Изобретение относится к обработке металлов давлением и может быть наиболе е эффективно использовано в процессах штамповки полых деталей из тонколистовых плоских заготовок. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ штамповки полых деталей из плоских листовых заготовок, по которому усилие деформации на заготовку передают через пластичный, легко деформируемый материал, устанавливаемый в контакте с заготовкой 1. Однако в известном способе в процессе штамповки тонколистовых заготовок образуются трудно устранимые гофры, снижающие качество получаемых деталей. Цель изобретения - повышение качества деталей при штамповке толколистовых заготовок. Поставленная цель достигается тем, что согласно способу штамповки полых деталей из листовых заготовок, по которому усилие деформации передают на заготовку через пластичный, легко деформируемый материал, устанавливаемый в контакте с заготовкой, заготовку помещают в пакет между двух изготовленных из пластичного легко деформируемого материала элементов, прилегающие к заготовке поверхности которых выполнены плоскими, а противоположные - у одного выпуклой, а у другого вогнутой формы, соответствующей форме готовой детали, после чего осаживают пакет в осевом направлении сежду плоскими бойками. Изобретение иллюстрируется чертежами, на которых изображено: на фиг. 1-3 изображена схема процесса получения детали типа сферического днища в Начальный, промежуточный и конечНый моменты штамповки; на фиг. 4 - типовые конструкции деталей, получаемых предлагаемым способом. Устройство для осуществления способа содержит устанавливаемый на столе пресса (не показан) контейнер 1 с нижним 2 неподвижным и верхним 3 подвижным бойками, имеющими плоскую рабочую поверхность. Способ осуществляется следующим образом. Листовую заготовку 4 помещают в пакет между двумя формообразующими элементами 5 и 6, выполненными из пластичного, легко деформируемого материала, например, свинца. Прилегающие к заготовке поверхности элементов 5 и 6 - плоские. Противо.положная же поверхность у элемента 5 имеет выпуклую, а у элемента б - вогнутую форму. Эти поверхности выполнены в соответствии с формой щтампуемой детали 7. В собранном виде пакет из заготовки 4 и формообразующих элементов 5 и 6, нагретый (если это необходимо) до определенной температуры, помещают в контейнер 1, после чего осаживают пакет в-осевом направлении между бойками 2 и 3. В процессе осадки сначала осуществляется зажим заготовки между элементами 5 и 6 по всей ее поверхности, а затем последовательно деформирование зажатой в пакете заготовки вплоть до получения заданной конфигурации детали 7. При этом деформация элементов 5 и б в радиальном направлении .