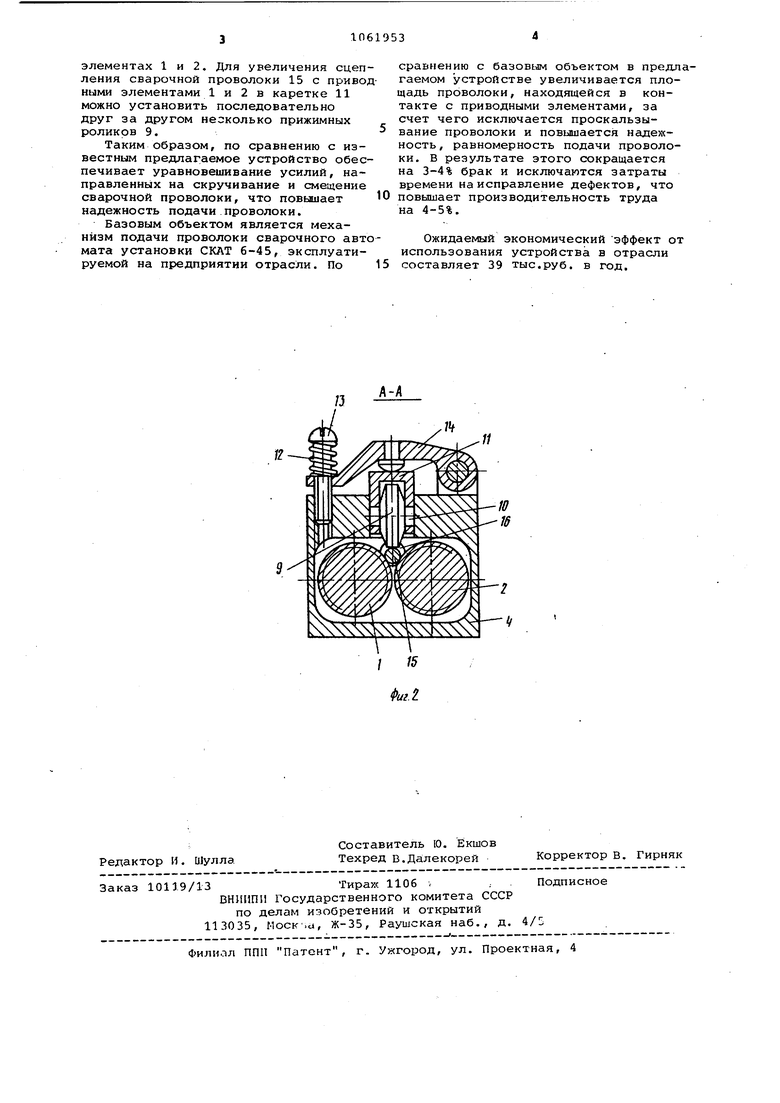
Изобретение относится к области сварки, в частности к устройствам дл подачи проволоки при электродуговой сварке, и может быть использовано в судостроении, машиностроении и други отраслях промышленности, По основному авт. св. 645792 известно устройство для подачи сваро ной проволоки, используемое в автома тах и полуавтоматах для сварки плавящимся и неплавящимся электродом. Устройство содержит прижимной ролик приводной элемент, выполненный в вид цилиндрического ролика с винтовой на резкой на наружной поверхности по всей длине, ролика, ось которого пер пендикулярна оси прижимного ролика Ci. Однако в устройстве возможно про скальзывание проволоки, так как устройство испытывает повышенное сопротивление подаваемой проволоки вследствие ее смещения в сторону вращения приводного элемента и скручивани относительно продольной оси. Целью изобретения является повышение надехсности подачи проволоки пу тем предотвращения ее скручивания. Указанная цель достигается тем, что устройство для подачи сварочной проволоки снабжено дополнительным приводным элементом, ось которого параллельна оси первого приводного элемента, при этом дополнительный приводной элемент выполнен в виде цилиндрического ролика с винтовой нарезкой на наружной поверхности, обратной винтовой нарезке первого приводного элемента, с шагом, равным шагу винтовой нарезки первого приводного элемента, и установлен с возможностью вращения в противопо ложную сторону относительно первого приводного элемента, а прижимной ролик расположен симметрично относительно осей обоих приводных элементов.. Таким образом, размещение приводных элементов параллельно друг относительно друга и расположе|Ние п-рижимного ролика симметрично мехеду осями приводных элементов обеспечивает равномерное распределение усилия подачи по всей длине проволоки, контактирующей с приводными элементами. Вращение дополнительного приводного элемента в сторону, противоположную относительно первого приводного элемента, устраняет усили скручивания и усилия, смещающие проволоку в сторону от занятого положенид,при этом выполнение обратной винтовой нарезки на дополнительном при водном элементе обеспечивает подачу проволоки в том же направлении, что и первым пригодным элементом Одинаковая скорость подачи проволоки i обоими приводныгли элементами обеспечивается равной скоростью их вращения и равным шагом -винтовой нарезки. Следовательно, такое выполнение устройства повышает надежность и равномерность подачи проволоки. На фиг. 1 изображено устройство для подачи сварочной проволоки, разрез; на фиг. 2 - разрез А-А на фиг. 1{расположение прижимного ролика относительно приводных элементов/. Устройство выполнено следующим образом. Приводные элементы 1 и 2, представляющие собой цилиндрические ролики с правой и левой винтовой нарезкой -с равным шагом на наружной поверхности, установлены на подшипниках 3 в корпусе 4 параллельно относительно друг друга. Приводные элементы 1 и 2 кине.