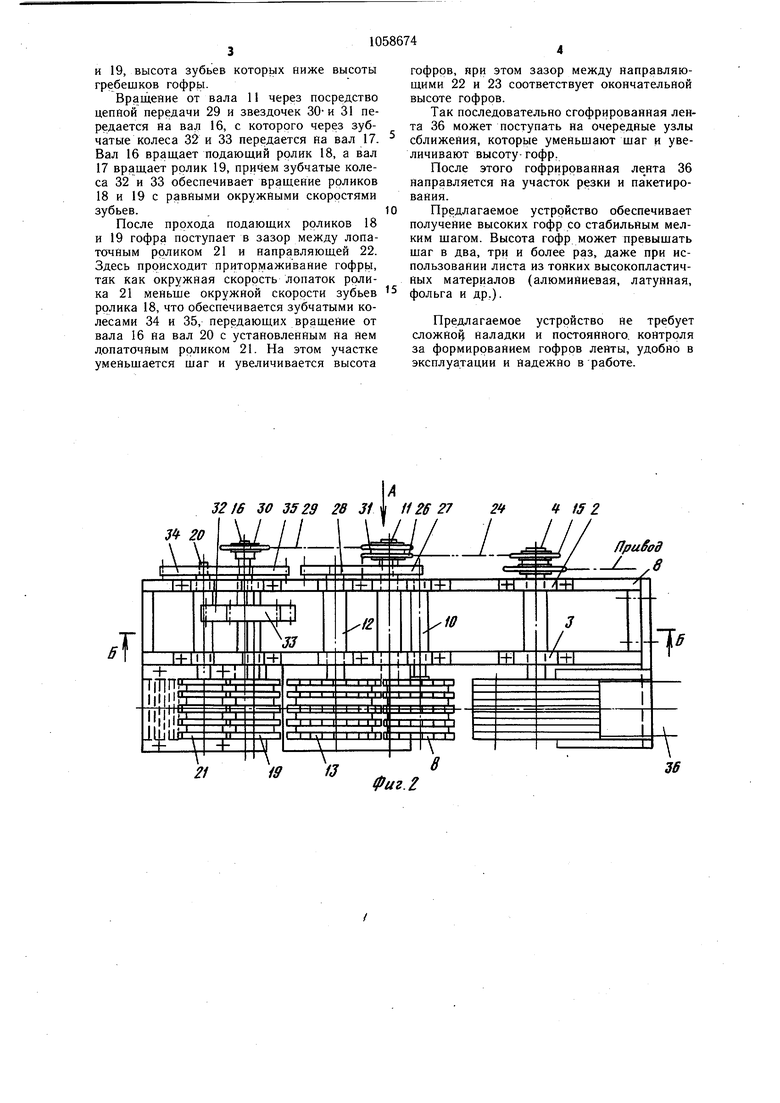
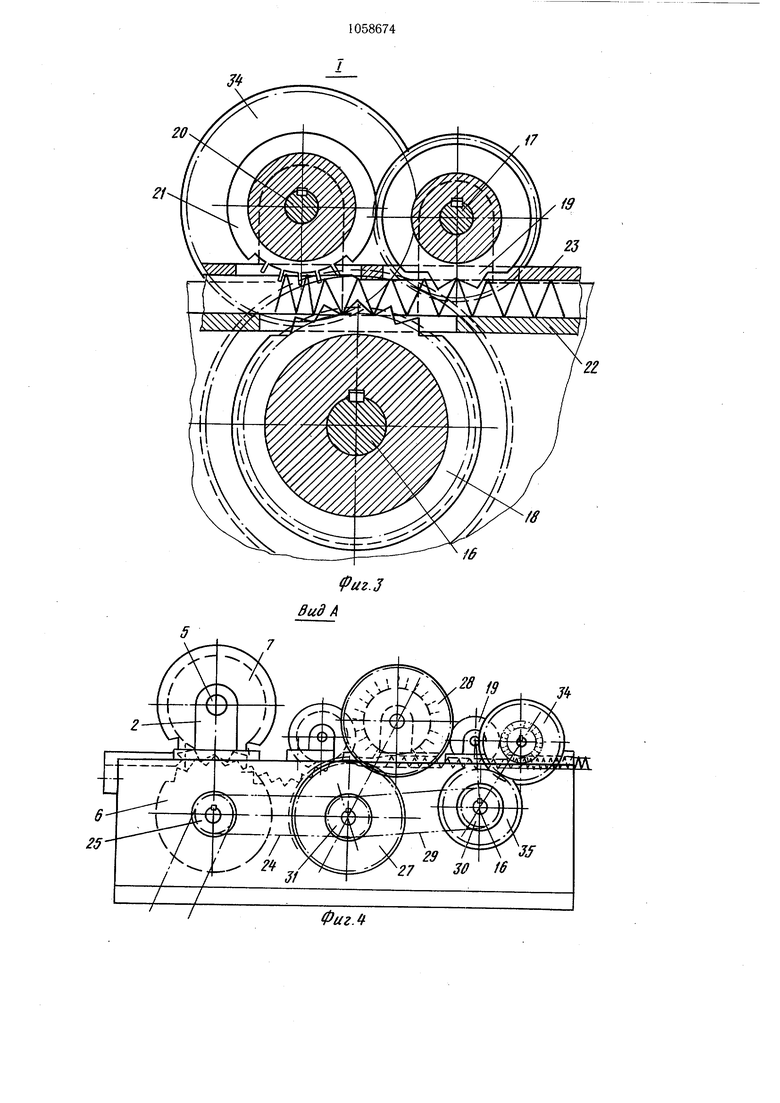
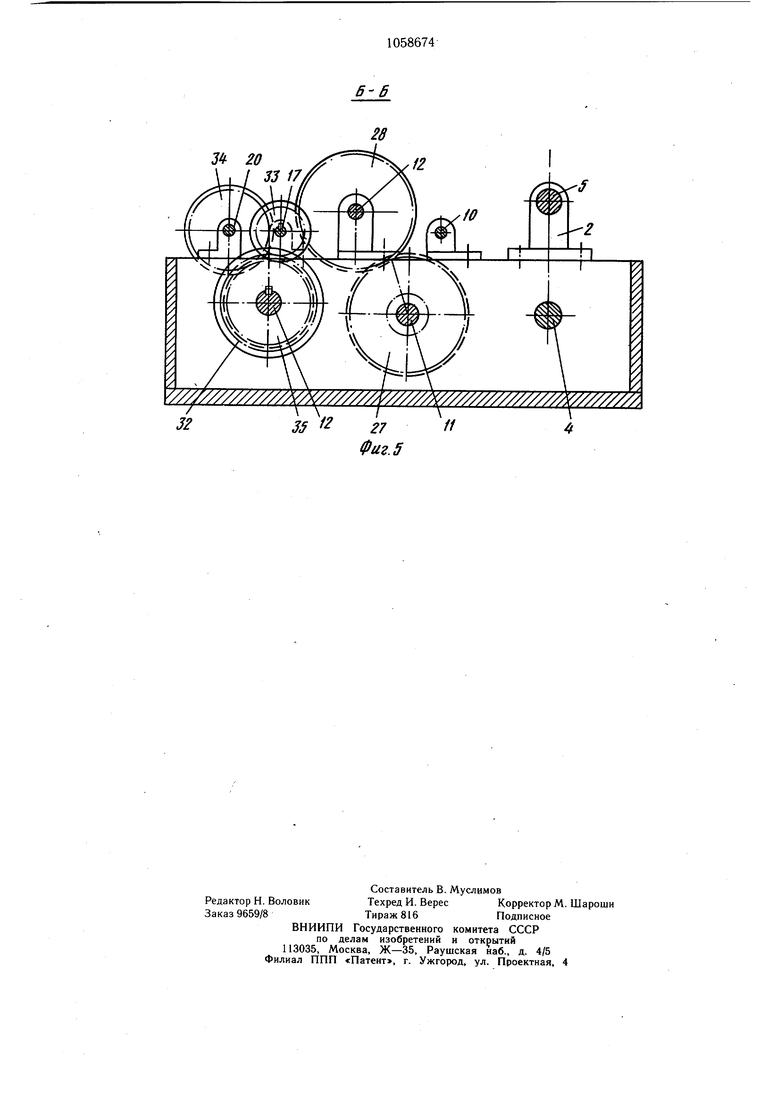
20 19 f7 Ф11г.1 f апраёление дби/кения Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления гофрированной лейты. По основному авт. св. № 789186 известно устройство для изготовления грфрированной ленты с высотой гофров, превышающей их шаг, содержащее зубчатые рабочие ролики для формовки и предварительного гофрирования и механизм окончательного гофрирования в виде направляющих и узла сближения, состоящего из зубчатых подающих роликов, профиль KOTOpbix соответствует профилю формующих роликов и лопаточного ролика, ось которого смещена в сторону выхода ленты относительно оси одйого из подающих роликов на расстояние не менее шага гофров, а количество лопаток соответствует количеству зубьев упомянутого подающего ррликя, причем направляющие выполнены с двумя последовательными участками, высоты которь1х соответствуют высоте гофров после предварительного гофриррваНия и высоте гофров после окончательного гофрирования 1. Недостатком данного устройства является малая высота гофров, обусловленная тем, что в случае изготовления ленты с высотой гофров, превышающей высоту зубьев подающих роликов механизма окончательного гофрирования, зацепление между подающими роликами осуществляется через гофру. Силы трения, возникающие в опорных подшипниках оси неприводного ролика, тормозят вершины гофр, появляется крутящий момент сил, которьш приводит к нежелательному деформированию гофрь, а при изготовлении тонколистовой гофрированной ленты возможен ее обрьш. Цель изобретения - расширение технологических возможностет устройства, за счет увеличения высоты гофров путем исключения обрьша гофрированной ленты. Поставленная цель достигается тем, что в устройстве для изготовления гофрированной ленты механизм окончательного гофрирования снабжен дополнительным узлом сближения, состоящим из двух приводных подающих роликов, установленных с возможностью