2. Автомат non.l/охличающ и и с я тем, что, с целью расширения типоразмеров обрабатываемых труб, неподвижная опорам подвижная губка захватаснабжены регулировочными винтами.
3. Автомат по п.., о с л и i а ющ к и с я тем, что упер установлен с возможностью перемещения относи- тельно оси и снабжён фиксатор011 положения ,


| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для резки труб | 1980 |
|
SU897417A1 |
| Автомат для резки капиллярных труб | 1986 |
|
SU1360919A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
| Устройство для резки труб | 1989 |
|
SU1745441A1 |
| Автомат для мерной резки заготовок | 1973 |
|
SU596343A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1732386A1 |
| Автомат для изготовления изделий из проволоки | 1980 |
|
SU917890A1 |
1. АВТОМАТ ДЛЯ РЕЗКИ ТРУБ по авт. св. 897417, отличающийся тем, что, с целью повышения точности получаемых заготовок и улучшения условий безопасности, он снабжен расположенным.со стороны планшайбы упором с механизмом его поворота в плоскости, перпендикулярной продольной оси шпинделя, вьгполненным в виде пальца, закрепленного на итинделе, и подпружиненной относительно станины поворотной оси с поводком, установленньг- с возможностью взаимодействия с пальнем шпинделя, а также захватом, расположенным со стороны пшива и выполненным в виде неподвижной опоры и подвижной губки с механизмом ее перемещения в виде копира на торцовой поверхности 1жива и ползуна с роликом, рас-,,, положенным с возможностью взаиглодей- g ствия с указанным копиром. « иг t
«
Изобретение относится к обработке метс1ллоБ давлением и может быть использовано для получения мерных трубньпс заготовок
По основному авт. ев, № 897417, известен автомат для резки труб, содержащий станину, на которой расположены два инструт ентальных блока под прямым углом слин к другому, оди-н из которых снабжен ножом с прорезью, а другой - клиновым ножом, механизмы зажима и подачи трубы выполненные в виде копиров с профильньми пазами, два из которых расположены на переднем торце планшайбы, закрепленной на шпинделе, а третий на ее обратной стороне и подпружинен относительно ее, привод вращение шпинделя с планшайбой i. виде шкииа связанного с электродвигателем, механизм зажима трубы снабжен полз тгной с подпружиненными губками, расположенньми траль по относительно ее вертикальной оси, (.причем ползуШ)а кинематически связана с копиром, расположенньм на обратной стороне планшайбы lj ,
Однако при резке длиномерной трубы в автоматнческом режиме остается часть трубы размером, равным длине итгинделя плюс величина зазора между концом шпинделя и крайним правьм положением ползушки механизма подачи. Эта часть трубы дорезается при ручно подаче при постоянно перемещагацейся ползуьже механизм 1 подачи, что является небезопасньм и не исключает возможности прижатия руки оператора, кроме того, это снижает точность получаемых заготовок.
П.ель изобретения - повышение точности получаемых заготовок, расширение типоразмеров обрабатываемых труб и улучшение условий безопасности при эксплуатации автомата для резки труб.
Указанная цель достигается тем, что автомат для резки труб снабжен расположенным со стороны планшайбы . упором с механизмом его поворота в плоскости, перпендикулярной продольной оси шпинделя, выполненньЕч в виде палы.а, закрепленного на шпинделе, и подпружиненной относительно станины поворотной оси с поводком, устам
нов.ленным с возможностью взаимодеЯствия с Пс1льцем шпинделя., а тахже захватом, расположенным со стороны шкива и вьтолненным Е виде наподвижной опоры и подвижной губки с механизмом ее перемещения в виде копира на торцовой поверхности 1:1ки)за и ползуна с роликом, расположенным с возможностью взаимодействия с указанным копиром.
Кроме IOro, неподвижнг1Я опора и подвижная губка захвата могут бить снабжены регулировочными винтаг.ш, а упор быть установлен .с возможностью перемещения относительно оси и снабжен фиксатором положения.
