И; обретенис относится к устройствам для выдавливания полых штифтов на поверхности тонкостенных металлических цилиндров, в частности, li цоколях электроламп.
Применяемые для этой цели известные устройства с подпружиненными, подвижными в радиальных цанравлоннях пуансонами и с матрицами, взаимодействуюотими с пажнмными клиньями, обладают тем недостатком, что из-за малого поперечного сечения пуансона он получается недостаточно прочным.
Соглас го изобретению, с целью уеилеиня поперсчиого сечения пуансопов и обеснечения нринудительного вывода их из выдавлс1И1ЫХ И1ТИФТОВ, они выполнены в виде полуцилиндров, сопрягающихся по иаклои 1О-етупепчатой поверхиоети и представляющих одно целое с ползунами, взаимодействующими с иаж и м п ы м и к л и и ья м и.
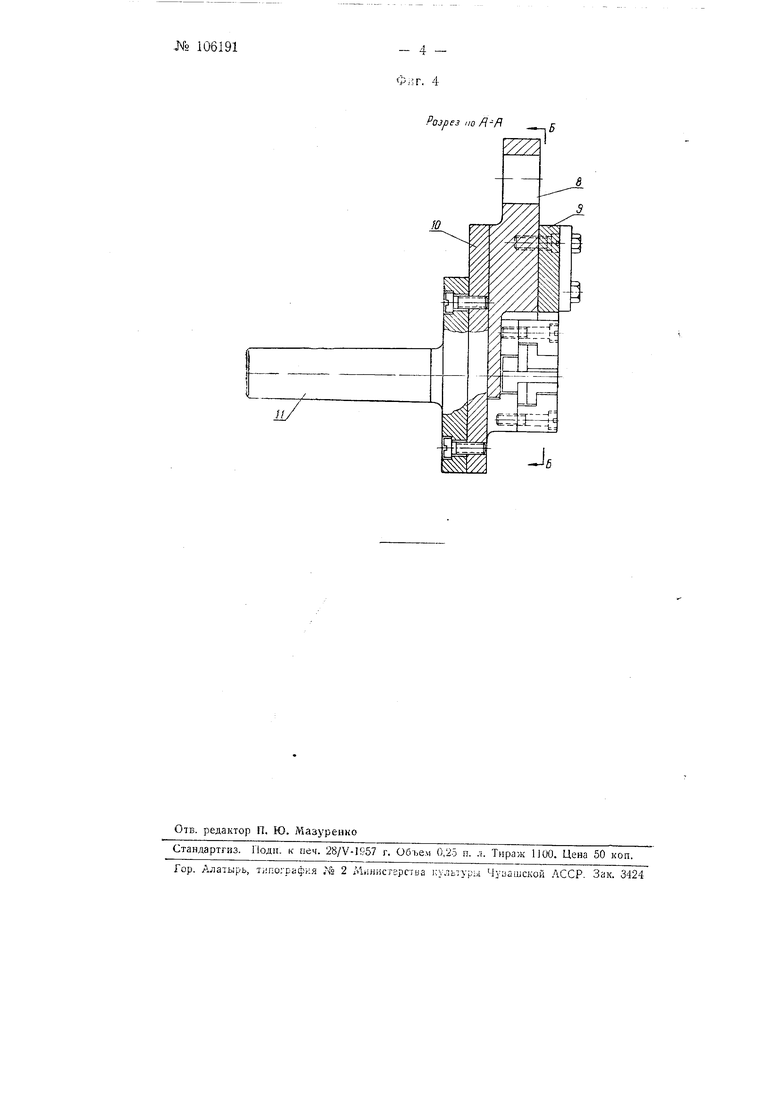
На фиг. 1 представлено поперечное сечение пуансонов; па фиг. 2- вид устройства спереди; па фиг. 3 и 4--разрезы но АА и ББ.
Пуансоны / в исходном положении соприкасаются друг с другом горизоитал11ными и наклонной п.лоскостямп. В таком положении пуансоны, евободпо входят внутрь обрабатываемого тонкостенного цилиндра 2 (фиг. 1).
Пуансоны выполнены зл одно целое с ползунами 3, в теле которых расположены упорные пружины 4. Ползуны с 1онтированы с возможностью возвратно-поступательного перемен.ения в направ.тяющих 5.
Матрицы 6 норма.льно удерживаются 1 1)аскрытом ноложепни при помощи пружин 7.
Ползуны взаимодействуют с клином 8, а матрицы-с клипом 9.