- матически связаны посредством закрепленных на них шестерен 5 и 6, входящих в зацепление между собой и с шестерней 7, с электродвигателем 8. Прижимной ролик 9. смонтирован симметрично между осями приводных элементов 1 и 2 с возможностью вращения на оси 10 в каретке 11, установленной подвижно .3 пазе корпуса 4. Пружина 12 установлена на регулировочном винте 13для поджатия ролика 9 рычагом 14 с заданным усилием к сварочной проволоке 15,проходящей через отверстия 16, выполненные в стенках корпуса 4., Устройство для подачисварочной проволоки работает следующим образом. Сварочная проволока 15, проходящая через отверстия 16 в корпусе 4, поджимается прижимным роликом 9 одновременно к обоим приводным элементам 1 и 2. Усилие прижатия передается на ролик 9 через каретку 11 и рычаг 14от пружины 12 и регулируется винтом 13У При вращении вала электродвигателя 8 приводные элементы-1 и 2, кинематически связанные между собой шестернями 5 и 6, вращаются от шестерни 7 в противоположные стороны. Возникающие при этом в точках соприкосновения проволоки 15 с подающими элементами 1 и 2 касательные усилия направлены в противоположные стороны и уравновешивают друг друга, в. результате чего проволока . 15 не скручивается и не смещается в сторону от занятого положения, а усилие, возникающее от взашлодействия сварочной проволоки 15 с витками винтовой нарезки приводных элементов 1 и 2 и направленное вдоль оси проволоки 15, за счет противоположной винтовой нарезки на приводных элементах 1 и 2 направлено в одну сторону и перемещают сварочную проволоку 15. Скорость подачи при этом определяется скоростью вращения вала электродвигателя 8 и агом ринтовой нарезки на приводных
элементах 1 и 2. Для увеличения сцепления сварочной проволоки 15 с приводными элементами 1 и 2 в каретке 11 можно установить последовательно друг за другом несколько прижимных роликов 9.
Таким образом, по сравнению с известным предлагаемое устройство обеспечивает уравновешивание усилий, направленных на скручивание и смещение сварочной проволоки, что повышает надежность подачи проволоки.
Базовым объектом является механизм подачи проволоки сварочного автомата установки СКАТ 6-45, эксплуатируемой на предприятии отрасли. По
сравнению с базовым объектом в предлгаемом устройстве увеличивается площадь проволоки, находящейся в контакте с приводными элементами, за счет чего исключается проскальзывание проволоки и повышается надежность, равномерность подачи проволоки. В результате этого сокращается на 3-4% брак и исключаются затраты времени на исправление дефектов, что повышает производительность труда на 4-5%.