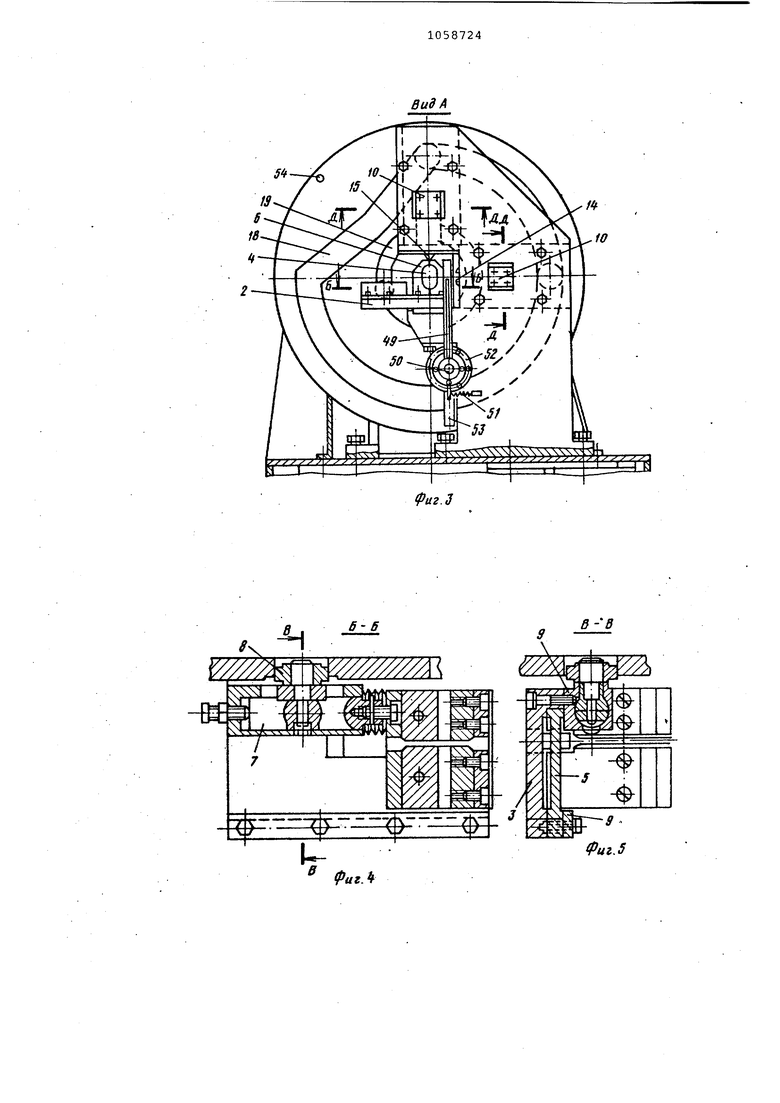
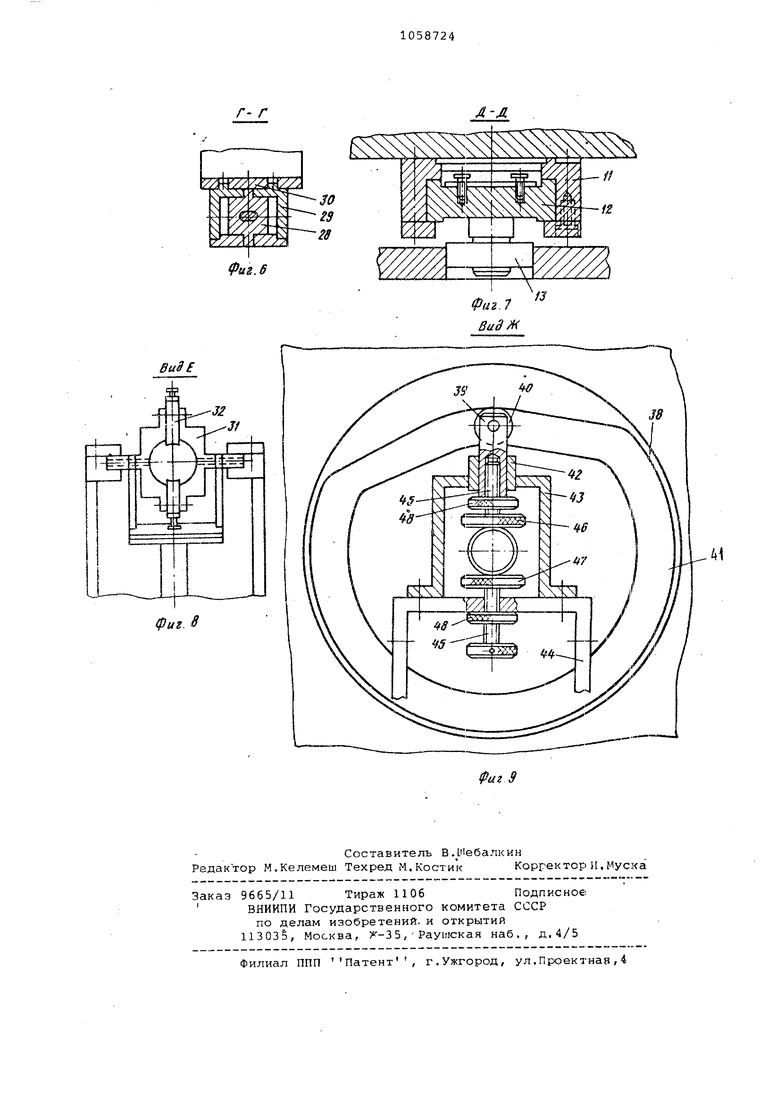
На фиг . 1 изображен пре-.длагаемый автомат для резки труб, общий в их; г на фиг.2 то же, вид в плане; на фиг. 3 - вид А. на фиг.1; на сриг „ 4 разрез Б-Б на фиг. 3 на фиг „ 5 разрез В-В на фиг. 4; на фиг, 6 -- раз реэ Г-Г на фиг.1; на фиг 7 -- разрез Д-Д на фиг.З; на фиг. 8 - вид Е на фиг.1; на фиг.9 - вид Ж ва фиг,1.
Автомат содержит станину 1, на которой расположен механ зм зазним;:;. трубы 2, содержа1:,ий напразляпощуто 3 с неподвижной частью 4 разъемной матрипы. в которой размешен ползун 5 с подвижной частью б разъемной матрицы, соединенной с по,цпружиненным ползуном 7, несущим ролик & к прижимные планки 9, Кроме того, на станине смонтированы два инстр,ментальньвс блока 10, расположенные; под прямым углом один к друтому, каждый из которых содержит направлянвдую 11, ползун 12 с роликом 13. На одном из ползунов смонтирова.н нож 14 с прорезью, а на. другом клиновой нож 15, На станине 1 установлен корпус 16 с расположенным в нем 11пинлелем 17 с планшайбой, на которой с одной стороны установлены два газовых торцовых KcnHpia 18 и 19, а с другой - Ш ляндрическ.ий копир 20, а в корпусе смонтированы ползун 21, связанный с одной стороны с цилиндрическим копиром 20 посредст вом ролика 22, а с другой - с корэмылом 23, установленные на оси крон тейна 24 . В направлякхцей 25 установл ползун 26, связанный с одной стороны с коромыслом 22, а с другой - с кулисой 27, расположенной в камне 28 ползуики 29, установленной с возможностью возвратно-поступательного перемещения в направлякщей 30. Кулиса 27 кинематически связана с ползушкой 31, несущей подпружиненные губки 32 посредством направляюцой втулки 33. Кроме того, в станине расположен электродвигатель 34, связанный с чер вячньм редуктором 35, ременной передачей 36, который связан через другу ременную передачу 37 со шкивом 38, установленном .на шпинделе. Ползун 39 захвата, имеющий на одном конце роли 40, входящий в торцовой пазовый копир 41, выполненный на 1живе 38, про ходит через втулку 42, укрепленную на скобе 43, установленной на кронштейне 44, который в свою очередь крепится к станине 1. С другого конца ползун 39 навинчивается на винт 45, имеющий на конце губку 46. С целью предотвращения самопроизвольно го перемещения губки 46 и опоры 47 на регулировочные