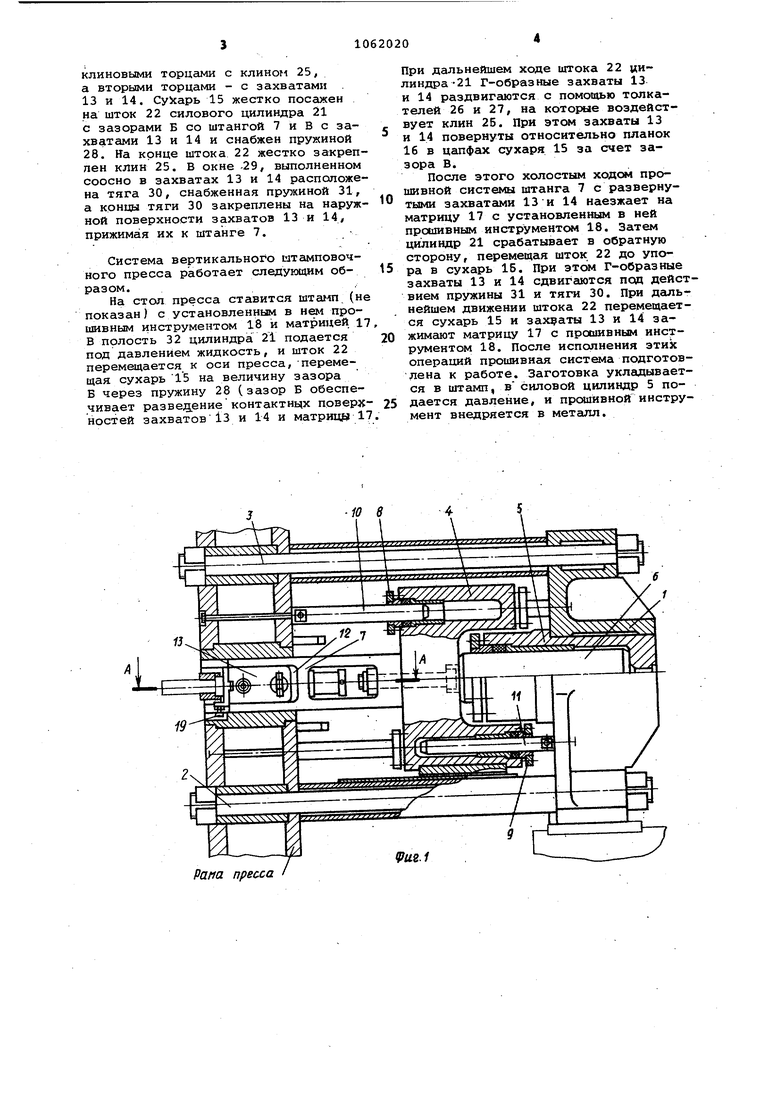
Изобретение относится к обработке металлов давлением, в частности к штамповочным прессам для многополостной штамповки, снабженным боковыми пршшвными системами. Известно устройство, содержащее две боковые траверсы, прикрепленные к станине пресса, несущие прошивной инструмент, и два силовых цилиндра, которые передают усилие прошивному инструменту, позволяющему производить штамповку, одновременно в двух направлениях tiX Недостатком этого устройства явля ется необходимость строго устанавливать инструмен т по оси прошивки сиетем, что затрудняет возможность ремонта штампов и подштамповых плит. Наиболее близким по технической сущности к изобретению является гори зонтальная прошивная система вертикального 1атамповочного пресса, содержащая неподвижную траверсу, жестко соединенную стяжками с рамой прес са подвижн ую траверсу, установленн между рамой пресса и неподвижной траверсой с возможностью возвратнопоступательного перемещения по напра ляющим и взаимодействия с плунжерами силового и синхронизирующих цилиндров, размещенных в неподвижной траверсе, закрепленную на подвижной тра верее граненую штангу с захватами на конус, взаимодействующими с расположенными в штангах средствами их осевого и синхронного углового перемещения, связанными с приводом 2}. Недостатками известной системы яв ляются сложность механизма углового и осевого перемещения захватов, выполненного в виде нескольких гидроци линдров с большим числом элементов, и невысокая надежность работы. Цель изобретения - повышение надежности системы за счет упрощения ее конструкции. Поставленная цель достигается тем что в горизонтальной прошивной систе ме вертикального штамповочного пресс содержащей неподвижную траверсу, жес ко соединенную стяжками с рамой прес са, подвижную траверсу, установлённу мезвду рамой пресса и неподвижной тра версой с возможностью возвратно-поступательного перемещения по направлякядим и взаимодействия с плунжерами силового и синхронизирующих цилиндров, размещенных в неподвижной траверее, закрепленную ,на подвижной тра версе полую граненуюштангу с захватами , размещенными на .конце штанги с возможностью взаимодействия с рас, положенньп 1И в штанге средствами их осевого и синхронного углового перемещения, .связанными с приводным гид роцилиндром, средства перемещения за хватов . выпойне1Ш в виде, двустороннего клина, распс ложенного внутри штан ги с возможностью возвратно-поступателвного перемещения, коаксиально размещенного на клине с возможностью взаимодействия с захватами сухаря, по торцу подпружиненного относительно штанги и установленного в последней с возможностью ограниченного осевого перемещения и взаимодействия с захватами, клиновых толкателей, смонтировантлх перпендикулярно клину с возможностью взаимодействия с последним, и упругого элемента, соединяющего захваты и расположенного поперек оси штанги, причем двусторонний клин жестко связан со штоком приводного гидроцилиндра. На