Изобретение относится к обработке металлов давлением и может быть использовано, например, при изготовлении панелей, лючков и других листовых деталей с утолщенными кромками, учитывающими их снижение прочности в зоне термического влияния при выполнении сварочных работ с соседними деталями.
Известно техническое решение по изготовлению разнотолщинных листовых изделий за счет образования утолщений на кромках листов путем осадки металла, например, рабочим роликом в закрытую полость между плоским основанием и прижимной планкой с использованием гидравлического прижимного устройства, выполненного в виде системы роликов, расположенных по обе стороны листа напротив рабочего ролика [1]. Недостатком этого технического решения является сложность оборудования для осуществления осадки металла с наличием самостоятельных приводов прижима заготовки, осадки металла и необходимость регулирования силовыми и скоростными параметрами утолщения кромок листов.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому эффекту является способ изготовления разнотолщинных листовых изделий, при котором создание деформаций сдвига в заготовке в направлении силового воздействия на заготовку обеспечивает получение толщин в листе, разнящихся в 2,0 и более раза [2].Однако отмеченную разнотолщинность получают, во-первых, в полом листовом изделии, а не в плоской листовой заготовке и, во-вторых, эту разнотолщинноcть получают за счет утонения исходного материала, а не за счет его утолщения, что значительно ограничивает возможности способа по прототипу.
Технический результат, достигаемый при использовании изобретения, заключается в устранении отмеченных недостатков прототипа при изготовления разнотолщинных листов и заготовок, в повышении коэффициента использования металла, а также в снижении трудоемкости механообработки при изготовлении изделий.
Достижение указанного технического результата от использования разработанного изобретения обеспечивается тем, что способ изготовления разнотолщинных листовых изделий включает создание деформации сдвига в направлении силового воздействия плоскими бойками в плоской листовой заготовке постоянной толщины, помещение в пакет между двумя деформируемыми формообразующими элементами и осаживание в контейнере между плоскими бойками с сопутствующим изменением исходной толщины до требуемой толщины изделия, при этом проводят предварительную штамповку плоской листовой заготовки в полый полуфабрикат с выштамповкой в форме усеченного конуса, образующую которого наклоняют под углом α к его оси согласно зависимости:
α = arcsin(So/Sу),
причем малое основание усеченного конуса диаметром d располагают над большим основанием диаметром D на высоте Нпф, устанавливаемой по формуле:
Hпф = [(Bу+2•Bп)•cosα-So•(1-sinα))]/sinα,
в пакет между двумя формообразующими элементами помещают полученный полуфабрикат, формообразующие элементы выполняют равновысотными в осевом направлении с наружным диаметром До и с внутрипакетными рабочими поверхностями, контактирующими с соответствующими поверхностями полуфабриката, а противоположные поверхности последних в плане выполняют по форме усеченных конусов с диаметрами оснований D и d и высотой между ними Нпф, причем суммарную высоту HΣ в осевом направлении полученного пакета из формообразующих элементов и полуфабриката принимают постоянной и равной:
HΣ = (0,2-0,3)•Дo,
после чего осаживание полученного пакета проводят в контейнере диаметром До, преобразуя исходную толщину So полуфабриката в утолщенную часть Sy изделия с образованием переходных зон утолщений от So к Sy по линейному закону на участках шириной Вп согласно формулам:
Bп = Rн•cosα и Sу = So/sinα,
где So - исходная толщина полуфабриката;
Sy - толщина изделия;
Вп - ширина зоны переходной толщины;
By - ширина утолщенной части изделия;
HΣ - суммарная толщина формообразующих элементов с полуфабрикатом;
Нпф - высота выштамповки в полуфабрикате;
До - диаметр контейнера, обжимных бойков, полуфабриката и формообразующих элементов;
D - диаметр большого основания усеченного конуса;
d - диаметр малого основания усеченного конуса;
α - угол наклона стенки полуфабриката к оси устройства;
Rн - наружный радиус изгиба стеночной части полуфабриката.
Изобретение поясняется чертежами, где показано:
на фиг. 1 - продольное сечение устройства для утолщения кромок листов в исходном положении;
на фиг.2 - то же в положении перед началом штамповки;
на фиг.3 - то же в положении после окончания штамповки;
на фиг.4 - то же в положении перед удалением утолщенного листа c формоизменяющими элементами из устройства;
на фиг.5 - расчетная схема для определения параметров утолщения листов.
