(Л
со х
Oi
N
О 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки выдавливанием изделий с ребрами жесткости | 1989 |
|
SU1696079A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Способ изготовления поковок | 1988 |
|
SU1595617A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| Устройство к прессу для электроконтактного нагрева заготовок | 1980 |
|
SU1106076A1 |
| Способ штамповки полых деталей из плоских листовых заготовок | 1982 |
|
SU1061889A1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| Способ смазывания штампов перед объемной штамповкой | 1985 |
|
SU1278090A1 |
| Способ вытяжки с нагревом | 1986 |
|
SU1333446A1 |

Изобретение относится к области обработки металлов давление.м и может быть использовано в машиностроении при штамповке деталей из листовых заготовок с электроконтактным нагревом. Цель - снижение энергоемкости путем уменьшения усилия деформирования. Электропроводящие прокладки (П) 2 и 3 штампуют по форме готовой детали. Заготовку 1 устанавливают между П 2 и 3 и прижимают к за- /отовке 1 верхнюю П 2. Многократное использование предварительно отшта.мпован- ных по форме готовой детали П 2 и 3 обеспечивает снижение энергоемкости, поскольку усилие деформирования только одной заготовки 1 значительно меньше, чем усилие деформирования всего пакета, состоящего из заготовок 1иП2иЗ. П2иЗ выполняют из материала .менее пластичного при температуре деформирования, чем материал заготовки. Это обеспечивает стойкость П 2 и 3. 2 з.п. ф-лы, 4 ил.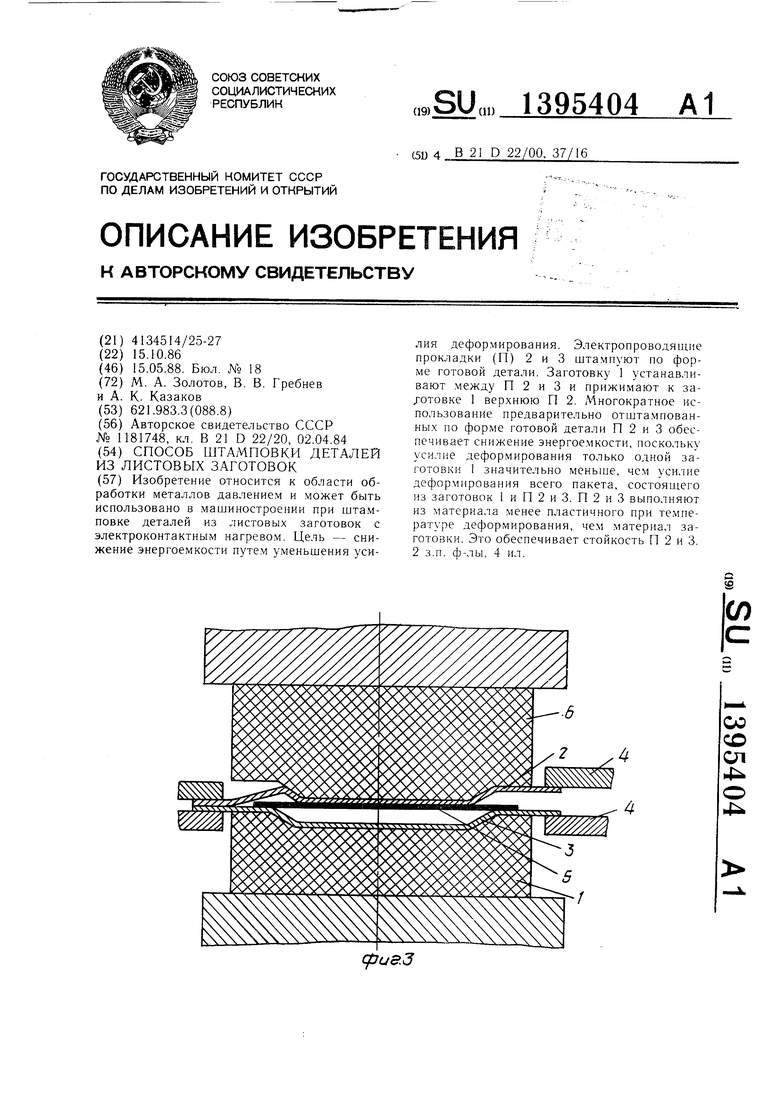
(рие.З
Изобретение относится к обработке металлов давлением, а именно к способам штамповки деталей из листовых заготовок.
Цель изобретения - снижение энергоемкости путем уменьшения усилия деформирования.
Изобретение поясняется чертежами.
На фиг. 1 изображена схема формирования технологических прокладок; на фиг. 2- схема установки заготовки между прокладками; на фиг. 3 - схема прижима верхней прокладки и заготовки; на фиг. 4 - положение прокладок и готовой детали в конечный момент штамповки.
Способ осуш,ествляют следующим образом.
Листовую заготовку 1 устанавливают между плоскими технологическими прокладками 2, 3 и зажимают концы прокладок 2 и 3 в контакт.чых губках 4. Через прокладки 2 и 3 пропускают электрический ток, нагревают их до температуры штамповки, оптимальной для выбранного материала прокладок, и деформируют путем приложения усилия деформирования к матрице 5 и пуансону 6. При этом прокладки 2 и 3 деформируют до придания им формы гравюр матрицы 5 и пуансона 6, для чего гравюру последних предварительно выполняют с минусовым допуском на толщину прокладок 2 и 3. После деформации отключают ток нагрева, отводят пуансон 6. разжимают и отводят контакты с одной стороны (например контакты 4), приподнимают свободный конец верхней прокладки 2 и удаляют из зоны штампа технологическую заготовк 1. Затем в полость между прокладками 2 и 3 помефи-д. f
щают заготовку 1 (фиг. 2), пуансоном 6 поджимают верхнюю прокладку 2 к заготовке 1 (фиг. 3), зажимают концы прокладок 2 и 3 в контактных губках 4, нагревают заготовку 1 до температуры деформирования и деформируют последнюю, используя пpoKv aдки 2 и 3 в качестве пуансона и матрицы (фиг. 4). С целью обеспечения необходимой стойкости TexHOvaorn4ecKHe прокладки 2 и 3 изготовляют из материала
более прочного и менее пластичного при
температуре деформирования заготовки 1,
чем материал деформируемой заготовки 1.
Предварительная формовка прокладок
обеспечивает снижение усилия деформирования, поскольку дефор.мированию подвергается не весь трехслойный пакет, состоя- идий из заготовок и двух прокладок, а только одна заготовка.
0
5
0
Формула изобретения
Фиг. г
cpus.
| Способ штамповки деталей из листового металла с технологическими прокладками | 1984 |
|
SU1181748A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