фиг,1 показана прошивная система, общий вид, в разрезе; на фиг.2разрез А-А на фиг.1. Горизонтальнаяпрсииивная система вертикального штамповочного пресса включает неподвижную траверсу 1, жестко соединенную с рамой пресса при Помощи стяжек 2 и 3, нижняя 2 из которых является направляющей. На последней установлена с возможностью продольного перемещения подвижная траверса 4. В неподвижной траверсе 1 размещен силовой цилиндр 5, плунжер б которого взаимосвязан с подвижной траверсой 4, к которой с противоположной стороны жестко присоединена граненая штанга 7. В подвижной траверсе 4 размещены два возвратных 8 и два синхронизирующих 9 цилиндра, причем плунжеры 19 возвратных цилиндров 8 жестко закреплены на раме, а плунжеры 11 синхронизирующих цилиндров 9 - на неподвижной траверсе 1. Штанга 7 представляет собОй балку прямоугольного сечения, на боковых сторонах которой расположены продольные направляющие пазы 12, в которых размещены Г-образные захваты 13 и 14, связанные между собой сухарем 15 и закрепленными на нем планками 16. S захвате 13 посредстве матрицы 17 установлен протиивной инструмент 18. Кроме того, на матрице 17 установлены винты 19 для возможности регулирования прошивного инструмента 18 по высоте.. Для смены прсвливного инструмента 18 прсяиивная система снабжена устройстззом для углового и продольного перемещения захватов 13 и 14, выполненным в виде установленного соосно со штангой 7 в расточке 20 силового цилиндра 21 сухаря 15, смонтированного на штоке 22 цилиндра 21 с возможностью ограниченного перемещения в .окнах 23 и 24, выполненных в штанге 7, а также клина 25 и двух толкателей 26 и 27, каждый из которых имеет один клиновый торец. Толкатели 26 и 27 смонтированы в ,штанге 7 и взаимодействуют клиновыми торцами с клинон 25, а вторыми торцами - с захватами 13 и 14. Сухарь 15 жестко посажен на шток 22 силового цилиндра 21 с зазорами Б со штангой 7 и В с захватами 13 и 14 и снабжен пружиной 28. На конце штока 22 жестко закреп пен клин 25. В окне -29, выполненном соосно в захватах 13 и 14 расположена тяга 30, снабженная пружиной 31, а концы тяги 30 закреплены на наруж ной поверхности захватов 13 и 14, прижимая их к штанге 7. Система вертикального штамповочного пресса работает следующим образом. На стол пресса ставится штамп (не показан) с установленным в нем прошивным инструментом 18 и матрицей 17 В полость 32 цилиндра 21 подается под давлением жидкость, и шток 22 перемещается к оси пресса, перемещая сухарь 15 на величину зазора В через пружину 28 (зазор Б обеспечивает развео ениеконтактнцх поверхностей захватов13 и 14 и матрищ 17 При дальнейшем ходе штока 22 цилиндра -21 Г-образные захваты 13 и 14 раздвигаются с помощью толкателей 26 и 27, на которые воздействует клин 25. При этом захваты 13 и 14 повернуты относительно планок 16 в цапфах сухаря 15 за счет зазора В. После этого холостым ходом прошивной системы штанга 7 с развернутыми захватами 13 и 14 наезжает на матрицу 17 с установленным в