Изобретение относится к средствам автоматизации технологических процессов текстильной прс 1ышленности, конкретнее к регуляторам натяжения материала в зонах многодвигательной технологической линии.
Известно устройство для стабилизации соотношения натяжений движущегос материала в зонах многодвигательной технологической линии, содержашеё датчики натяжения материала, уставов ленные в зонах технологической линии блок сравнения, первым входом соединенный с задатником натяжения, а выходом подключенный непосредственно к первому, а через дифференцирующий блок - к второму входам первого блока управления, второй блок управления, соответствующими входами подключенный к выходам дополнительных блоков сравнения и дифференцирования причем выходы каждых двух датчиков натяжения, установленных в соседних зонах технологической линии, соединены с входами соответствующего дополнительного блока сравнения, выход которого дополнительно подключен к входу соответствующего дополнительного блока дифференцирования, при этом соответствующий выход каждого б-лока управления через один сумматор и регулятор скорости соединен с соответ - ствугацим ведомым электродвигателем, а ведущий электродвигатель связан с автономной замкнутой системой регулирования окоростиП,
Недостаток известного устройства невысокая точность стабилизации соотношения натяжения в зонах техно 1-;огической линии.
Цель изобретения повышение точности стабилизации соотношения натяжения в зонах технологической линии.
Поставленная цель достигается тем что.устройство, содержащее датчики натяжения материала, установленные в зонах технологической линии, блок сравнения, первым входом соединенный с задатчиком натяжения, а выходом подключённый непосредственно к первому, а через дифференцирующий блок - к второму входам первого блока управления, второй .блок упраЬления, соответствующими входами подключенный к выходам дополнительных блоков сравнения и дифференцировй1 ия, причем выходы; каждых двух датчиков натяжения, установленных в соседних зонах технологической линии, соединены с входами соответствующего дополнительного блока сравнения, выход которого дополнительно подключен к входу соответствующего дополнительного блока дифференцирования, при этом соответствующий выход каждого блока управле -
ния через один сумматор и регулятор скорости соединен с соответствующим ведомым электродвигателем, а ведущий электродвигатель связан с авто- номной замкнутой системой регулирования скорости,имеет блок формиррвания усредненного значения атяхсения,соответствующие входы которого соединены с датчиками натяжения материала, а его выход подключен к второму входу блока сравнения.
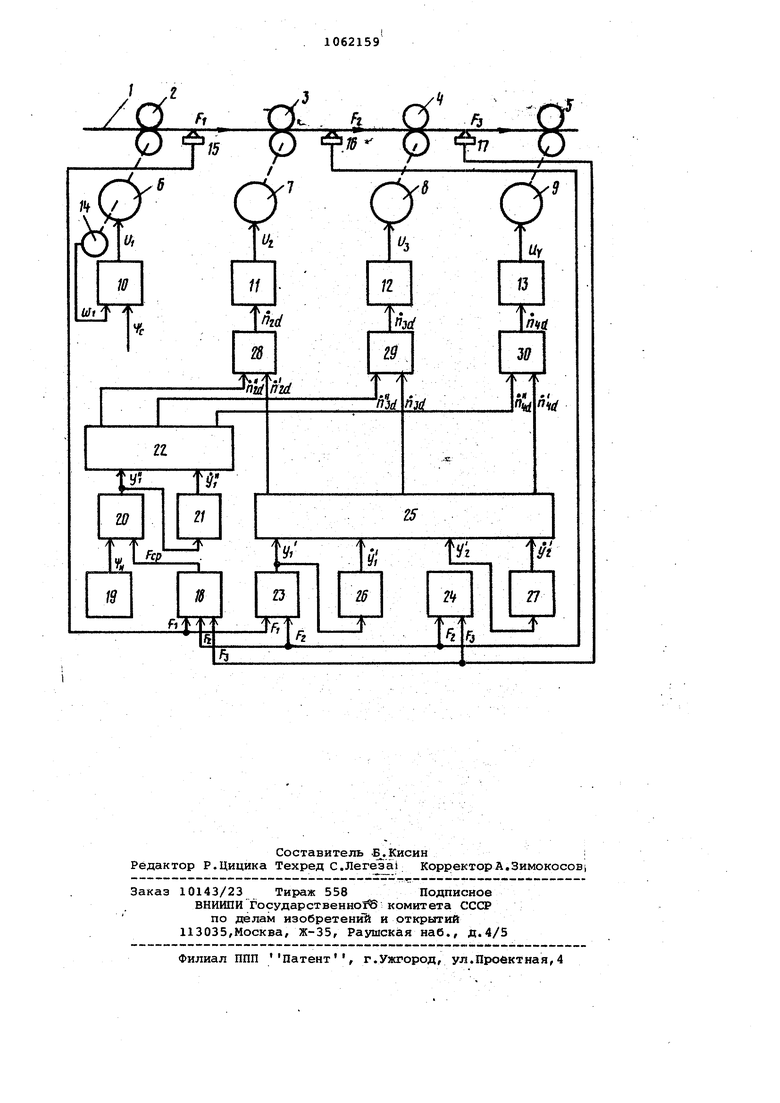
На чертеже показана схема предлагаемого устройства.
