Известны устройства для неирерывной формовки и сварки спиральиошовиых труб. Формовка в этих устройствах происходит проталкиванием штрипса через «улитку втулочного или роликового типа.
Новым в описываемом устройстве является то, что оно снабжено вращателем с внутренней и наружной роликовыми оправками, объединенными общим приводом для зажатия между ними свариваемой трубы. Это обеспечивает условия для сварки давлением. Кроме того, для создания необходимого усилия осадки кромок в зоне нагрева ТВЧ в нем использованы: устройство для торможения продвижения сваренной трубы в осевом направлении и ролики для восприятия возникающего усилия торможения.
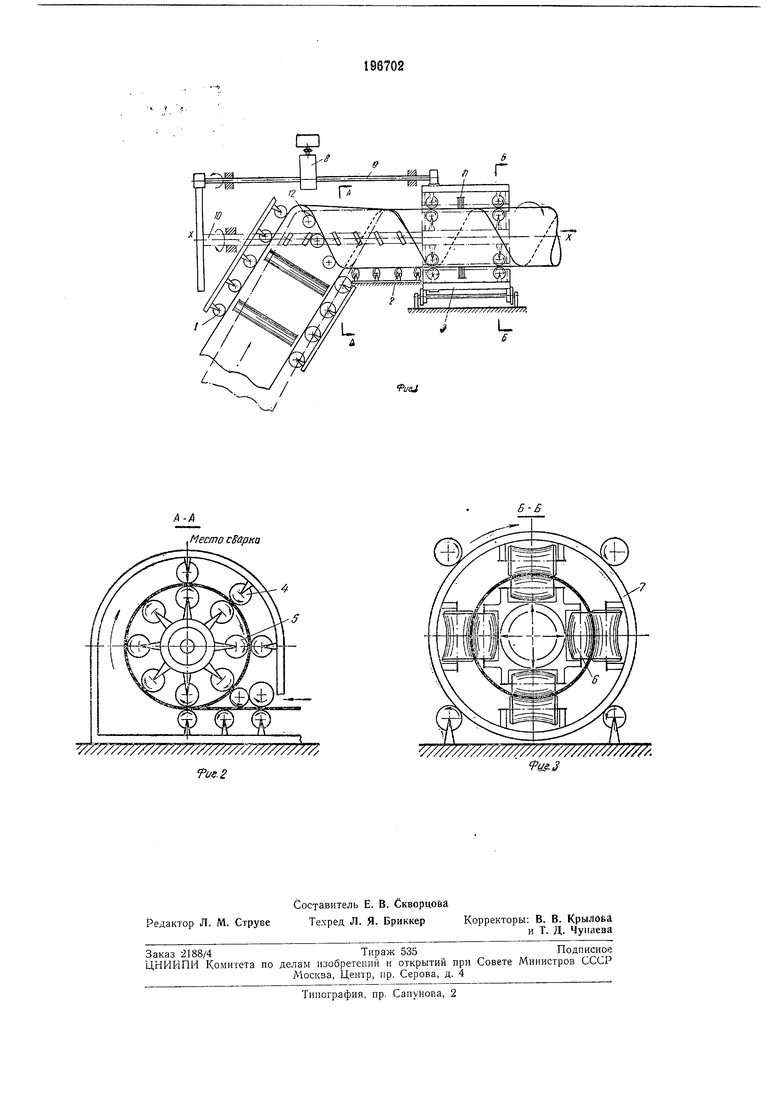
Па фиг. 1 схематически изображено описываемое устройство; на фиг. 2 - разрез по А-А на фиг. 1; на фиг, 3-разрез но Б-Б на фиг. 1.
В состав устройства входят следующие основные узлы: роликовая проводка J, формообразователь 2 и вращатель 3.
Из рулона готовый штрипс поступает в роликовую проводку. Полная формовка щтрипса в трубную заготовку происходит протаскиванием его через формообразователь, состоящий из системы внутренних 4 и наружных 5 неприводных роликов. Движение штрипса в роликовой проводке и формообразователе
происходит посредством вращателя 3, которым сваренная часть трубы вращается относительно оси X-X.
Вращатель состоит из внутренней 6 и наружной 7 роликовых оправок. Обе оправки
синхронно вращаются от редуктора 8 через
промежуточный вал 9 и вал 10 внутренней
оправки.