ограничивается стенками контейнера. В результате в процессе осадки обеспечиваются условия плоскопараллельного сдвига слоев пакета в направлении приложения нагрузки. После осуществления процесса щтамповки пакет извлекается из контейнера и разбирается, а перфомованные элементы 5 и б собираются в пакет со следующей листовой заготовкой, после чего цикл повторяется. По предлагаемому .способу изготовляют деталь типа сферического днища радиусом сферы R 18 м.м, диаметром D 30 мм, высотой h 10 мм и толщиной стенки S 0,5 мм. Формообразующие элементы выполнены из алюминиевого сплава АМуМ с пределом прочности 12 кгс/см. Удельное давление в процессе штамповки составляет 24 кгс/см. Применение изобретения позволяет расширить технологические возможности способа и повысить качество деталей, щтампуемых из тонколистовых, в том числе и труднодеформируемых заготовок.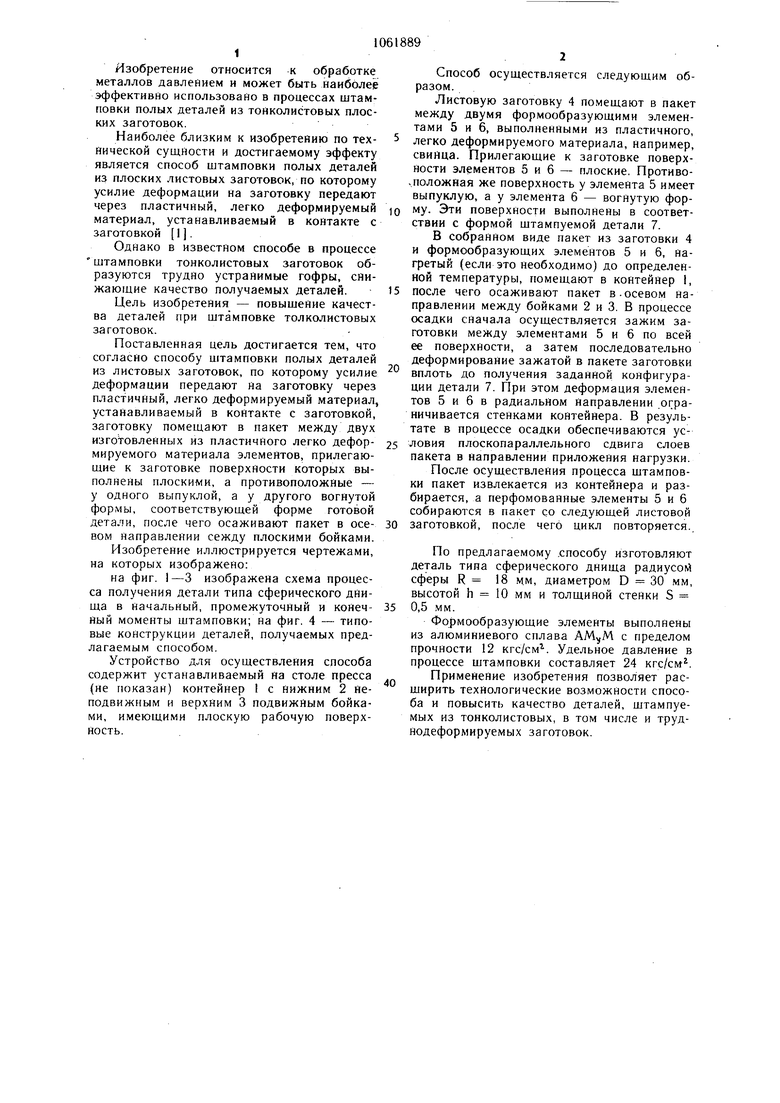
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2082524C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| Устройство для штамповки полых деталей из листовых заготовок | 1983 |
|
SU1143490A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗНОТОЛЩИННЫХ ЛИСТОВЫХ ИЗДЕЛИЙ | 2001 |
|
RU2209702C2 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2118219C1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2012 |
|
RU2506136C1 |
| Способ штамповки деталей из листовых заготовок | 1986 |
|
SU1395404A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧЕЧНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ ПЛАСТИЧНЫМ МЕТАЛЛОМ | 2016 |
|
RU2623510C1 |
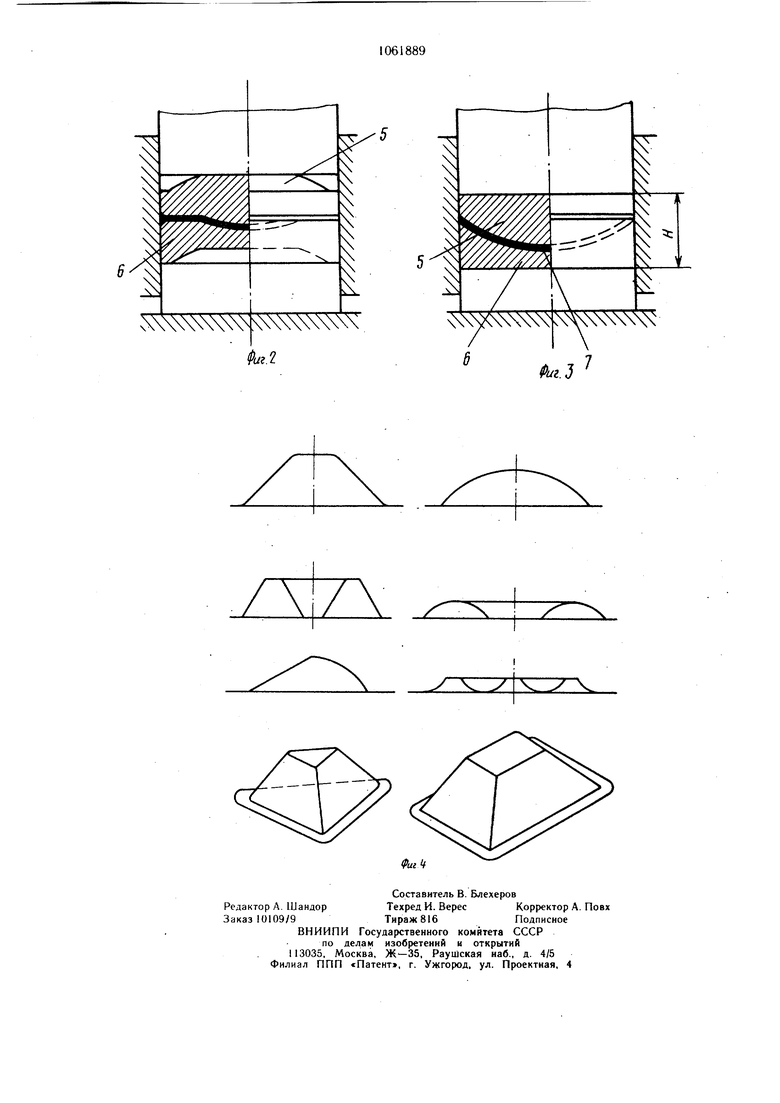
СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК, при котором усилие деформации передают на заготовку через пластич; ный легко деформируемый материал, ус танавливаемый в контакте с заготовкой, отличающийся тем, что, с целью повышеяия качества деталей при штамповке тонколистовых заготовок, заготовку помещают в пакет между двух изготовленных из пластичного пегко деформируемого материала элементов, прилегающие к заготовке поверхности которых выполнены плоскими, а противоположные - у одного выпуклой, а у другого вогнутой формы, соответствующей форме готовой детали, после чего осаживают пакет в осевом направлении между плоскими бобками. s (Л о оо 00 со Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU172265A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
