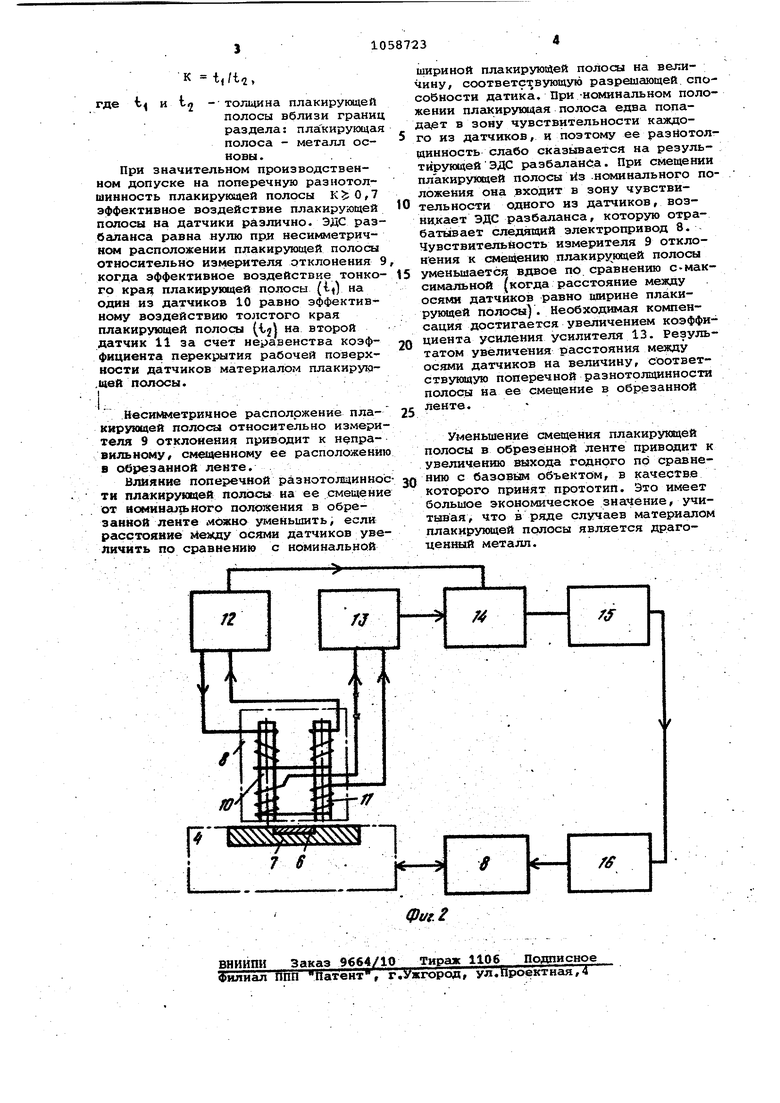
Изобретение относится к обработке металлов давлением, в частности к yc ройствам автоматизировгшной продольной резки металлической ленты в заданный размер по ширине, и может быт использоваио в металлургической, электротехнической, злектроинбй и других отраслям промышленности, преимущественно для резки лент с продольным полосчатьм плакированием. Vi3BeCTHH роликовые ножницы для рез ки металлической ленты с продольным полосчатым плакированием, содержащие станину со смонтированными на не роликовыми ножницами, установленными на двух параллельных валах, на- . правляющую каретку подачи ленты с устройством ее поперечного перемеще ия и следящим электроприводом с измерителем отклонения положения пла киругодей полосы относительно базовой режущей кромки роликов, выполненными в виде двух накладных токовихревых датчиков р. . Однако наличие погрешности опреде ления положения плакирующей полосы относительно базовой режущей кромки роликов, возникаккцей за счет попереч иди разнотолщинности плакирующей полосы, приводит к повышенному браку ленты по расположению плакирующей пс лосы., Цель изобретения - увеличение выхода годнохо за счет уменьшения влия ния изменения поперечной разнотолщин иости плакируквдей полосы. Поставленнс1я цель, достигается тем что в роликовых ножницах для резки металлической ленты с продольным полосчатым плакированием, содержащих станину со смонтированными на ней ро ликовыми ножамк, установленными на двух параллельных валах,, направляющую каретку подачи ленты с устройством ее поречного перемещения и следящим электроприводом с измерителем отклонения положения плакирукицей полосы относительно базовой режущей кромки роликов, выполненными в виде двух накладных токовихревых датчиков расстояние Между осями токовихревых датчиков больше ширины плакирующей n лосы на величину разрешгиощей способности датчика. На фиг.1 показаны предлагаемые роликовые ножницы, общий вид) на фиг.2 - блок-схема следящего электро привода перемещения направлякядей каретки. Роликовые .ножницы содержат станину 1, на которой установлены приводные валы 2 с роликовыми ножами 3. Направляющая каретка 4 подачи ленты может перемещаться по осям 5 для под десшания заданного положения плакирукяцей полосы (5 на ленте 7 относительно базовой режущей кромки ролиJCOB. Перемещение направляющей каретки 4 осуществляется следующим электроприводом 8. Управление следующим приводом осуществляется измерит.елем 9 отклонения, который состоит из двух накладных токов 1хревых датчиков 10 и 11. Обмотки возбуждения этих датчиков соединены последовательно и получают питание от генератора 12 (фиг. 2) . Измерительные обмотки датчиков 10 и 11 соединены встречно и подключены к усилителю 13. Сигналом с выхода усилителя 13 через фазочувствительный Детектор 14, модулятор 15 и yqилитeль 16 мощности осуществляется управление следящим электроприводом 8 механизма перемещения каретки 4. ЭДС накладного токовихревого датчика зависит от электрофизических свойств (относительно магнитной проницаемости и удельной электрической проводимости) расположенного под ними материала, поскольку материал плакирующей полосы