вращения с равными окружными скоростями и имеющих шаг зубьев меньше шага зубьев формующих роликов. На фиг. 1 показано предлагаемое устройство, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - вид А на фиг. 2; на фиг. 5 - разрез Б-Б на фиг. 2. Устройство содержит станину 1 со стойками 2 и 3, в которых установлены валы 4 и 5, первый из которых связан с приводом (не показан), механизм формовки и предварительного гофрирования, состоящий из зубчатых роликов 6 и 7, установленных с возможностью вращения на валах 4 и 5, механизм окончательного гофрирования ленты, который состоит из узла сближения, выполненного в виде подающих зубчатых роликов 8 и 9, сидящих соответственно На валах 10 и И, жестко закрепленного на валу 12 лопаточного ролика 13, ось которого смещена в сторону выхода ленты относительно оси ролика 9 на величину не менее одного шага гофров, и направляющих 14 и 15, последняя из KOTOpbix выполнена ступенчатой и образует вместе с первой участок с высотой соответствующей высоте гофров предварительного гофрирования, и участок с высотой гофров, соответствующей высоте гофров окончательного гофрирования и дополнительного узла сближения, состоящей из жестко закрепленных на валах 16 и 17 подающих зубчатых роликов 18 и 19, сидящего на валу 20 лопаточного ролика 21, ось которого смещена в сторону выхода ленты относительно ролика 18 и направляющих 22 и 23, последняя из которьгх выполнена ступенчатой и образует с нижней участок с высотой, соответствующей высоте гофр, после окончательного гофрирования и участок с высотой, соответствующей высоте гофр готовой ленты. Вал 11 кинематически связан посредством цепной передачи 24 и звездочек 25, и 26 с валом 4. Валы 4 и 11 вра щаются с одинаковыми угловыми скоростями. Установленный на валу 11 ролик 9 явл гется приводным. Ролик 8 приводится во вращение от ролика 9 через ленту. Вал 12 посредством зубчатых колес 27 и 28 кинематически связан с валом 11. Вал 16 кинематически связан при помощи цепной