Изобретение относится к машиностроению и может быть использовано при обработке турбинных лопаток на металлорежущих станках.
Известны способы обработки турбинных лопаток концевой фрезой с использованием черновых и чистовых проходов, во время которых фразу перемещают круговыми строчками с периодическим перемещением последней вдоль оси лопатки 1.
Однако вследствие снятия на черновом проходе основной части припуска в пределах всей поверхности профиля, жесткость пера турбинной лопатки существенно снижается. В связи с этим последующее чистовое фрезерование осуществляется при пониженных режимах резания.
Цель изобретения - повышение производительности обработки.
С этой целью согласно способу обработки турбинных лопаток концевой фрезой с использованием черновых и чистовых проходов, во время которых фрезу перемещают круговыми строчками с периодическим перемещением ее вдоль оси лопатки, черновые и чистовые проходы чередуют, причем суммарную ширину строчек во время очередного чернового прохода выбирают больще суммарной ширины строчек последующего чистового прохода.
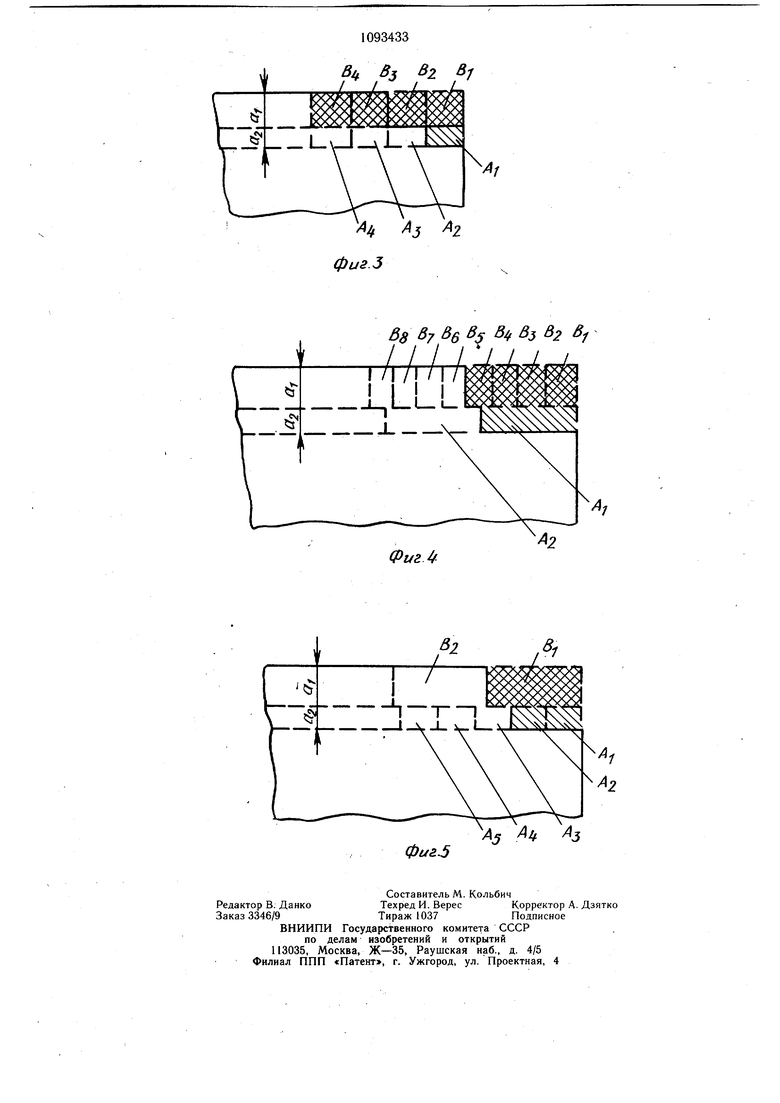
На фиг. 1 представлена схема обработки турбинных лопаток, пример распределения припусков на обработку; на фиг. 2 - схема формообразования круговыми строчками; на фиг. 3 - вариант обработки, при котором ширина строчки черновых проходов равна щирине строчки чистовых проходов; на фиг. 4 - вариант обработки, когда ширина строчки при чистовой обработке превышает ширину строчки при черновой обработке; на фиг. 5 - вариант обработки, когда ширина строчки при черновой обработке превышает щирину строчки при чистовой обработки.
