Станки для точной обработки профильных шаблонов с устройствами для координатного перемещения инструментальной головки и стола и с использованием оптической визирной головки, известны.
Особенностью описываемого станка является то, что инструментальная головка снабжена кареткой для крепления ползуна долбежной головки или бабки с абразивным кругом с обеспечением их ручной и механической подач. Такое выполнение станка позволяет обрабатывать сырые шаблоны резцом, а закаленные-абразивным кругом.
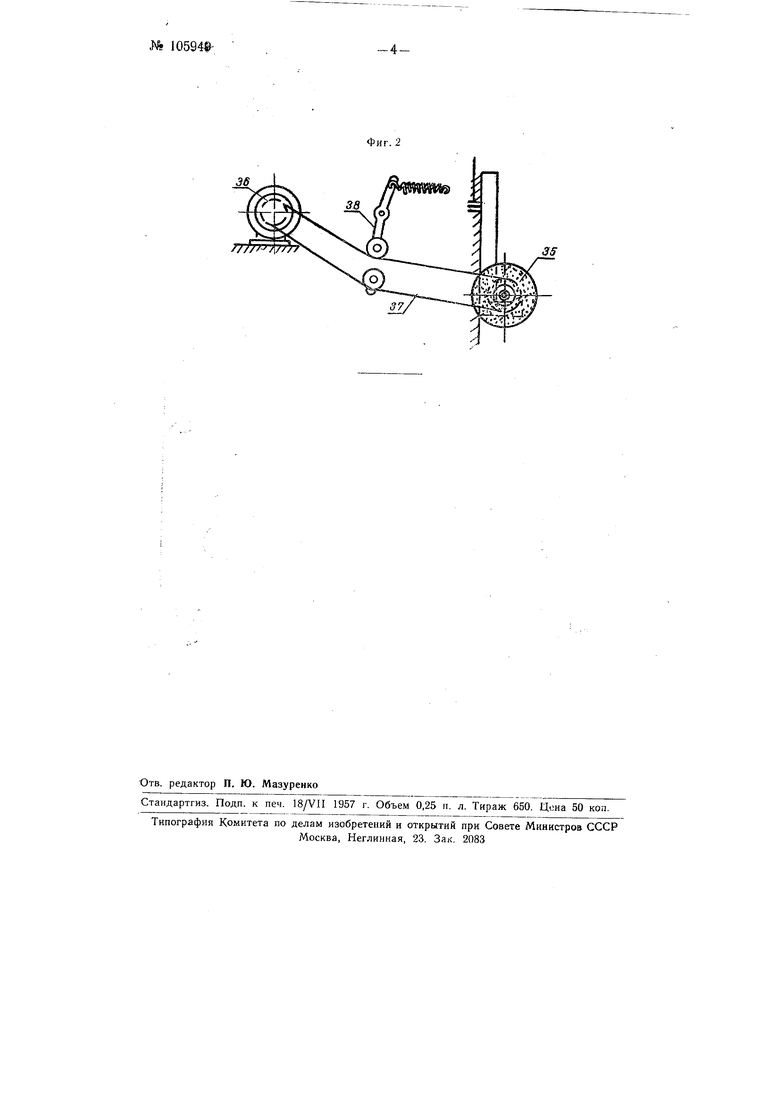
На фиг. 1 дана кинематическая схема станка с установкой долбежной головки для обработки сырых шаблонов резцом; на фиг. 2 - показана бабка с абразивным кругом для обработки закаленных шаблонов.
Электромотор 1, соединенный муфтой 2 с валиком коробки скоростей 3, через пару цилиндрических шестерен 4 передает враш,ение валу 5, на котором сидит подвижной блок шестерен 6, сообщаюш,ий валу 7 одно из четырех различных чисел
оборотов. На конце вала 7 жестко посажен эксцентрик 5 передающий через шатун 9 возвратно-поступательное перемещение каретке 10 инструментальной головки, на которой укрепляется резец 11 или монтируется шлифовальная бабк с абразивным кругом (фиг. 2).
Инструментальная головка станка выполнена из продольной и поперечной кареток (на схеме не показаны) и имеет перемещение, по двум линейным координатам, осушествляемое от механического привода.
Кроме этого, поперечная кареткаинструментальной головки может быть повернута вокруг оси вручную на угол + 45° с максимальным ходом 45 мм.
Поперечное перемещение инструментальной головки осуществляется через рычаг подачи 12, которому сообщается качательное движение от эксцентрика 8, рычаг 13, шлицевой валик 14, храповик /5 и храповоеколесо 16, жестко сидящее на винтепоперечной подачи 17.
Продольная подача головки производится от шлицевого валика винтом (на схеме не показан) через
муфту 18, сухарик 19, эксцентрик 20, систему тяг и рычагов 21, храповик 22 и храповое колесо 23, жестко посаженное на винт продольной подачи.
Пачка обрабатываемых шаблонов укрепляется на координатном столе 24, смонтированном на станине 25.
Врангение столу передается от шлицевого валика через муфту 26, тягу 27, храповик 28, храповое колесо 29, сидящее на червячном валике 30 с червяком 31, и червячное колесо, вокруг оси 32 которого вращается координатный стол.
Помимо механических передач, инструментальная головка и координатный стол станка имеют микрометрическое ручное перемещение по двум линейным координатал.
становка шаблона на необходимые размеры в процессе обработки производится оптической визирной головкой 33, смонтированной на станине станка посредством поворотной укосины 34.
Шлифовальная бабка 35 (фиг. 2) устанавливается на инструментальной головке и приводится во вран1;е.ние от дополнительного мотора 36 плоским ремнем 37, натяжемие которого осуществляется двумя роликами, сидящнмн на поворотном рычаге 38.
Предмет изобретения
Станок для точной обработки профильных щаблонов, снабженный устройствами для координатного перемещения инструментальной головки и стола и оптической пнзирной головкой, отличающийся тем, что, с целью осуществления обработки сырых шаблонов резцом и закаленных-абразивным кругом, ннст;рументальная головка снабжена кареткой для крепления ползуна долбежной головки или бабки с абразивным кругом с обеспечением нх ручной и механической подач.
,
ч
зе
| название | год | авторы | номер документа |
|---|---|---|---|
| Оптический профилешлифовальный станок | 1975 |
|
SU604247A1 |
| Станок для шлифования зубцов джино-линтерных пил | 1938 |
|
SU56888A1 |
| Станок для заточки многолезвийного инструмента с прямыми канавками | 1986 |
|
SU1395462A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Продольно-обрабатывающий станок | 1974 |
|
SU663558A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| КООРДИНАТНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2074081C1 |
| Станок для нарезания зубьев дисковых фрез | 1982 |
|
SU1084118A1 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НАПРАВЛЯЮЩИХ СТАНИН | 1991 |
|
RU2116166C1 |