Ожидаемый экономический эффект о использования устройства в отрасли составляет 39 тыс,руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1983 |
|
SU1118499A2 |
| Устройство Лебедева для подачи электродной проволоки | 1990 |
|
SU1722732A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для переноса заготовок | 1985 |
|
SU1297975A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Устройство для подачи сварочной проволоки | 1977 |
|
SU645792A1 |
| УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ | 1997 |
|
RU2125926C1 |
УСТРОЙСТЮ ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОЮЛОКИ по авт. св. №645792, отличающееся тем, что, с целью повьЕиения надежности подачи проволоки путем предотвращения ее скручивания, оно снабжено дополнительным приводным элементом, ось которого параллельна оси первого приводного элемента, при этом дополнительный приводной элемент выполнен в виде цилиндрического ролика с винтовой нарезкой на наруясной поверхности, обратной винтовой нарезке первого притводного элемента, с шагом,, равным шагу винтовой нарезки первого приводного элемента, и установлен с возможностью вращения в противоположную сторону относительно первого приводного элемента, а прижимной ролик расположен симметрично относительно осей, обоих приводны элементов. СО а: сд м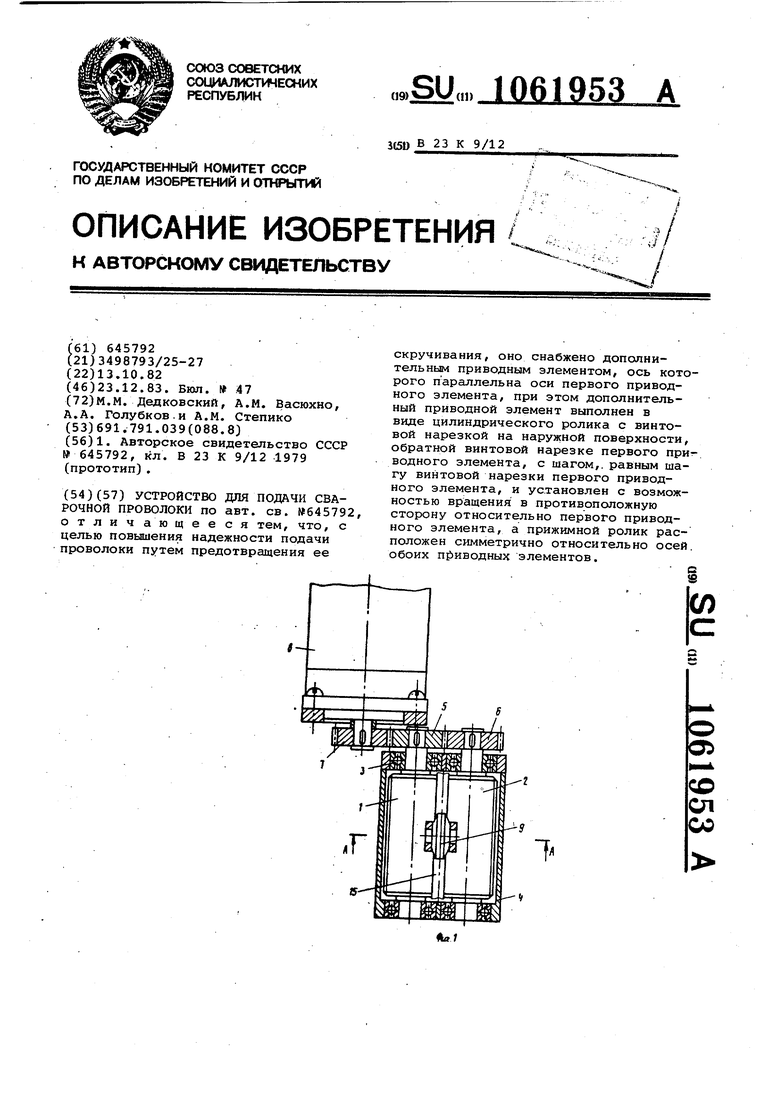
/3
/V
//
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи сварочной проволоки | 1977 |
|
SU645792A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
