ел
00
|
С5 Изобретение относится к деревообрабатывающей промышленности, в частности, к оборудованию для сверления щитов мебели. Известен шпиндельный узел сверлильноприсадочного станка, включающий многошпиндельНую насадку, пневмоцилиндр, осуществляемый рабочие перемещения шпинделя, и привод 1. Известен также шпиндельный узел деревообрабатывающего станка, включающий щпийдель, установленный на подшипНиках в корпусе, которьш закреплен на кронщтейне 2. Недостатком известных шпиндельных узлов является низкая точность настройки станка. Цель изобретения - повыщение точности настройки станка. Цель достигается тем, что в шпиндельном узле деревообрабатывающего станка корпус снабжен по меньшей мере тремя установленными одна в другой эксцентричными втулками со шкалами на их торцах, причем одна из втулок снабжена подпружиненным делительным кольцом, а шпиндель смонтирован в корпусе эксцентрично. На фиг. 1 схематично изображен шпиндельный узел, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - положение шкал при корректировке оси шпинделя по координате X; на фиг. 6 - схема корректировки оси щпинделя по координате X; на фиг. 7 - положение шкал при коррекции оси шпинделя по координате X; на фиг. 8 - схема коррекции оси шпинделя по координате X; на фиг. 9 - положение делительного кольца относительно шкал; на фиг. 10 - положение шкал при корректировке оси щпинделя по координате У; на фиг. 11 - схема корректировки оси шпинделя по координате У; на фиг. 12 - положение шкал при коррекции оси щпинделя по координате У; на фиг. 13 - схема коррекции оси шпинделя по координате У. Шпиндельный узел включает корпус 1, в котором с эксцентриситетом е установлен на подщипниках 2 шпиндель 3. Подщипники 2 поджаты верхним 4 и нижним 5 фланцами. В верхней части на шпинделе закреплен приводной шкив 6, а в нижней - патрон 7 для зажима инструмента 8. Корпус 1 входит .в отверстие эксцентричной втулки 9, наружняя цилиндрическая поверхность которой выполнена эксцентрично относительно внутреннего отверстия с эксцентриситетом е, равным эксцентриситету корпуса 1. В втулке 9 для фиксации корпуса 1 от осевого смещения и повордта установлены стопорный винт 10 с проставкой 11 из мягкого металла. Втулка 9 своей наружной цилиндрической поверхностью входит во внутреннее ojверстие втулки 12, выполненной с эксцентриситетом наружной поверхности относительно отверстия, равным эксцентриситету корпуса 1 и втулки 9. Для фиксации положения: втулки 9 во втулке 12 в последней имеется стопорный виНт 13 с пррставкой 14. На наружном бурте втулки 12 в кольцевой проточке 15 установлено делительное кольцо 16, подпружиненное относительно втулки 12 пружиной 17. На верхнем торце кольца 16 нанесены стрелки указателя 18. Втулка 12, в свою очередь, входит в эксцентричную