Способ осуществляется следующим образом.
Заготовку 1 устанавливают на известном четырехкоординатном станке с ЧПУ в патроне 2 и заднем центре 3 с возможностью вращения вокруг оси OiOi в процессе обработки ее фрезой 4. Суммарный припуск а снимается черновыми и чистовыми строчками, причем строчки черновой обработки снимают припуск а,, а строчки чистовой обработки - припуск Oj.
Обозначения на фиг. : А - поверхность лопатки после чистовой обработки; В - поверхность заготовки после черновой обработки; С - поверхность заготовки до обработки.
Лопатку обрабатывают концевой фрезой с плоским торцем. Строка Bt предшествуQ ет по времени строке Bi.
Обработку можно производить, если ширина строчки чистовых проходов равна ширине строчки черновых проходов. В этом случае, чтобы при чистовой обработке га.рантировать отсутствие контакта инструмента с черновым припуском, необходимо выполнять обработку в последовательности BI Вг AI БЗ 2 и т.д.
В случае, представленном на фиг.4 , последовательность обработки следующая:
Si Вг Вз В А, BS Be В Bg Л и т.д. В случае, представленном на фиг. 5, последовательность обработки следующая: Лг Bj Л, Л Л; и т.д.
Предлагаемый способ позволяет значительно сократить время чистового фрезеро вания за счет возможности применения более высоких режимов резания, что повышает производительность обработки.
