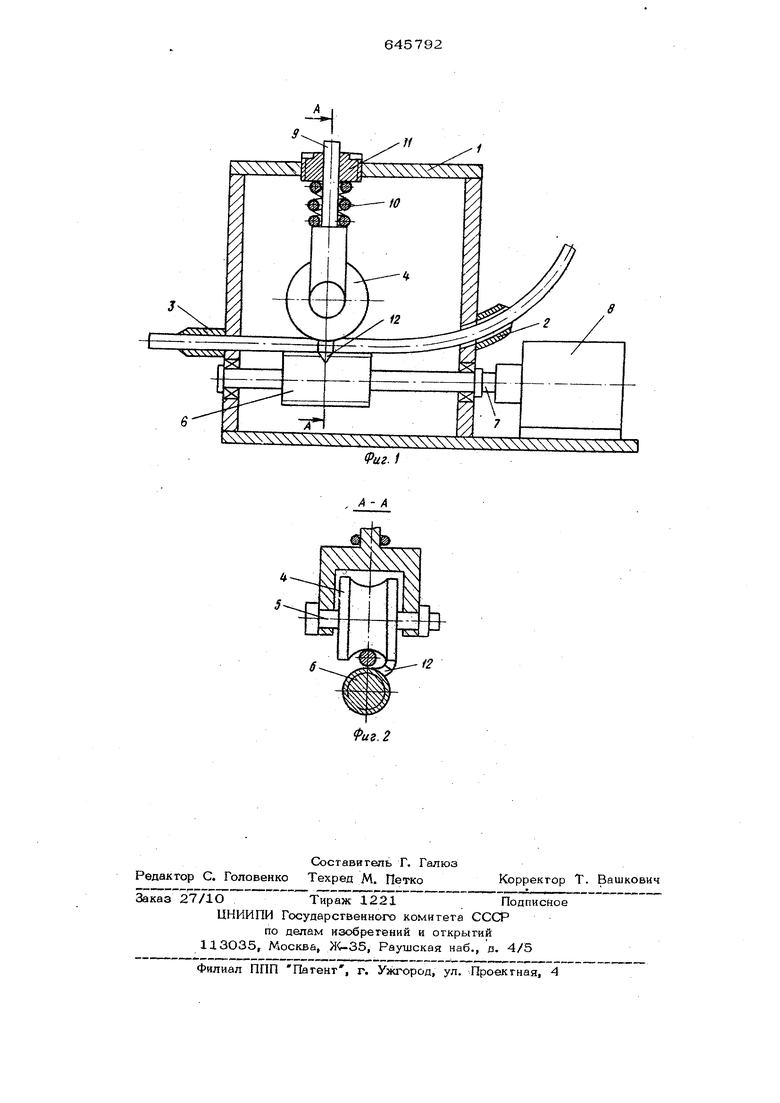
элемента от стружки и загряэнени Е, на прижимном ролике выполнен по крайней мере один выступ, размещенный в канавке нарезки и имеюи{ий ответный профиль. На фиг. 1 изображено устройстню для подачи сварочной проволоки в разрезе на фиг. 2 разрез А-А фиг. 1, Устройство для подачи сварочной проволоки содержит корпус 1 с направляюшими мундштуками 2 и 3, поджимной ролик 4 с осью 5 и приводной элемент б, представляющий из себя сплошной цилиндрический ролик с винтовой нарезкой на наружной поверхности. Свободный коней 7 приводного элемента 6 соециняегса с приводом 8. Ось 5 noajKfflviHoro ролика 4 связана с рычагом 9, на котором раа мещена пружина 1О. Оэосно с рычг1гом 9 в корпусе 1 установлен регулировочный винт 11. На поджимном ролике 4 выполнен выступ 12, профиль рабочего конца которого повторяет прО({)иль Ешадйны винтовой нарезки приводного элемента 6. . Устройство для подачи сварочной проволоки работает следующим образом. Сварочная проволока поступающая в зависимости от направленна вращения привода -Q, и направляющей мундштук 2 или 3 подается между поджимны) роликом 4 и приводным ajteMe.fjroM 6. Поджим ной ролик 4 прижимает сварочную irtpoBoпоку к виткам винтовой нарезки на наруж ной поверхности приводного элемента 6, Усилие прижима сварочной проволоки регулируется регулировочным винтом 11 При врашении приводного элемента 6 приводом 8 возникает усилие, перемещающее,: сварочную., проволоку в нвправленииэ параллельном оси приводного элемента 6. Нля улучшения сцепления Сварочной проволоки с витками приводного элемента 6 можно установить последовательно Щ)уг за другом несколько поджимн1сх. роликов 4., Рабочий конец выступа 12 на поджимном ролике 4 прк. вращении приводного элемента 6 периодически входит 6 24 во впадину винтовой нарезки, в результате чего происходит ее очистка от стружки и загрязнений. Выполнение приводного элемента в виде сплошного цилиндрического ролика, имеющего на боковой поверхности винтовую нарезку, позволяет упростить