втулку 19 с эксцентриситетом, равным эксцентриситету корп:уса 1, втулок 9 и 12. Для фиксации положения втулки 12 во втулке 19 в буртике последней установлен стопорный винт 2(3 с пррставкой 21. Втулка 19 установлена в отверстии кронштейна 22, на котором установлен стопорный винт 23. Кронштейн 22 подвижен на траверсе 24, на которой установлена отсчетная линейка 25. Для фиксации на траверсе 24 кронштейн 22 имеет фиксатор 26. Траверса 24 смонтирована на направляющих 27 станка. На направляющей 27 закреплена отсчетная линейка 28. Для приближенной уста1яовки шпиндельного узла по координатам обрабатываемой детали поперечная траверса 24 имеет указатель 29, а кронштейн 22 - указатель 30. Для точной установки положения оси шпинделя 3 по координатам втулка 19 снабжена шкалой 31, а кронштейн 22 - указателем 32. Втулка 19 несет и шкалу 33 для отсчета поворота втулки 12 по указателю 34, нанесенному на бурте втулки 12. Втулка 9 несет также две шкалы - шкаду 35 для отсчета величины поворота втулки 9 относительно втулки 12 и шкалу 36 для отсчета величины углового перемещения корпуса 1. Корпус 1 имеет указатель 37 с риской, выполненной на его образуюЩей параллельно оси. Установка и настройка шпиндельного узла осуществляется следующим образом, По координатным размерам либо по детали - шаблону KpoHUiTeliH 22 шпиндельного узла перемещают вместе с поперечной траверсой 24 по направляющим 27. Отсчет при этом осуществляют по указателю 29 относительно отсчетной линейки 28. Затетй кррйштейн 22 шпиндельного узла перемещают по направляющим поперечной траверсы 24, контролируя положение по указателю 30 относительно отсчетной линейки 25. Шпиндельный узел на траверсе 24 закрепляют фиксаторрм 26. Эксцентриковые втулки 9, 12 и 19 и эксцентричный корпус 1 устанавливают в Нулевое положение, при которрм ось щпинделя 3 совпадает с центррм отверстия кррнщтейна 22. Указатели на шкалах установлены прртив нуля, а шка
ла 35 повернута относительно шкалы 31 на 90° (фиг. 4).
Осуществляют пробную обработку щита мебели инструментами шпиндельных узлов, после чего производят точную проверку положения центров высверленных отверстий и их отклонения от заданных размеров. Затем производят точное корректирование этих отклонений путем установки оси шпинделя 3 с помощью поворота эксцентричных втулок относительно друг друга и поворота в йих эксцентричного корпуса 1.
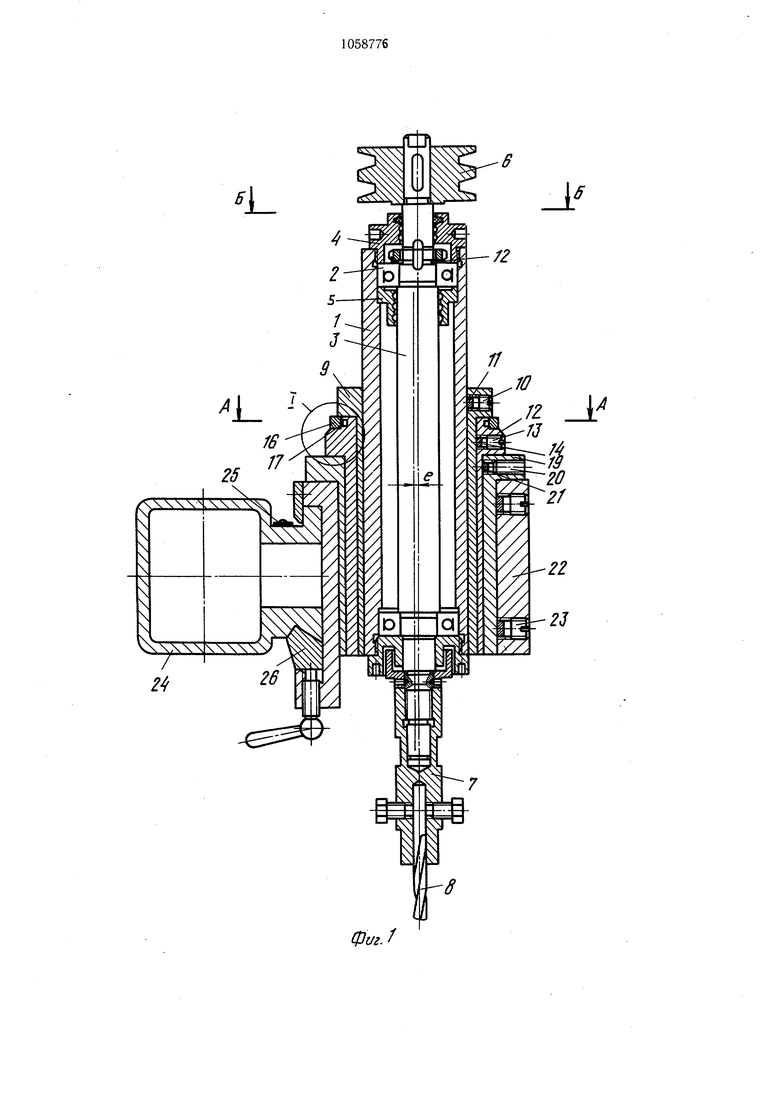
Допустим, что ось шпинделя необходимо переместить по направляющей поперечной траверсы 24 (условно по координате X) на величину 0,65 мм вправо, а по направлению, перпендикулярному направляющей траверсы 24 (условно за координату У), на 0,4 мм в сторону поперечной траверсы 24. При этом принимают эксцентриситет втулок 9, 12, 19 и корпуса 1, равным 2 мм.