винты 45 предусма ривается установка контргаек 48. Упор 49 находится на оси 50, подпруж ненной пружиной 51 и проходящей через опору 52. На конце оси закреплен поводок 53, соприкасающийся с пальце 54, закрепленньм на 1тинделе 17. Упо .49 имеет возможность перемещения по оси 50, в необходимом положения он фиксируется стопорньам винтом 55. Автомат работает следующим образо Перед пуском автомата разрезаемую трубу вставляют через отверстие в ползушке 31 на заданный размер до упора 49. В момент, когла матрица разомкнута, вертикальный нож 14 с прорезью находится в верхнем крайнем положении, а горизонтальный клиновой нож 15 - в правом крайнем положении, при этом ползушка 31 так же находится в крайнем правом положении, а ползушка 29 устанавливается в положение, соответствугадее дли отрезаемой части трубы. Указанный момент осуществляется с помощью бесконтактного датчика, который отключает электродвигатель 34 в Зсщанном угле. Причем ползушка 29 заранее настраивается на заведомо больший ход ползушки 31, необходимы для данной длины отрезаемой трубызаготовки при работе без упора, с целью гарантированного контакта тру бы с упором и исключения эффекта проскальзьгаания. После этого производится включение автомата. Через клиноременную передачу 36, редуктор 35, другую клиноременную передачу 3 вращение от электродвигателя 34 передается на шкив 38 и шпиндель 17 с планшайбой, несущей цилиндрический копир 20 и два торцовых копи ра 18 и 19. Один из торцовых копиров 19, вращаясь, производит зажим« трубы посредством, ролика 8, связанного с подпружиненным ползуном 7, соединенным с подвижной частью 6 матрицы, смонтированной на ползуне. Ползуижа 31 с подпружиненньми губками 32 возвращается в левое крайнее положение посредством ролика 22, связанного копиром 20, перемещая тем самым ползун 21 в левое крайнее положение, который поворачивает коромысло 23, перемещая ползун 26 в правое крайнее положение,связанный с кулисой 27, которая кинематически связана с ползушкой 31 посредством направляюш.