Изобретение относится к обработке металлов давлением и может 6bitb использовано при изготовлении корончатых гаек холодной штамповкой.
Известен способ изготовления корончатых гаек, включающий закрытую осадку иялиндрической заготовки, выдавливание цилиндричес-кой части коронки с прорезями, формообразование многогранника и прошивку отверстия П1
Недостатком известного способа является , низкая стойкость инструмента вследствие слишком высоких деформирующих усилий, возникающих при выдавливании прорезей коронки.
Известен также способ изготовления корончатых гаек, включающий закрытую осадку пллиндрической заготовки, формирование многогра1шика и корогаси с прорезями путем выдавливания цилиндрического кольцевого выступа 1И торце заготовки с последующим образованием прорезей в этом выступе обработкой резанием, а также образование отверстия гайки 2
Недостатком этого способа является высо-; кал трудоемкость, связанная с использованием металлорех ущ11х станков, и невысокое качество изготавливаемых гаек.
Цель изобретения - снижение трудоемкости изготовления гаек и повышение их качества
Поставленная цель достигается тем, что согласно способу изготовления корончатых гаек, включающему закрытую осадку цилиндрической заготовки, формирование многогранника и коронки с прорезями путем выдавливаАя цилиндри:ческого кольцевого выступа на торце заготовки с последующим образованием прорезей в этом выступе, а также выполнение отверстия гайки с удалением центральной, части заготовки, прорези коронки образуют одHOBpeMeifflo путем надрезки пуансоном цилиндрического кольцевого выступа, перемещая разующийся при надрезке отход материала внутрь заготовки и подвергая его осадке тем же пуансоном, а при окончательном оформлении отверстия гайки отход удаляют вместе с центральной частью заготовки.
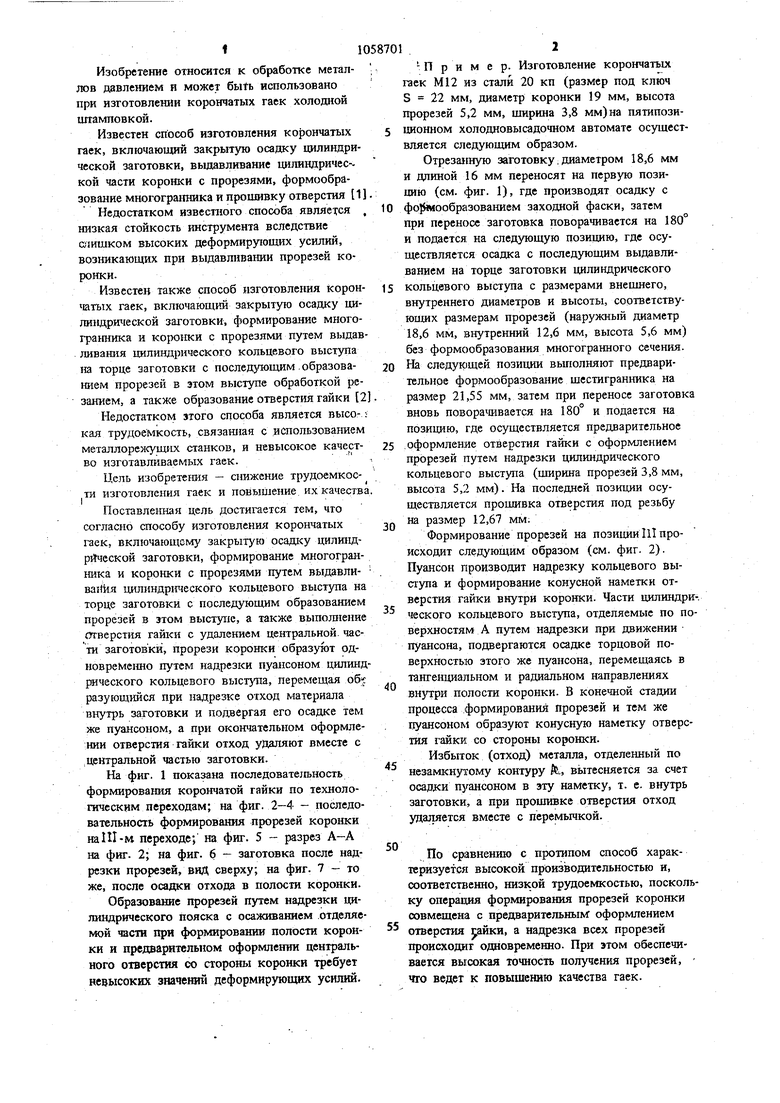
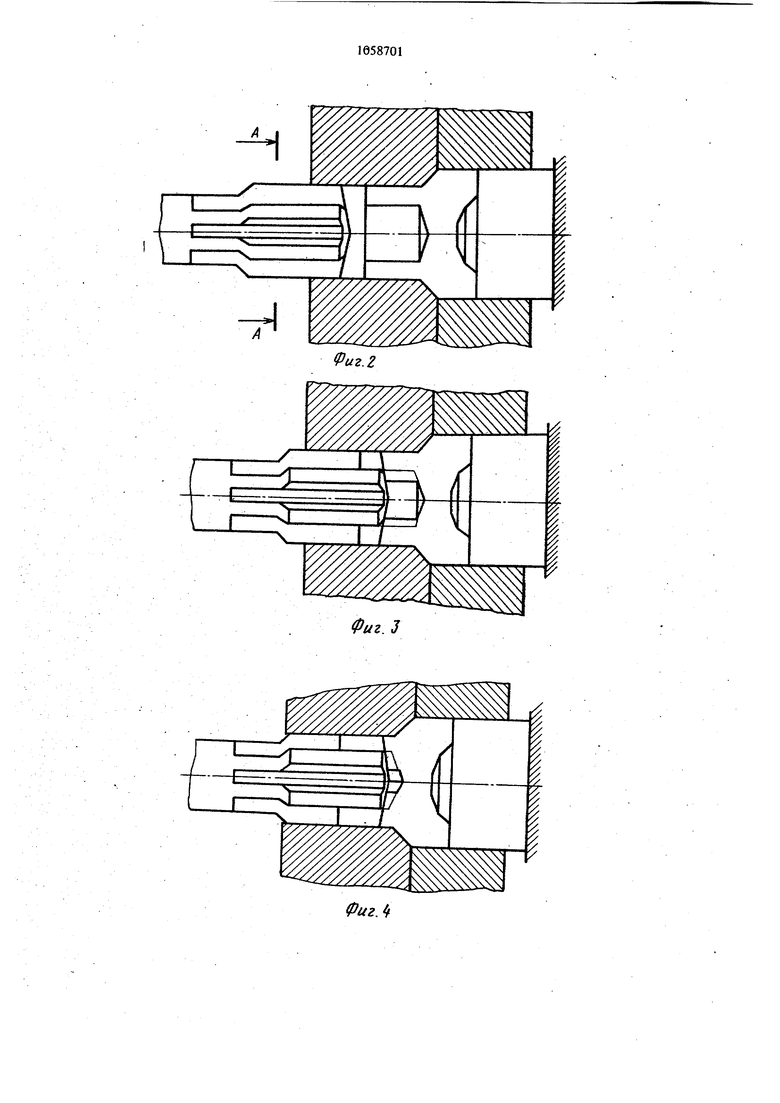
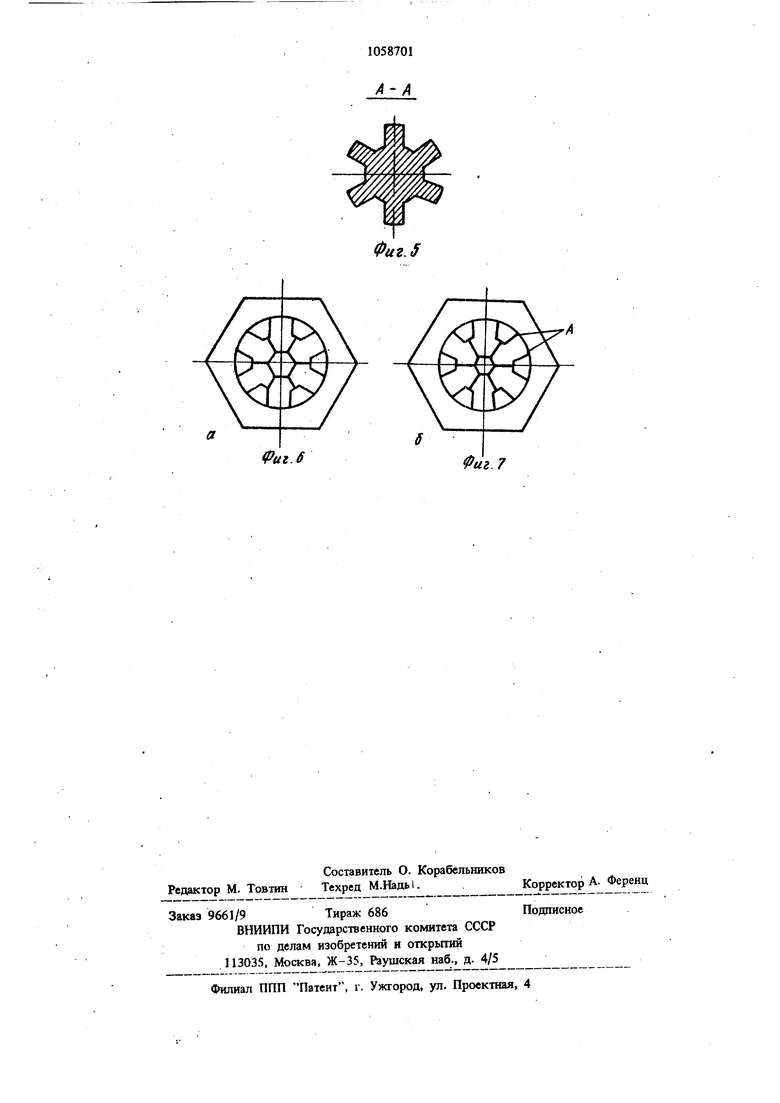
На фиг. 1 показана последовате1аность формирова1шя корончатой гайки по технологическим переходам; на фиг. 2-4 - последовательность формирования прорезей коронки на 111-м переходе; на фиг. 5 - разрез А-А на фиг. 2; на фиг. 6 - заготовка после надрезки прорезей, вид сверху; на фиг. 7 - то же, после осадки отхода в полости коронки.