При корректировке ослабляют винт 23 и поворачивают в корпусе 22 втулку 19 с закрепленными в ней втулками 12 и 9 и корпусом 1 до положения, чтобы против указателя 32 установилось деление 0,65 мм шкалы 31. Вийты 23 зажимают, фиксируя положение втулки 19 в кронштейне 22.
При этом ось шпинделя 3 остается в начальном положении (положение О), а центр отверстия втулки 19, вращаясь вокруг центра О, перемещается из точки а в точку б (фиг. 6).
Затем ослабляют винты 20 и втулку 12 вместе с зафиксированными в ней втулкой 9 и корпусом 1 шпинделя 3 поворачивают по часовой стрелке до совмещения деления 0,65 мм по шкале 33 с острием указателя 34, после чего винты 20 закрепляют.
В результате этой операции ось шпинделя из точки О. вращаясь вокруг центра б, перемесщается в точку Oi, отстоящей от точки О по координате X на необходимом для коррекции расстоянии, рав ном 0,65 мм.
После проведения корректировки положения оси шпинделя по координате X поворотное делительное кольцо 16 поворачивают на втулке 12 до положения, чтобы 0 указатели 18 расположились под углом 90 к указателям 32, т. е. находились бы с указателем 30. по одной оси (фиг. 9).
Корректировку положения оси шпинделя 3 по координате У производят аналогично корректировке по координате X. Для это5 го ослабляют винты 13 и втулку 9 вместе с закрепленным в ней корпусом 1 поворачивают в направлении против часовой стрелки до положения, чтобы указатель 18 совпал с делением 0,4 мм на щкале 35, после Q чего винты 13 закрепляют (флг. 10).
Затем ослабляют винты 10 и корпус 1 поворачивают по часовой стрелке до совмещения указателя 37 с делением 0,4 мм на щкале 36, после чего винты 10 зажимают. При этом ось щпинделя 3, вращаясь 5 вокруг точки 6j (фиг. 13), перемещается из точки Ot в требуемое положение - точку Oj, отстоящую от первоначального положения оси щпинделя точки О по координате X на 0,65 мм вправо, а по коордийате У - на 0,4 мм вверх. Далее цикл корректировки других шпиндельных узлов станка повторяют.
Выполнение шпиндельного узла с эксцентричным корпусом, установленным в трех эксцентричных втулках, позволяет обеспечивать высокую точность настройки и регулировки межцентровых расстояний в координатной плоскости обработки. i Фш.
fS
фа г. 2
Фш.З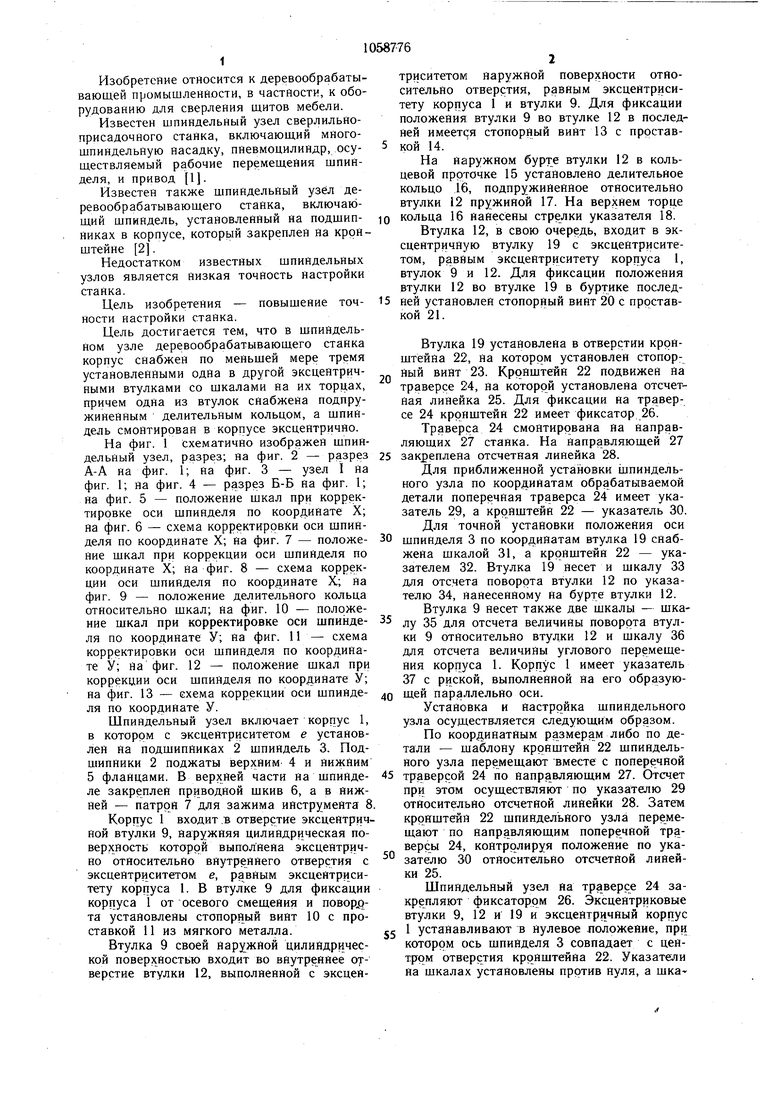

| название | год | авторы | номер документа |
|---|---|---|---|
| Прецизионный газостатический шпиндельный узел | 2021 |
|
RU2771708C1 |
| Устройство для измерения траектории перемещения оси вращения шпинделя | 1985 |
|
SU1301646A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Устройство для обработки оптических деталей | 1983 |
|
SU1121128A1 |
| Двухопорный аэростатический шпиндельный узел | 1975 |
|
SU552140A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Шпиндельный узел металлорежущего станка | 1980 |
|
SU921705A2 |
| Головка шлифовальная | 1972 |
|
SU519289A1 |
| Шпиндельная головка станка | 1978 |
|
SU745600A1 |
| Стенд для измерения | 1985 |
|
SU1263497A2 |


ШПИНДЕЛЬНЫЙ УЗЕЛ ДЕРЕВООБРАБАТБШАЮЩЕГО СТАНКА, включаюший шпиндель, установленный на подшипниках в корпусе, который закреплен на кронштейне, отличающийся тем, что, с целью повышения точности настройки станка, корпус снабжен по меньшей мере тремя установленными одна в другой эксцентричными втулками со шкалами на их торцах, причем одна из втулок снабжена подпружиненным делительным кольцом, а шпиндель смонтирован в корпусе эксцентрично.
2
У
i
35 Г8 30
uJLiiLlijiiTiirtliiimiriliiin M liiii1ii JiiiiLiii
j JJ I /
и/ I ff /V 20 2 7 P2
пА||||||/||1||||||||пПн1|||||Г|||||иип11|1||1М1
фиг.
QSff
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Маковский Н | |||
| В | |||
| Теория и конструкции деревообрабатываюш,их машин | |||
| М., «Лесная промышленность, 1975, с | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДОРАСТВОРИМОЙI | 0 |
|
SU324329A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 0 |
|
SU296646A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