Согласно фиг. 1-5 способ изготовления разнотолщинных изделий осуществляется следующим образом. Сначала штампуют листовую заготовку в обычных штампах или на токарно-давильном станке в равнотолщинный полуфабрикат 1 (см. фиг. 1) в виде чаши диаметром До, толщина которой во фланцевой, донной и стеночной частях одинакова и равна исходной толщине заготовки Sо.
После этого полуфабрикат 1 собирают с предварительно изготовленными (отштампованными или литыми) формообразующими элементами 2 и 3 в пакет диаметром До и суммарной толщиной HΣ и устанавливают его на нижний боек 4, прикрепленный к столу пресса 5. При рабочем ходе пресса сначала опускается вниз наружный ползун пресса 6 c контейнером 7, а затем - внутренний ползун пресса (условно не показан) с верхним бойком 8 до соприкосновения с верхним фомообразующим элементом 2 (см. фиг.2). Дальнейшее опускание ползуна пресса с верхним бойком 8 приводит к пластической деформации формообразующих элементов 2 и 3 с полуфабрикатом 1 и в крайнем нижнем положении верхнего бойка 8 они принимают вид согласно фиг.3, в результате чего формообразующие элементы принимают плоскую форму 9 и 10, а полуфабрикат 1 штампуется в плоское изделие 11, при этом фланцевая часть 12 и донная часть 13 полуфабриката 1 (находясь в прижатом состоянии между плоскими участками формообразующих элементов 9 и 10) практически не деформируются. Стеночная же часть 14 полуфабриката 1 при снижении его фланцевой части 12 относительно донной части 13 пластически деформируется в утолщенную часть 15 изделия 11 за счет деформаций сдвига в направлении силового воздействия на пластически деформируемый пакет из формообразующих элементов 2 и 3 с полуфабрикатом 1 (см. фиг.3). После окончания изготовления изделия 11 наружному ползуну пресса 6 с контейнером 7 сообщают перемещение в крайнее верхнее положение и затем поднимают вверх плоский боек 8. Оставшиеся на плите 4 сдеформированные формообразующие элементы 9 и 10 вместе с отштампованным изделием 11 удаляют из рабочей зоны пресса: первые для переплавки их в новые формообразующие элементы 2 и 3, а изделие 11 - для последующей механообработки, при этом металлом для формообразующих элементов могут служить легкоплавкие пластически деформируемые металлы, например, сплав Вуда (Тпл=60oС), сплав Гутри (Тпл=45oС), сплав Липовица (Тпл= 70oС) и др.[3]. Для предложенного способа изготовления разнотолщинных изделий применение легкоплавких металлов с цинковыми добавками по [4] имеет ряд технологических преимуществ.
Во-первых, он дешевле других сплавов, т.к. содержит меньше висмута, а дорогостоящий компонент - олово в нем отсутствует.
Во-вторых, температура плавления этого сплава ниже 100oС и поэтому для выплавления этой рабочей среды из отштампованного пакета с изделием и для изготовления новых формообразующих элементов можно применять кипящую воду.
В-третьих, содержание в легкоплавком металле по [4] цинка в 1,0, 2,0 и 3,0% обеспечивает твердость по Бриннелю соответственно в 13,9, 15,1 и 17,0 НВ [4], что позволяет применять этот сплав при штамповке разнотолщинных изделий с широким диапазоном механических свойств листовых заготовок.
Таким образом для осуществления разработанного способа не требуются жесткие носители форм изделий и поэтому переформовка равнотолщинного полуфабриката в разнотолщинное изделие осуществляется с использованием деформаций сдвига, направление и величину которым задают охватывающими полуфабрикат формообразующими элементами 2 и 3.
При диаметре контейнера 7, верхнего и нижнего бойков 8 и 4, а также полуфабриката 1 с формообразующими элементами 2 и 3, равным До, суммарную высоту HΣ формообразующих элементов 2 и 3 вместе с толщиной фланца полуфабриката 1 следует принимать в пределах
HΣ = (0,2÷0,3)•Дo, (1)
т. к. при HΣ<0,2•Дo возможно искривление стеночных участков формообразующих элементов 2, 3 с полуфабрикатом 1 и, как следствие, неуправляемое утолщение изделия, а при HΣ>0,3•Дo имеет место нецелесообразное повышение усилия деформирования рассматриваемого пакета.
Расчетная схема на фиг.5 позволяет установить соответствующие параметры осуществления способа изготовления разнотолщинных изделий из полуфабриката постоянной толщины (Sо = сonst).
В связи с тем, что стеночная часть 14 полуфабриката 1 с исходной толщиной Sо наклонена к оси устройства (или, что то же, к направлению силового воздействия на полуфабрикат 1) под углом α, то толщина стенки Sу полуфабриката в этом направлении (см. отрезок "dg") будет:
Sy = dg = So/sinα (2).