лфае 2
Bit В 2 Sj
II
фиг. 5
Ai, A A2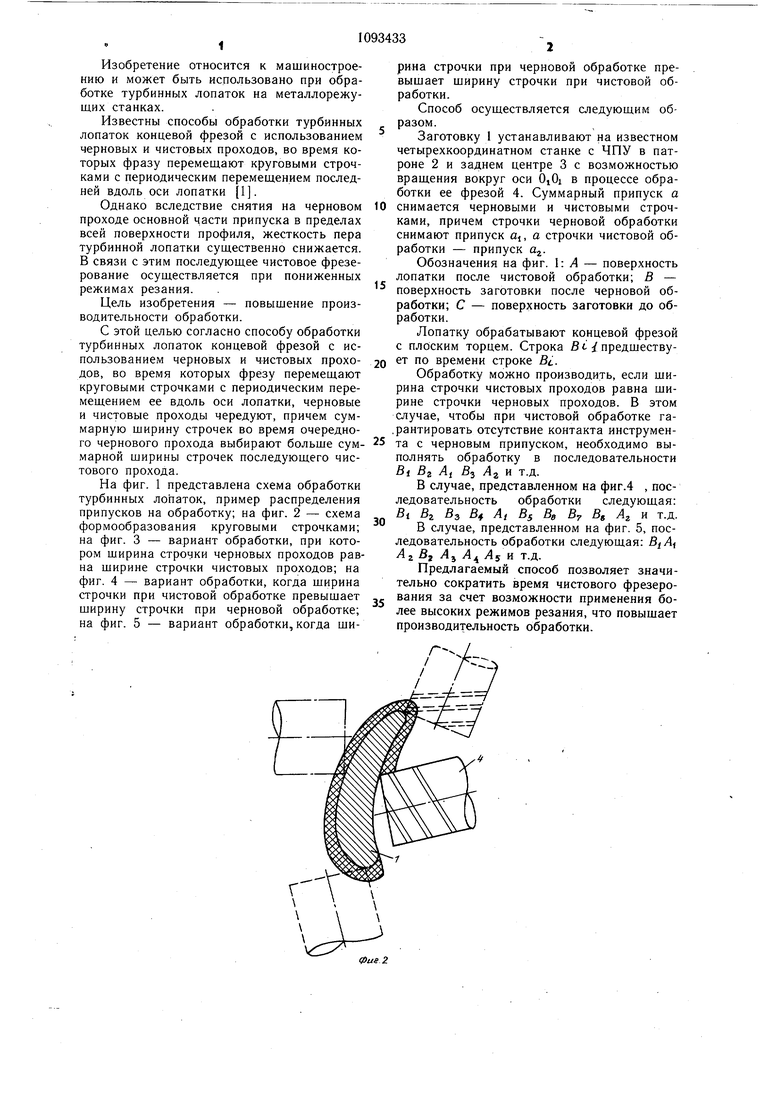
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| Способ изготовления маложестких лопаток роторов при одноопорном закреплении на станках с ЧПУ | 2018 |
|
RU2688987C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ НА СТАНКАХ С ЧПУ МОДЕЛЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2011 |
|
RU2481177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2257277C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОБЛОЧНОГО ЛОПАТОЧНОГО КОЛЕСА РОТОРА И КОЛЕСО | 2002 |
|
RU2287409C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2014 |
|
RU2588757C2 |
СПОСОБ ОБРА БОТКИ ТУРБИННЫХ ЛОПАТОК концевой фрезой с использованием черновых и чистовых проходов, во время ко;горых фрезу перемещают круговыми строчками с периодическим перемещением ее вдоль оси лопатки; отличающийся тем, что, с целью повышения производительности обработки, черновые и чистовые проходы чередуют, причем суммарную ширину строчек во время очередного чернового прохода выб;1рают больше суммарной щирины строчек последующегб чистового прохода. со со N 00 оо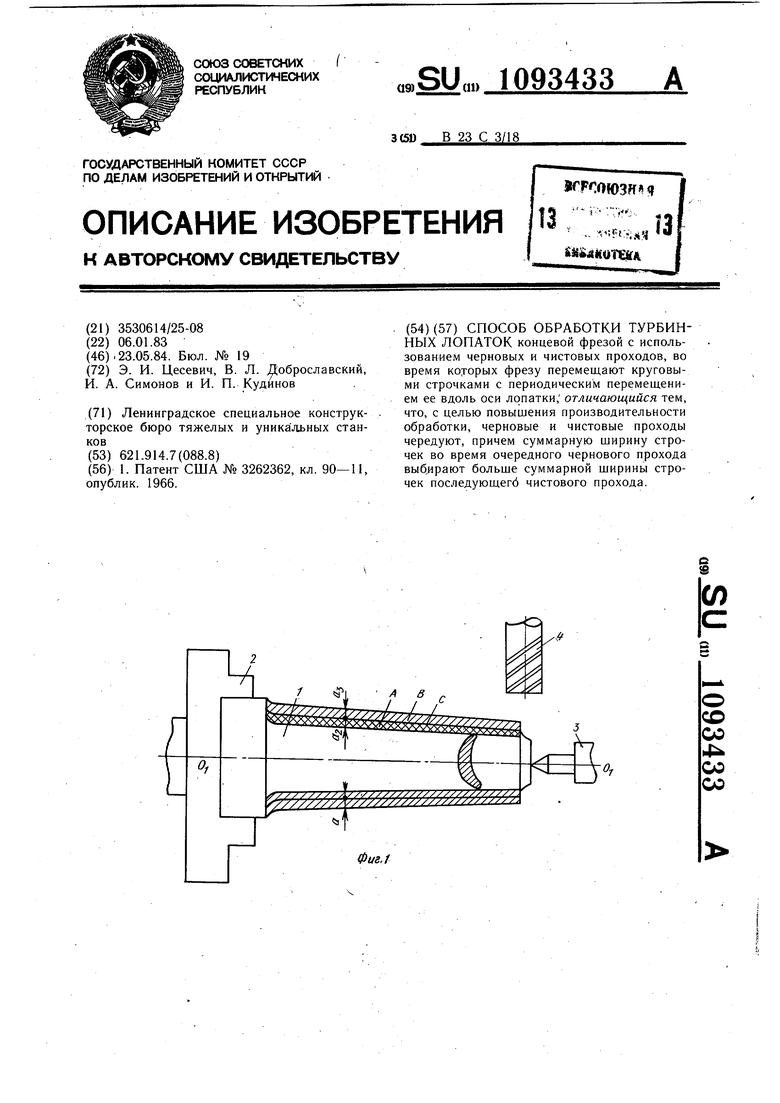
r
t
63 S 6 % « J 2
/ / / /:
I /I / /1 /
LLLL
Фш
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3262362, кл | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