Для создания требуемого усилия осадки в зоне сварки вращатель снабжен тормозным устройством // с одной стороны, а формообразователь- роликами 12 с другой стороны.
Предмет изобретения
1.Устройство для непрерывной формовки и сварки сниральношовных труб, состоящее из проводки и формообразователя, отличающееся тем, что, с целью обеспечения условий для сварки давлением, оно снабжено вращателем с внутренней и наружной роликовыми оправками, объединенными общим приводом для зажатия между ними свариваемой трубы.
2.Устройство по п. 1, отличающееся тем, что, с целью создания необходимого усилия осадки в зоне нагрева кромок токами высокой частоты, в нем применены устройство для торможения продвижения сваренной трубы в осевом направлении и ролики для восприятия возникающего усилия торможения.
fus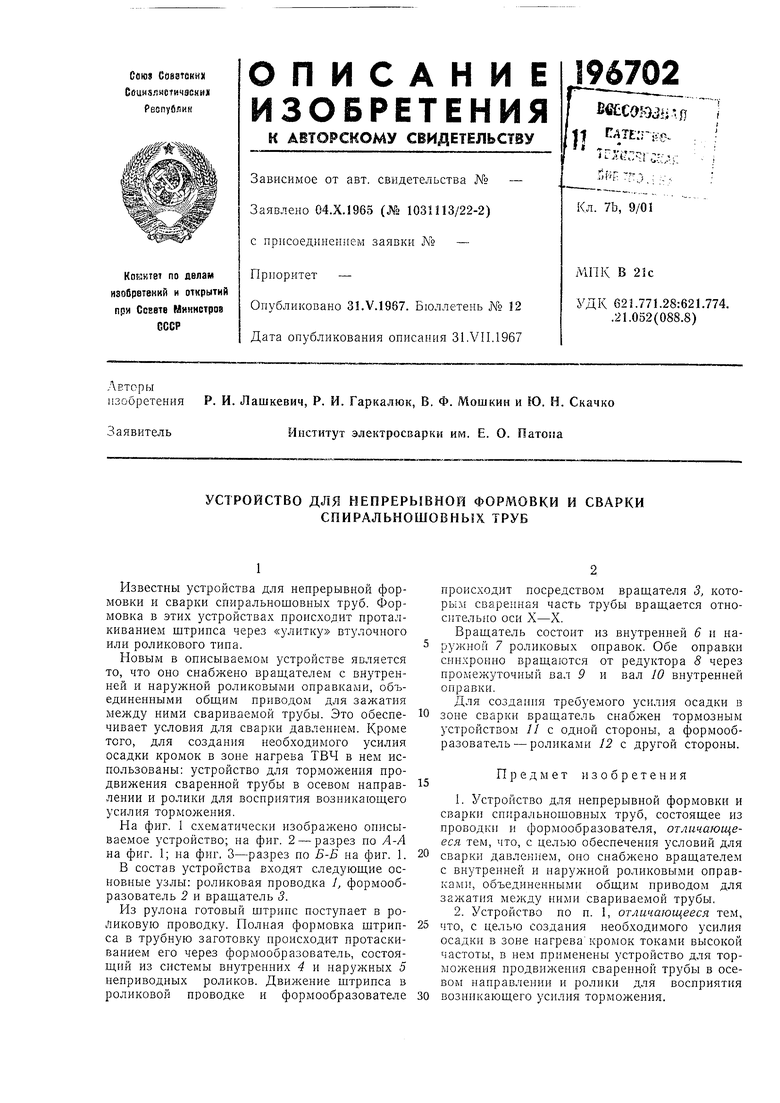
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 1970 |
|
SU275981A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2057603C1 |
| Способ непрерывного изготовления сварных труб | 1987 |
|
SU1416230A1 |
| Внутренняя оправка трубосварочного стана | 1982 |
|
SU1082512A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Установка для контактной стыковой сварки труб | 1970 |
|
SU351423A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ НА НЕПРЕРЫВНЫХ СТАНАХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2007240C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ УГЛА СХОЖДЕНИЯ КРОМОК ПРИ СВАРКЕ СПИРАЛЬНОШОВНЫХ ТРУБ | 1967 |
|
SU196215A1 |
Xl-Xl .Место cSapifa
W//7777//777//7///7//77/7/////////// fus.2
Б-Б
У777777777777777777777/77////т /7//. fy-e.