конструкцию устройства для подачи сварочной проволоки. Кроме того, обеспечивается првьоцение надежности устройства из-за отсутствия забивания винтовой нарезки струл кой и малой чувствительности к нарушению точности его изготовления. Стоимость изготовления устройства снижаетса в 4-5 раз при значительном повышении удобства в работе. Формула изобретения 1.Устройство для подачи сварочной проволоки, содфжащее прижимной ролик а приводной элемент, ось которого перпендикулярна оси прижимного ролика, отличающееся тем, что, с целью упрощения конструкщии и повышения надежности работы устройства путем обеспечения равномерной подачи проволоки, приводной элемент выполнен в виде цилиндрического ролика с винтовой нарезкой на наружной поверхности по всей длине ролйка. 2.Устройство по п. 1, о т л и ч а ющ е е с я тем, что, с целью повышение яаде5 1ности в работе путем периодической очистки винтовой нарезки приводного элемента от стружки и загрязнений, на прижимном ролике выполнен по крайней мере один выступ, размещенный в канавке нарезки и имеющий ответный профиль. Источники информации, принятые во внимание npvi экспертизе, 1 Бельфор М. Г. и др. Роликовые устройства для подачи проволоки в аппаратах для.дуговой и шлаковой сварки - Автоматическая сварка, 1971, с. 29. 2 Авторское свидетельство СССР № 520212, кл. В 23 К 9/12, 1973.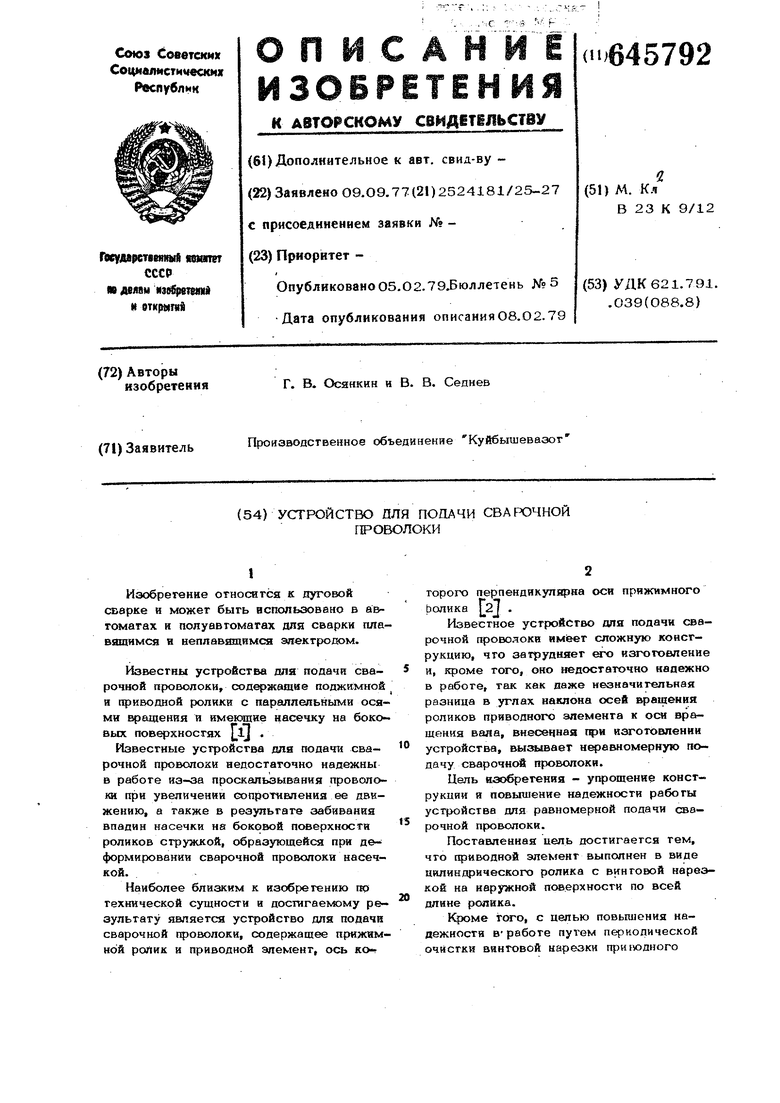
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи проволоки | 1985 |
|
SU1299727A1 |
| Способ автоматической электродуговой сварки и устройство для его осуществления | 1990 |
|
SU1715533A1 |
| Устройство для изготовления проволочных фильтров | 1983 |
|
SU1136877A1 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1061953A2 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 1990 |
|
SU1760700A1 |
| Устройство для автоматической электродуговой сварки тавровых соединений | 1985 |
|
SU1250433A1 |
| Устройство для сборки и сварки трубных панелей из змеевиков | 1979 |
|
SU859094A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |