Известно устройство для нзготовлеиня многослойных спирально-шовных труб, включающее вращающуюся роликовую оправку, охваченную наружным роликовым калибром, и роликовые проводки.
Предлагаемое устройство отличается от известного тем, что, с целью повышения качества формовки и плотного прилегания слоев трубы при неизменном угле поступления штрипсов, роликовые проводки снабжены тормозными приспособлениями.
Кроме того, для создания дополнительного усилия для устойчивого накладывания слоев на оправку, корректировки угла положения осей роликов в зависимости от угла формовки и винтообразного перемещения трубы, ролики, охватываюи ие трубу, выполнены поворотными и снабжены приводом.
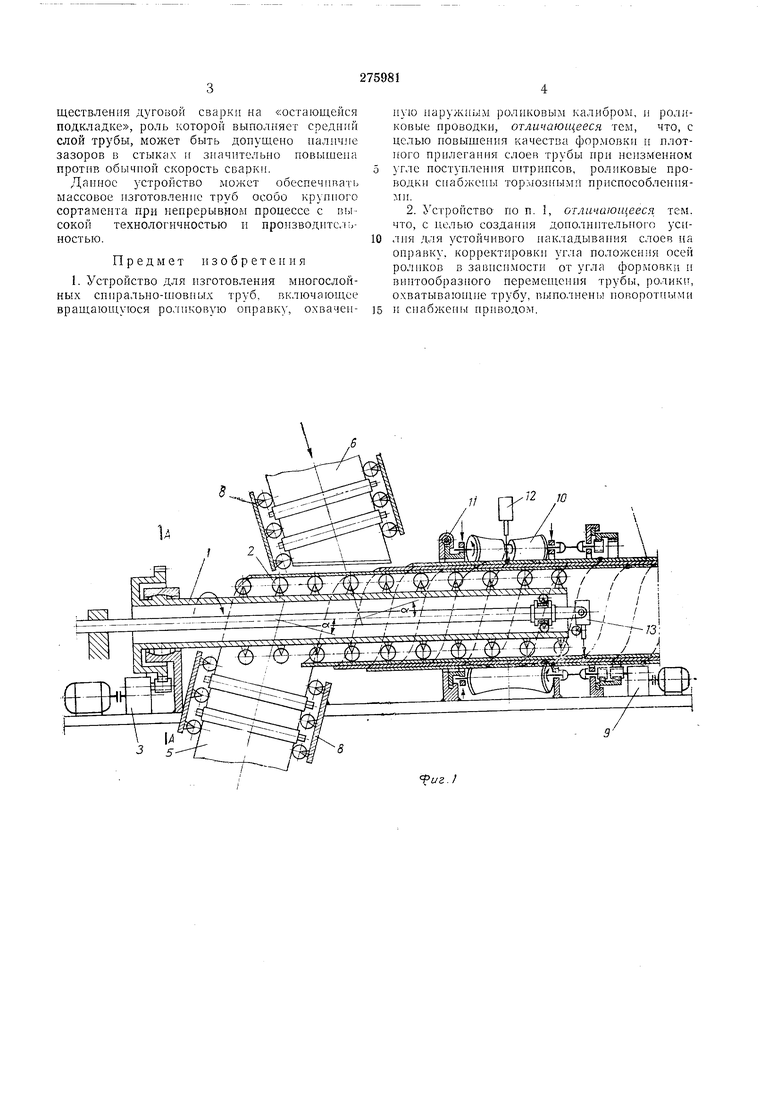
На фиг. 1 и 2 изображено предлагаемое устройство.
Оно состоит из вращающейся оправки /, на поверхности которой имеются холостые ролики 2, расположенные в шахматном порядке и образующие внутренний контур трубы.
Передача посредством привода 3 вращающего момента от оправки / на формуемую трубу 4, обеспечивается давлением штрипса 5 на упомянутые ролики 2. Необходимая величина этого давления устанавливается путем соответствующего натяжения штрипса 5
(или 6, 7) за счет торможения последнего в направляющем узле проводки 8.
Каждый из поступает в формовочно-сварочный узел устройства под заданным углом формовки по роликовой или скользяи1.ей проводке 8. Конструкция проводок предусматривает возможность установочно и жестко фиксировать необходимый угол формовки. С целью уравновешивания поперечных сил, действующих на оправку от натяжения всех штрипсов, плоскости проводок образуют между собой углы 120°. По наружному контуру формуемая труба 4 охватывается валковым калибром, снабженным приводом
9. Оси принудительно вращающихся валков 10 этого калибра расположены перпендикулярно от щтрипса 5 (б и 7) и, таким образом, обеспечивается поступательно-вращательное движение трубы 4 с одновременным снятием
ее с оправки. Для плотного обжатия на оправке 1 трубы 4 валки 10 снабжены соответствующими рессорами (иа чертеже не показаны) . Помимо этого предусмотрена возможность
установочной корректировки угла осей валков 10 посредством механизма //.
После формовки осуществляется сварка трубы 4. Дуговая сварка наружного и внутреннего щвов выполняется сварочными головществления дуговой сварки на «остающейся подкладке, роль которой выполняет спеаний слои трубы, может быть допущено палччче зазоров в стыках и значительно повышена протнв обычной скорость сваркн.
Данное устройство может обеспечцпать массовое изготовление труб особо крупного сортамента при непрерывном процессе с высокон технологичностью н пронзвопнтс-ioностью.
Предмет изобретения 1. Устройство для нзготовления многослойных спнралыю-шоБпых труб, включающее вращающуюся роликовую оправку охваченную наружным ролнковым калибром, н ротнковые проводки, отличающееся тем что с целью повыщення качества формовки н тотиого прилегання слоев трубы прп неизменном угле постунления П трипсов, роликовые проводки снабжены тормозными приспособлення2. Устройство по п. 1, отличающееся тем что, с целью создания дополн1ггельного усилия для устойчивого накладывания слоев нч оправку, корректировки угла положения осей ролнков в зависнмостн от угла формовки и вннтоооразного перемещеиня трубы ролики охватывающне трубу, выполнены новоротпыми и снабжены приводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления спиральных многослойных труб большого диаметра | 1981 |
|
SU1058664A1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ФОРМОВКИ и СВАРКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1967 |
|
SU196702A1 |
| Формовочный стан для производства сварных труб | 1976 |
|
SU553023A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| Внутренняя оправка трубосварочногоСТАНА | 1979 |
|
SU804052A1 |
| Трубоформовочный стан | 1974 |
|
SU548332A1 |
| Формовочный стан для производства сварных труб | 1977 |
|
SU665962A1 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |

2 ю
.1..:(Г
///
/ -тЧ / / , / / / wnffi -,- „1
/----J
/ /з;
„fcgiii /J I
Mi rztrnM J
иг.2