Значение промежуточной толщины Sβ согласно фиг.5 записывается в виде ,
,
откуда, как и следовало ожидать, при в = 0 имеем толщину в донной части изделия
Sβ = So•(1+0/tgα = So (4)
а при β = 90-α (т.е. в начале образования стеночной части полуфабриката) получаем:
Графоаналитический метод решения уравнения (3) для углов наклона стенки полуфабриката 1 к оси устройства α=30o, 45o, 60o показывает, что переход толщины Sо к Sу и толщины Sу к Sо (см. эпюры Sβ = f(β) для α=30o, 45o и 60o на фиг.5) при наружном радиусе скругления стеночной части полуфабриката 1 с его донной и фланцевой частями Rн = Sо (а также и при внутреннем радиусе скругления Rвн = 0) происходит плавно и практически линейно на участках шириной
Bп = So•sinβ = So•sin(90-α) = So•cosα (6)
Для установления геометрических параметров полуфабриката 1 и формообразующих элементов 2 и 3 необходимо определить высоту выштамповки Нпф в полуфабрикате 1, которая согласно фиг.5 может быть представлена зависимостью:
Нпф = OA-OB = (By+2•Bп)/tgα-(Oo′-So)
или, имея в виду, что tgα = sinα/cosα,Oo′ = o′d/sinα = So/si α, получаем
Нпф = [(By+2•Bп)•cosα-So•(1-sinα)]/sinα (7)
Представленные данные позволяют установить геометрические параметры как исходной листовой заготовки и полуфабриката 1, так и формообразующих элементов 2 и 3 для получения разнотолщинных изделий круглой, прямоугольной и др. формы в плане.
Рассмотрим пример изготовления предложенным способом лючка круглой формы в плане при наружном и внутреннем диаметрах его утолщения Dн=200 мм и Dвн= 180 мм (ширина утолщения Ву=(Dн-Dвн)/2=(200-180)/2=10 мм) и ширине фланца Вфл= 5 мм из листового алюминиевого сплава АМг6М (σв = 34 кгс/мм2) толщиной Sо=2 мм при его утолщении до Sу=4 мм (см. фиг.1, 2 и 5) с использованием для формообразующих элементов 2 и 3 легкоплавкого металла по [4] с цинковой добавкой в 1% (σв.ф.э = 7 кгс/мм2).
Полуфабрикат 1 и формообразующие элементы 2 и 3 в форме усеченных конусов согласно фиг.1,2 и 5 должны иметь стенку под углом наклона α к оси изделия, величина которого определяется по формуле (2):
sinα = So/Sy = 0,5 или α = arcsin0,5 = 30°.
При этом ширину переходной зоны Вп устанавливают (при Rн = Sо=2 мм) по формуле (6):
Таким образом ширина зоны утолщения изделия 11 определяется наружным и внутренним диаметрами D= Dн+2•Вп= 200+2•1,73= 203,46 мм и d=Двн-2•Вп=180-2•1,73= 176,54 мм (или  ), а наружный диаметр полуфабриката 1 (следовательно, и контейнера 7) составляет
), а наружный диаметр полуфабриката 1 (следовательно, и контейнера 7) составляет
До=D+2•Вф=203,46+2•5=213,46 мм.
При этом высота выштамповки в полуфабрикате 1 согласно формуле (7) составляет:
Геометрические параметры изделия 11 почти полностью определяют соответствующие параметры полуфабриката 1 за исключением того, что параллельные линии, определяющие утолщение Sу в листе толщиной Sо, направляют параллельно друг другу, но под углом α к оси симметрии изделия из точек 0'и 0", с последующим сопряжением их с соответствующими линиями в донной и фланцевой частях полуфабриката 11 радиусом Rн=Sо из точек 0' и 0".
Установленные параметры наружной поверхности полуфабриката 1 полностью определяют наружную и внутреннюю поверхности верхнего формообразующего элемента 2, причем наружная поверхность последнего должна быть в форме усеченного конуса при наружном его диаметре, равном До, малое и большое основания (диаметры которых соответственно будут D и d) должны отстоять друг от друга по высоте на расстоянии Нпф, а соответствующие параметры внутренней поверхности формообразующего элемента 2 определяются параметрами наружной поверхности полуфабриката 1, находящегося в контакте с формообразующим элементом 2.
Аналогично определяются геометрические параметры нижнего формообразующего элемента 3 по соответствующим данным рабочих поверхностей полуфабриката 1.