отличается от материала основы по одному или обоим свойствам и толщина плакирующей полосы меньше глубины проникновения вихревых токов, то ЭДС датчика, расположенного над лентой с плакирующей полосой, зависит от наличия и толщины плакир1 яцей полосы при отсутствии поперечной разнотолщинности плакирующей полосы. Дифференциальное (встречное) включение измерительных обмоток датчиков 10 и 11 позволяет ослабить влияние , изменения магнитной проницаемости, удельной электрической проводимости и других мещающих параметров, поскольку эти изменения происходят симметрично под обоими датчиками. Для получения максимгшьной чувствительности к смещению плакирующей полосы, датчики целесообразно установить так, чтобы ихОСИ симметрии:, были расположены над границами раздела плакирующая полоса - металл основы. При смещении плакирующей полосы соотношения металлов, находящихся под датчикш4и, симметрия нарушается, возникает ЭДС разбаланса. Следящий электропривод 8 пере:Мещает направляющую поперечную {каретку 4 до тех пор, пока ЭДС разбаланса не станет равной нулю. Это происходит при симметсмчнсм расположении плакирующей полосы относительно датчиков измерителя. При этом, поскольку положение измерителя жестко фиксировано относительно режущей кромки ножей, располозкеиие плакирующей полосы относительно кромок обрезанной ленты соответствует Требуемому. Проведенное рассмотрение не учитывает поперечную разиотолцинность плакируюьхей полосы ( К 
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовые ножницы для резки металлической ленты с продольным полосчатым плакированием | 1972 |
|
SU441115A1 |
| Роликовые ножницы для резки металлической ленты с продольным полосчатым плакированием | 1986 |
|
SU1430192A1 |
| Способ получения ленточного материала с полосчатым плакированием | 1983 |
|
SU1199538A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Способ получения многослойных материалов | 1978 |
|
SU719851A1 |
| НЕПРЕРЫВНЫЙ КОМПЛЕКС ДЛЯ ПОДГОТОВКИ ПЛАКИРОВОЧНОЙ ЛЕНТЫ В ПРОЦЕССЕ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ПОЛОС | 1989 |
|
RU1605432C |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ЛИНИЯ РУЛОННОГО ПРОИЗВОДСТВА БИМЕТАЛЛА | 2001 |
|
RU2195379C2 |
| Способ производства полос | 1985 |
|
SU1274868A1 |
РОЛИКОВЫЕ НОЖНИЦЫ ДЛЯ РЕЗКИ 14БТАЛЛИЧЕСКОЙ ЛБНТЫ С ПРОДОЛЬНЬа-1 ПОЛОСЧАТЫМ ПЛ КИРОВАНИБМ, содержащие отанину со .смонтированными на ней роликовыми ножами, установленными на двух параллельных валах, направляющую каретку подачи ленты с устройством ее поперечного перемещения и следящим электроприводом с измерителем отклонения положения плакирую- . щей полосы относительно базовой режущей кромки роликов, выполненными в виде двух накладных токовихревых датчиков, отличающиеся тем, что, с целью увеличения выхода годного за-счет уменьшения влияния поперечной раэнотолщинности плакирующей полосы, расстояние между осями токовихревых Датчиков больше ширины плакирующей полосы на величину разрешающей способности датчика. (Л
| ,1 | |||
| Роликовые ножницы для резки металлической ленты с продольным полосчатым плакированием | 1972 |
|
SU441115A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