передачи 29 и звездочек 30 и 31 с валом 11. Валы 16 и 11 вращаются с одинаковыми угловыми скоростями. Вал 17 с закрепленным на нем роликом 19 кинематически связан посредством зубчатых колес 32 и 33 с валом 16. Таким образом, подающие ролики 18 и 19 дополнительного узла сближения являются приводными и имеют равные окружные скорости вращения. Вал 20 кинематически связан при помощи зубчатых колес 34 и 35 с валом 16, что обеспечивает роликам 18 и 21 равные угловые скорости вращения. Шаг зубьев роликов 18 и 19 меньше шага зубьев роликов 6 и 7. Устройство содержит гофрируемую ленту 36. Устройство работает следующим . Пропускают ленту 36 через ролики 6 и 7, где она окончательно формуется и предварительно гофрируется. Затем лента 36 поступает йа механизм окончательного гофрирования, которьш посредством узла сближения формирует гофрированную ленту 36 с определенным шагом. Для дальнейшего уменьшения шага сгофрированная лента поступает на дополнительный узел сближения сначала в направляющие 22 и 23 с малым зазором и в зазор между подающими приводными роликами 18
и 19, высота зубьев которых ниже высоты гребешков гофры.
Вращение от вала 11 через посредство цепной передачи 29 и звездочек 30-и 31 передается на вал 16, с которого через зубчатые колеса 32 и 33 передается йа вал 17. Вал 16 вращает подающий ролик 18, а вал
17вращает ролик 19, причем зубчатые колеса 32 и 33 обеспечивает вращение роликов
18и 19 с равными окружными скоростями зубьев.
После прохода подающих роликов 18 и 19 гофра поступает в зазор между лопаточным роликом 21 и направляющей 22. Здесь происходит притормаживание гофрь, так как окружная скорость лопаток ролика 21 меньще окружной скорости зубьев ролика 18, что обеспечивается зубчатыми колесами 34 и 35, передающих вращение от вала 16 на вал 20 с установленным на нем лопаточным роликом 21. На этом участке уменьшается шаг и увеличивается высота
гофров, нри этом зазор между направляющими 22 и 23 соответствует окончательной высоте гофров.