Образование прорезей путем надрезки цилиндрического пояска с осаживанием отделяемой части при формировании полости коронки и предварительном оформлении центрального отверстия со стороны коронки требует невысоких значений деформирующих усилий.
П р и м е р. Изготовление корончатых гаек М12 из стали 20 кп (размер под ключ S 22 мм, диаметр коронки 19 мм, высота прорезей 5,2 мм, ширина 3,8 мм)на пятипозиционном холодновысадочном автомате осуществляется следующим образом.
Отрезанную заготовку, диаметром 18,6 мм и длиной 16 мм переносят на нервую позицию (см. фиг. 1), где производят осадку с
0 фо ообразованием заходной фаски, затем при переносе заготовка поворачивается на 180° и подается на следующую позицию, где осуществляется осадка с последующим выдавливанием на торце заготовки цилиндрического
5 кольцевого выступа с размерами внепшего, внутреннего диаметров и высоты, соответствующих размерам прорезей (наружный диаметр 18,6 мм, внутренний 12,6 мм, высота 5,6 мм) без формообразования многогранного сечения.
0 На следующей позиции выполняют предварительное формообразование шестигранника на размер 21,55 мм, затем при переносе заготовка вновь повораодвается на 180° и подается на позицию, где осуществляется предварительное
.оформление отверстия гайки с оформлением прорезей путем надрезки цилиндрического кольцевого выступа (ширина прорезей 3,8 мм, высота 5,2 мм). На последней позиции осуществляется прошивка отверстия под резьбу
. на размер 12,67 мм;
Формирование прорезей на позиции И происходит следующим образом (см. фиг. 2). Пуансон производит надрезку кольцевого выCTjTia и формирование конусной наметки отверстия гайки внутри коронки. Части цилиндри-. ческого кольцевого выступа, отделяемые по поверхностям А путем надрезки при движении пуансона, подвергаются осадке торцовой поверхностью этого же пуансона, перемещаясь в тангенциальном и радиальном направлениях BHjrrpH полости коронки. В конечной стадии процесса формирования прорезей и тем же пуансоном образуют конусную наметку отверстия гайки со стороны коронки.
Избыток (отход) металла, отделенный по незамкнуогому контуру It, вытесняется за счет осадки пуансоном в эту наметку, т. е. внутрь заготовки, а при прошивке отверстия отход удаляется вместе с перемычкой.
По сравнению с протипом способ характеризуется высокой производительностью и, соответственно, низкой трудоемкостью, поскольку операция формирования прорезей коронки совмещена с предварительным оформлением отверстия айки, а надрезка всех прорезей происэсощгт одновременно. При этом обеспечивается высокая точность получения прорезей, что ведет к повышению качества гаек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ФЛАНЦЕВЫХ ГАЕК С ПОЛЫМ ЦИЛИНДРИЧЕСКИМ ПОДГОЛОВКОМ | 1996 |
|
RU2101123C1 |
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С НАРУЖНЫМ КОЛЬЦЕВЫМ ЭЛЕМЕНТОМ | 1997 |
|
RU2122917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2001 |
|
RU2209703C1 |
| Способ изготовления многогранных гаек | 1991 |
|
SU1831409A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| Способ выдавливания корончатых гаек | 1976 |
|
SU607631A1 |
| Способ изготовления многогранных гаек | 1989 |
|
SU1690942A1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| Способ изготовления полых ступенчатых деталей | 1988 |
|
SU1622072A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОГОНЧАТЫХ ГАЕК, включающий закрытую осадку цилиндрической заготовки, формировзг ние многогранника и коронки с прорезями путем выдавливания цилиндрического кольцевого выст5ша на торце заготовки с последующим образованием прорезей в этом выступе, а также вьшолнение отверстия гайки с удалением центральной части заготовки, отличающийся тем, что, с целью снижения трудоемкости изготовления гаек и повышения их качества., прорези коронки образуют одновременно путем надрезки пуансоном цилиндрического кольцевого выступа, перемещая образующийся при надрезке oтxoд материапа внутрь заготовки и подвергая его осадке тем же пу: ансоном, а при окончательном оформлении отверстия гайки отход удаляют вместе с цент- . ральной частью заготовки. (/) 7 СП 00 
Фиг.5
0ui.6
Фиг. 7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 696684, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для обезвоживания осадков | 1936 |
|
SU48187A1 |
| ; | |||