Для получения полуфабриката 1 в виде усеченного конуса (по [5], с.90, номер формулы 14) определяют диаметр заготовки Dв, которую штампуют свинцом по металлической матрице (согласно [5], с.314, рис.276), после чего из легкоплавкого металла по [4] изготавливают формообразующие элементы 2 и 3, собирают их с полуфабрикатом 1 в пакет, который помещают на нижний боек 4, и при рабочем ходе пресса осаживают верхним бойком 8 в контейнере 7. Полученное изделие 11 отправляют на последующую механообработку, а формообразующие элементы 9 и 10 на переплавку в новые элементы 2 и 3.
Усилие пресса, потребное для осуществления предложенного способа изготовления разнотолщинных изделий, определяется площадью контейнера в плане Fк = π/4•D
Рпр=Fк•Ов.ф.э. = 0,785•213,5•7=317688 кгс=317,7 тнc
Таким образом по приведенным данным устанавливают как геометрические параметры заготовки для штамповки полуфабриката, самого полуфабриката, формообразующих элементов и штамповой оснастки для осуществления предложенного способа изготовления разнотолщинных изделий, так и силовые параметры оборудования для его осуществления.
Аналогично изготавливаются рассматриваемым способом и неосесимметричные изделия различной формы в плане.
Источники информации
1. Авт. св. СССР 168863, МПК В 21 D, БИ 23, опубл. 22.11.1963.Штамп для образования утолщений на кромках листов. Сизов Е.С. и др.
2. Ав. св. СССР 1061889, B 21 D 22/20, БИ 47, опубл. 23.12.83. Способ штамповки полых деталей из плоских листовых заготовок. Сизов Е.С.
3. Х.М. Мунасипов. Исследование и разработка легкоплавких сплавов и неметаллических композиций для крепления заготовок лопаток при их механической обработке. Приложение к журналу АП 8.
4. Авт. св. CCCP 1226858. Легкоплавкий металл на основе висмута. (Авторы: Х.М. Мунасипов, В.К. Доронченков, О.А. Московский, Ю.М. Леонтьев).
5. В. П. Романовский. Справочник по холодной штамповке. - Л.: Машиностроение, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| СПОСОБ ОБРАЗОВАНИЯ ОТБОРТОВОК В ШИРОКОФЛАНЦЕВЫХ ДЕТАЛЯХ | 1997 |
|
RU2116853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2192324C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ТРАПЕЦЕИДАЛЬНЫМИ КОЛЬЦЕВЫМИ ГОФРАМИ | 2000 |
|
RU2161543C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПРОФИЛИРОВАННЫХ ПО ТОЛЩИНЕ ЗАГОТОВОК ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2015 |
|
RU2595307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУСФЕР ИЗ ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2212970C2 |
| СПОСОБ ОБЛОЙНОЙ ШТАМПОВКИ ИЗДЕЛИЙ С ОДНОСТОРОННЕЙ ПЕРИОДИЧНОСТЬЮ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111823C1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2118219C1 |

Изобретение относится к обработке металлов давлением и может быть использовано, например, при изготовлении панелей, лючков и других листовых деталей с утолщенными кромками, учитывающими их снижение прочности в зоне термического влияния при выполнении сварочных работ с соседними деталями. Способ изготовления разнотолщинных листовых изделий включает создание деформации сдвига в направлении силового воздействия на заготовку плоскими бойками в плоской листовой заготовке постоянной толщины, при этом проводят предварительную штамповку плоской листовой заготовки в полый полуфабрикат с выштамповкой в форме усеченного конуса. Полученный полуфабрикат помещают в пакет между двумя формообразующими элементами, которые выполнены равновысотными в осевом направлении