Все части устройства смоптированы в корпусе 10, укрепленном на оправе //, устапавливаемой в автомат с соответствующей кинематикой, обеспечивающей подачу и снятие обрабатываемых изделий, опускание и подъем клипьев.
При опускащт к.)пп1ьев матрицы прижимаются к наружной поверхности изделия, а пуансоны расходятся в радиальных направлениях, в результате чего рабоч1 е выступы пуансонов вдавливают материал изделия в гнезда матрицы, образуя на наружной поверхности изделия выступающие нгтифты.
Ф.5Г. 4
Разрез ,10 / л
J,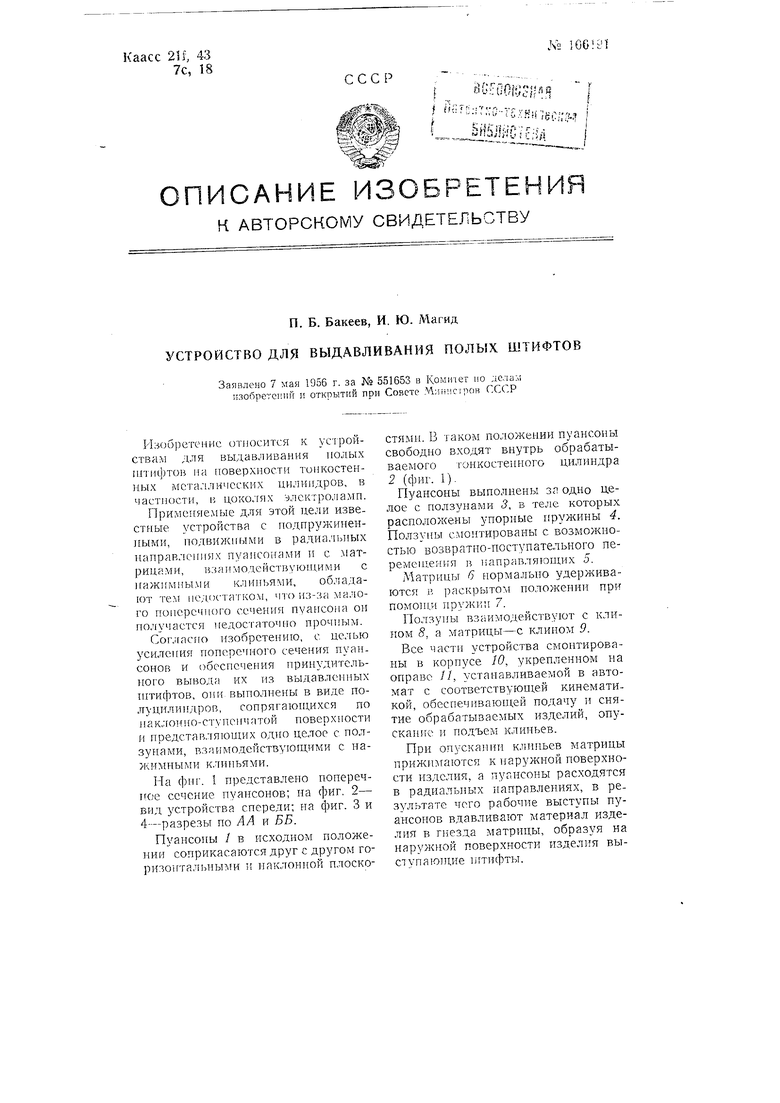
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выдавливания полых штифтов | 1956 |
|
SU106196A2 |
| Пресс-форма для прессования изделий из порошков с профильными углублениями на наружной поверхности | 1988 |
|
SU1523253A1 |
| Устройство для пробивки окон в тонкостенных трубах | 1981 |
|
SU995997A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2007 |
|
RU2356678C1 |
| Устройство для пробивки отверстий в полых цилиндрических изделиях | 1988 |
|
SU1581426A1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| Штамп последовательного действия для обработки полосового и ленточного материалов | 1982 |
|
SU1065064A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| Штамп для пробивки отверстий в стенках полых тонкостенных изделий | 1984 |
|
SU1260069A1 |
Отв. редактор П. Ю. Мазуренко
Стандартгиз. Поди, к печ. 28/V-I957 г. Объем 0,25 п. л. Тираж 1100. Цена 50 коп. Гор. А татырь, т; по;-рафкя ,2 2 Министерства i;y.afcrypi,i Чувашской ЛССР. Зак. 3424