ней прошивным инструментом 18. Затем цилиндр 21 срабатывает в обратную сторону, перемещая шток 22 до упора в сухарь 1Б. При этом Г-образные захваты 13 и 14 сдвигаются псад действием пружины 31 и тяги 30. При дальнейшем движении штока 22 перемещается сухарь 15 и захваты 13 и 14 зажимают матрицу 17 с прошивным инструментом 18, После исполнения этих операций прошивная система подготовлена к работе. Заготовка укладывается в штс1мп, в силовой цилиндр 5 подается давление, и прошивной инструмент внедряется в метгиш.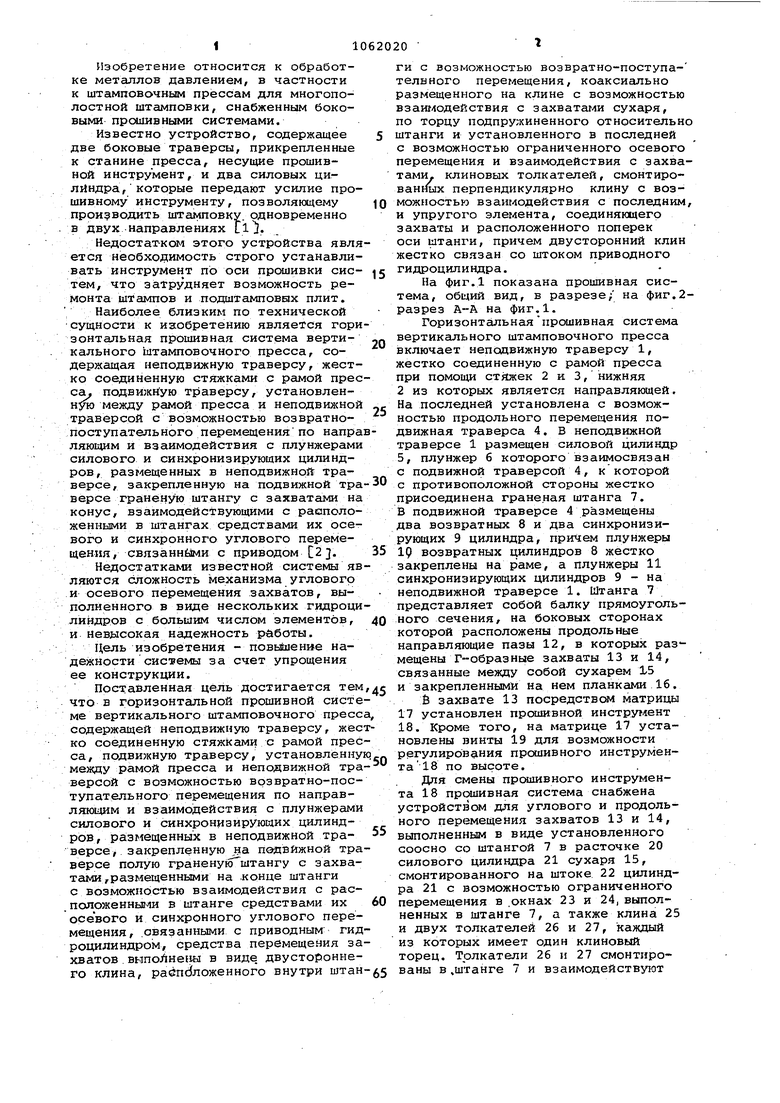
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальная прошивная системаВЕРТиКАльНОгО шТАМпОВОчНОгО пРЕССА | 1977 |
|
SU842000A1 |
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| Нижняя прошивная система вертикального гидравлического пресса | 1981 |
|
SU1002171A1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ СБОРКИ КОЛЬЦЕВЫХИЗДЕЛИЙ | 1972 |
|
SU434029A1 |
| ПРОШИВНОЕ УСТРОЙСТВО ГОРИЗОНТАЛЬНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА | 1971 |
|
SU435030A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1990 |
|
RU2020072C1 |
ГОРИЗОНТАЛЬНАЯ ПРОШИВНДЯ СИСТЕМА ВЕРТИКАЛЬНОГО ШТА1ШОВОЧНОГО ПРЕССА, содержащая неподвижную траверсу, жестко соединенную стяжками с рамой пресса, подви кную траверсу, установленную между рамой пресса и неподвижной траверсой с возможностью возвратно-поступательного перемещения по направляющим и взаимодействия с плунжерами силового и синхронизирующих цилиндров, размещенных в неподвижной траверсе, закрепленную на подвижной траверсе полую граненую штангу с захватами, размещенными на конце штанги с возможностью взаимодействия с paciipno- ; женнЕ ми в штанге средствами их осевого и синхронного углового перемещения, связанными с приводным гидроцилиндром, отличающаяся тем, что, с целью пoвыIueния надежности системы за счет упрощения ее конструкции, средства перемещения захватов выполнены в виде двустороннего клина, расположенного внутри штанги с ВОЗМОЖНОСТЬЮ возвратно-поступательного леремещения, коаксиально размещенного на клине с возможностью взаимодействия с захватами сухаря, по, i торцу подпружиненного относительно (Л штанги и установленного в последней с возможностью ограниченного осевого перемещения и взаимодействия с захватами, клиновых толкателей, смонтированных перпендикулярно клину с возможностью взаимодействия с последним, и упругого элемента, соединяющего захваты и расположенного поперек оси штанги, причем СП) двусторонний клин жестко связан со штоком приводного гидроцилиндра. ю о ю
« 1.Л
Рана пресса
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кагаловский А.И | |||
| Оборудование для ковки, штамповки и прессования | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| , 1962, с.77-79, фиг.37 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Горизонтальная прошивная системаВЕРТиКАльНОгО шТАМпОВОчНОгО пРЕССА | 1977 |
|
SU842000A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