с наружным диаметром До и с внутрипакетными рабочими поверхностями, контактирующими с соответствующими поверхностями полуфабриката. Противоположные поверхности последних для круглых изделий в плане выполняют по форме усеченных конусов. Суммарную высоту в осевом направлении полученного пакета из формообразующих элементов и полуфабриката принимают постоянной и равной (0,2-0,3)•До. Затем проводят осаживание полученного пакета в контейнере диаметром До, преобразуя исходную толщину полуфабриката в утолщенную часть изделия с образованием переходных зон утолщений. Техническим результатом изобретения является устранение отмеченных недостатков ближайшего аналога при изготовлении разнотолщинных листов и заготовок, повышение коэффициента использования металла, а также снижение трудоемкости механообработки при изготовлении изделий. 5 ил.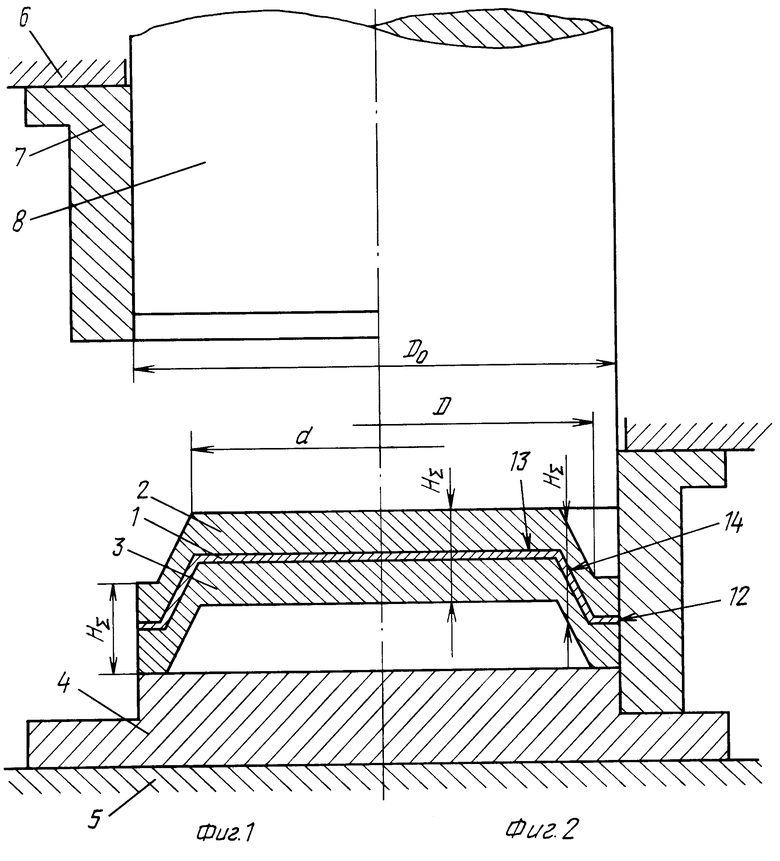
Способ изготовления разнотолщинных листовых изделий, включающий создание деформации сдвига в направлении силового воздействия плоскими бойками в плоской листовой заготовке постоянной толщины, помещение в пакет между двумя деформируемыми формообразующими элементами и осаживание в контейнере между плоскими бойками с сопутствующим изменением исходной толщины до требуемой толщины изделия, отличающийся тем, что проводят предварительную штамповку плоской листовой заготовки в полый полуфабрикат с выштамповкой в форме усеченного конуса, образующую которого наклоняют под углом α к его оси согласно зависимости
α = arcsin(So/Sу),
причем малое основание усеченного конуса диаметром d располагают над большим основанием диаметром D на высоте Нпф, устанавливаемой по формуле
Hпф = [(Bу+2•Bп)•cosα-So•(1-sinα))]/sinα,
в пакет между двумя формообразующими элементами помещают полученный полуфабрикат, формообразующие элементы выполняют равновысотными в осевом направлении с наружным диаметром До и с внутрипакетными рабочими поверхностями, контактирующими с соответствующими поверхностями полуфабриката, а противоположные поверхности последних в плане выполняют по форме усеченных конусов с диаметрами оснований D и d и высотой между ними Нпф, причем суммарную высоту HΣ в осевом направлении полученного пакета из формообразующих элементов и полуфабриката принимают постоянной и равной
HΣ = (0,2-0,3)•Дo,
после чего осаживание полученного пакета проводят в контейнере диаметром До, преобразуя исходную толщину So полуфабриката в утолщенную часть Sy изделия с образованием переходных зон утолщений от So к Sy по линейному закону на участках шириной Вп согласно формулам
Bп = Rн•cosα и Sу = So/sinα,
где So - исходная толщина полуфабриката;
Sy- толщина изделия;
Вп - ширина зоны переходной толщины;
By - ширина утолщенной части изделия;
HΣ - суммарная толщина формообразующих элементов с полуфабрикатом;
Нпф - высота выштамповки в полуфабрикате;
До - диаметр контейнера, обжимных бойков, полуфабриката и формообразующих элементов;
D - диаметр большого основания усеченного конуса;
d - диаметр малого основания усеченного конуса;
α - угол наклона стенки полуфабриката к оси устройства;
rн - наружный радиус изгиба стеночной части полуфабриката.
| Способ штамповки полых деталей из плоских листовых заготовок | 1982 |
|
SU1061889A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2082524C1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2118219C1 |
| Многоканальное устройство для ввода информации | 1978 |
|
SU792242A1 |
| ЕР 1055465 А2, 29.11.2000. | |||