Так последовательно сгофриррванная лента 36 может поступать на очередные узлы сближения, KOTOpbie уменьшают щаг и увеличивают высоту-гофр.
После этого гофрированная 36 направляется на участок резки и пакетирования.
Предлагаемое устройство обеспечивает получение высоких гофр со стабильным мелким щагом. Высота гофр может превыщать щаг в два, три и более раз, даже при использовании листа из тонких высокопластичных материалов (алюминиевая, латунная, фольга и др,).
Предлагаемое устройство не требует сложно наладки и постоянного, контроля за формированием гофров ленты, удобно в эксплуатации и надежно в работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированной ленты | 1977 |
|
SU789186A1 |
| Устройство для окончательного формообразования гофрированной ленты | 1982 |
|
SU1082519A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ЛЕНТЫ | 1995 |
|
RU2080948C1 |
| Устройство для гофрирования ленты | 1990 |
|
SU1808442A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| СПОСОБ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2645841C1 |
| Устройство для изготовления сотовых блоков | 1975 |
|
SU616013A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩИХ ПЛАСТИН АЛЮМИНИЕВОГО РАДИАТОРА | 1999 |
|
RU2164187C2 |
| Устройство для изготовления спиралей | 1980 |
|
SU984569A1 |
| СПОСОБ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ИНФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2046403C1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ЛЕНТЫ по авт. св. № 789186, отличающееся тем, что, с целью расширения его технологических возможностей путем увеличения высоты гофров, механизм окончательного гофрирования снабжен дополнительным узлом сближения, состоящим из двух приводных подающих роликов, установленных с возможностью вращения с равными окружными скоростями и имеющих щаг зубьев меньще щага зубьев формующих роликов.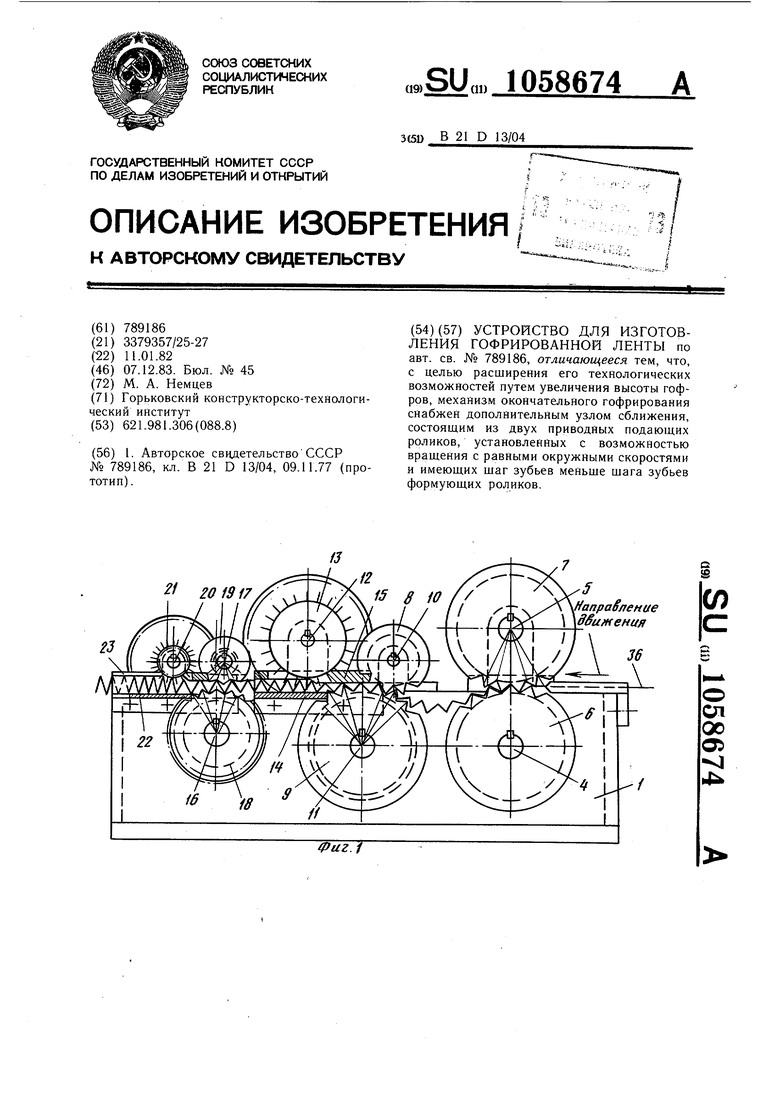
3216 30 35 29 2В 31Л И 26 27 Iff 2 fpuz.Z fJpuSod ,8
3
Фиг Л
17
f9
/8
/6
Риг.З Z 20 35
фиг. 5 12
| I | |||
| Устройство для изготовления гофрированной ленты | 1977 |
|
SU789186A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