ей втулки 33. При этом ползун 39 захвата, настроенного на данный диаметр разрезаемой трубы, роликом 40, находящимся в торцовом пазовом копире 41, выполненном на шкиве 38, опускается вниз и, тем самым, происходит надежный зажим разрезаемой трубы. Одновременно торцовый копир 18, вращаясь,производит перемещение вертикального ножа 14 с прорезью в нижнее крайнее положение, вырезая тем самым и два симметричных секто а трубы, посредством ролика 13, связанного с ползуном 12, после чего вертикальный нож 14 с прорезью возвращается в верхнее крайнее положение, а горизонтальный к гиновой нож 15 в результате вращения торцового копира 18 перемещается коси автомата, отрезая тем самым два остальных сектора и производя окончательную отрезку трубы. Клиновой нож 15 возвращается в первоначальное положение. При этом ползун 39 захвата г роликом 40 поднимается вверх, освобождая тем самым разрезаемую трубу. При .дальаейшем вращении цилиндрического копира 20 ползушка 31 начинает перемещение в правую сторону, увлекая за собой разрезаемую трубу подпружиненньми губками 32. В этот момент палец 54 через по водок 53 разворачиваёт подпружиненную ось 50 и тем самым отводит тор 49 в сторону. Это дает возможность трубе, подаваемой ползушкой 31,- вытолкнуть отрезанную трубу-заготовку. После возвра.та упора в исходное положение путем обратного вращения оси под действием пружины 51 и прихода ползуржи 31 в крайнее правое положение процесс повторяется. При переходе на отрезку трубы другого диаметра производится смена вставок подвижной и неподвижной частей разъемной матрицы, а при значительном отличии диаметру и толщине от предьщущей производится также и смена плоских ножей 14 и 15. Одновременно производится настройка захвата на данный диаметр путем перемещения винтов 45, т.е. уменьшают или увеличивают расстояние между губкой 46 и опорой 47 в зависимости от перехода на меньший или больаий диаметр. С целью предотвращения самопроизвольного перемещения винтов 45 в вертикальном направлений прела настройки контргайки 48 затягиваются.
При изменении длины отрезаемой i части трубы производят перемещение ползушки 29 вверх или вниз по направляюцей 30, а также перемадают i упор 49 по подпружиненной оси 50 с последумадей фиксацией его стопорньм винтом 55.
По сравнению с прютотипом использование предлагаемого изобретения позволяет повысить точность получаемых заготовок и улучшить условия безопасности при эксплуатации автомата для резки тру0. 1 ////2. фиг. Ч
/«
W
(риг.З B-B
л-л
Фиг. 7 вид Ж
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для резки труб | 1980 |
|
SU897417A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
