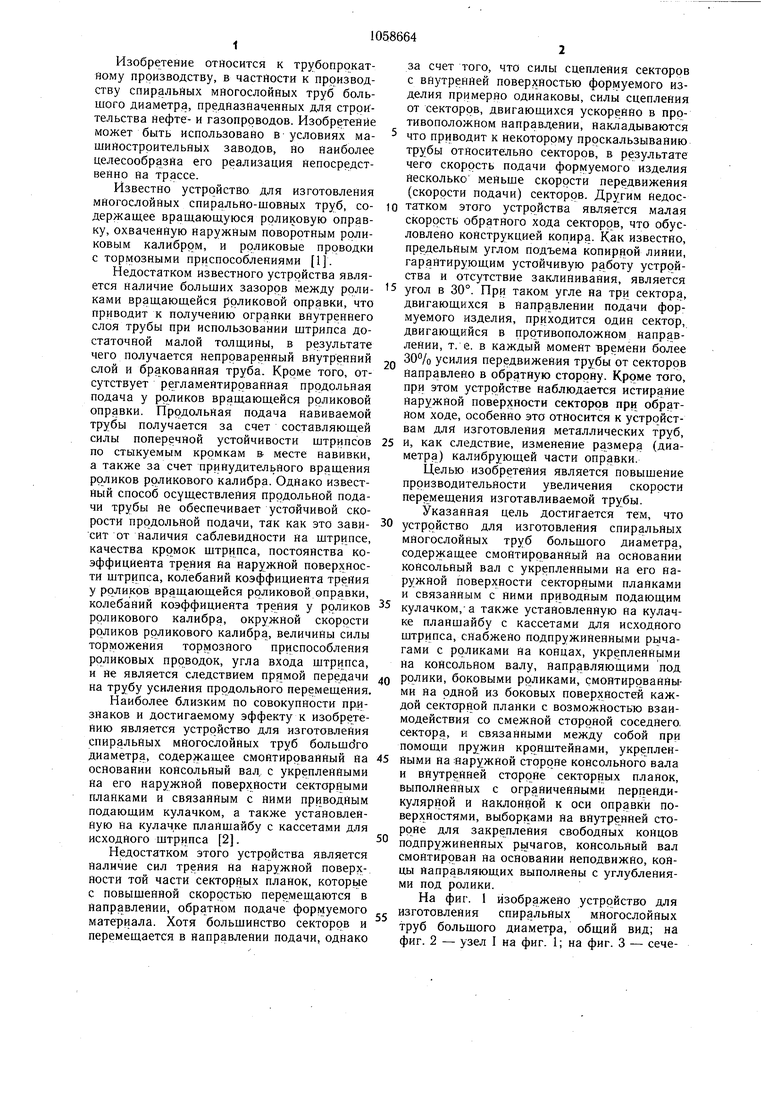
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ АРМИРОВАННЫХ ПЛАСТИКОВ | 1973 |
|
SU378327A1 |
| Оправка для изготовления изделий из композиционных волокнистых материалов и способ выполнения оправки | 2018 |
|
RU2694338C2 |
| Устройство для изготовления трубчатых изделий | 1984 |
|
SU1229064A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 1970 |
|
SU275981A1 |
| Устройство для резки труб | 1986 |
|
SU1450935A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНОГО ПОЛОГО ЦИЛИНДРА ИЛИ ПОЛЫХ ТЕЛ ИНОГО ВЫПУКЛОГО СЕЧЕНИЯ | 1995 |
|
RU2091232C1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ФОРМОВКИ и СВАРКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1967 |
|
SU196702A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНЫХ ОБМОТОК, ПРЕИМУЩЕСТВЕННО ДЛЯ ТРАНСФОРМАТОРОВ | 1973 |
|
SU373779A1 |
| ОПРАВКА ДЛЯ НАМОТКИ ТРУБ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2008 |
|
RU2388602C2 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛБНЫХ МНОГОСЛОЙНБ1Х ТРУБ БОЛБШОГО ДИА/VIETPA, содержащее смойтироваййый на основании консольный вал с укрепленными на его наружной поверхности секторными планками и связанным с ними приводным подающим кулачком, а также установленную на кулачке планщайбу с кассетами для исходного щтрипса, отличающееся тем, что, с целью повыщения производительности путем увеличения скорости перемещения изготавливаемой трубы, оно снабжено подпружиненными рычагами с роликами на концах, укрепленными на консольном валу, направляющими под ролики, боковыми роликами, смонтированными на одной из боковых поверхностей каждой секторной планки с возможностью взаимодействия со смежной стороной соседнего сектора, и связанными между собой при помощи пружин кронщтейнами, укрепленными на наружной стороне консольного вала и внутренней стороне секторных планок, выполненных с ограниченными перпендикулярной и наклонной к оси оправки поверхностями, выборками на внутренней стороне для закрепления свободных концов --v подпружиненных рычагов, консольный вал S смонтирован на основании неподвижно, (Л концы направляющих выполнены с углублениями под ролики. о сд 00 05 О5 4:
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 0 |
|
SU275981A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ АРМИРОВАННЫХ ПЛАСТИКОВ | 0 |
|
SU378327A1 |
| Солесос | 1922 |
|
SU29A1 |