Обрабатыва.емый материал 1 транспортируется тянущими парами валков 2-5, образующими зоны технологическо линии. Валки природятся во вращение электродвигателями 6-9, на которые подаются напряжения U - (J. от индивидуальных регуляторов 10-13 скорости. Скорость вращения электродвигателя б измеряется датчиком 14. скорости. Привод тянущей пары валков 2, представляющий собой автономную jзамкнутую систему регулирования ско рости, является ведущим. Остальные приводы - ведомые. Натяжение материала в отдельных зонах линии измеряется датчиками 15-17 натяжения, .и сигналы от них F - F-j поступают на вход блока 18 суммирования, формируквдего усредненные значения натяжени Блок 18 представляет собой сумматор, построенный на базе операционногоусилителя с числом входов,равным числу контролируемых зон линииЕ ,и коэффици
ентом передачи по каждому входу. В р-
Сигнал FCP с выхода блока 18 и сигна Ц с задатчика 19 натяжения поступают на входы блока 20 сравнения. Выхо последнего соединен с входом диффе-г ренцирующего блока 21 и первым входом блока 2,2 управления, второй вход которого соединен с .выходом дифференцирующего блока 21. Датчики 15-17 натяжения смежных зон подключены попарно соответственно на входы блоков 23 и 24 сравнения, представляющих собой операционные усилители с аналоговым суммированием двух сигналов на входе. Сигналы по рассогласованию натяжений материала смежных зон ij, и lJ2 с: выхода блоков 23 и 24 сравнения поступают на входы блока 25 управления и на входы дифференцирующих блоков 26 и 27. Производные от сигналов рассогласования на тяжений материала смежных зон ijj и j, с выхода блоков 26 и 27 п6дают ся на другие входЕЛ блока 25 управления.
Блок 25 управления содержит входные суммирующие усилители, количестве которых равно числу контролируемых зон технологической линии, и выходные суммирующие усилители, количество котррьк равно числу электродвигателей, при этом входы каждого из выходных суммирующих усилителей электрически связаны с выходами вхо ных суммирующих усилителей. Блок 22 управления содержит вход ной суммирующий усилитель и выходны усилители, количество которых равно числу ведомых электродвигателей, причем выход входного суммируквдего усилителя соединен с входами выходных усилителей. Выходы блока 25 управления соединены с первыми входами сумматоров 28-30, а выходы второго блока 22 уп равления«с вторыми входами этих же сумматоров. Выходы сумматоров 28-30 подключены к входам регулятора 11-1 скорости электродвигателей ведомых приводов. Устройство работает (следующим образом. Перед включением электропитания устройства задатчик 19 натяжения устанавливает в положение требуемог технологического натяжения материала ()„ в зонах линии. В блоках 23 и 24 сравнения выставляются необходимые соотношения натяжений материа ла между зонами линии. Затем включают питание устройства и сигналом Цр задают скорость ведущему электро двигателю 6, определяющему скорость транспортирования обрабатываемого материала 1. Так..как до этого натяжение материала в зонах линии было произвольным, то соотношение натяже ний между зонами не равнялось задан ному значению. Поэтому в зависимост от сигналов FI , F и F, РЗ t поступа ющих от датчиков 15, 16 и 16, 17 натяжений, на выходе блоков 23 и .24 сравнения формируются сигналы по .рассогласованию натяжений в смеж ных зонах уу и 92 и поступают на первые входы блока 25 управления и одновременно на входы дифференцирующих блоков 26 и 27. Производные от сигналов рассогласования ц иу2 с выхода блоков 26 и 27 подаются на вторые входы блока 25. Блок 25 управленияформирует сигналы и ld соответствующие требуемым ускорениям приводов, .направленным на поддержание заданного соотношения натяжений материала между зонами линии. Сигналы И2d поступают на первые входы сумматоров 28-30, которые посредством регуляторов 1113 скорости сообщают электродвигателям 7-9 ускорения, направленные н устранение возникшего рассогласования соотношений натяжений материала в зонах линии. Одновременно происходит отработк системой управления рассогласования между заданным значением натяжения ( и усредненным значением натяжения материала Fgp . Сигналы f i - F J пропорциональные величине натяжений материала в зонах линии, поступают на вход блока 18. С выхода блока 18 сигнал F(jp подается на второй вход блока 20 сравнения. В блоке 20 происходит вычисление разности между сигналом ( , поступаквдим с задатчика 19 натяжения на первый вход блока 20, и сигналом РСР. На выходе блока 2р появляется сигнал ошибки Ij регулирования, который поступает на первый вход блока 22 управления и вход дифференцирующего блока 21. Производная ошибок регулирования у с выхода -блока 21 подается на второй вход блока 22 . управления. В блоке 22 управления входной С5 ммиру1аций усилитель определяет управляющее воздействие, поступающее на выходные усилители блока. В итоге на выходе блока 22 появляются сигналы - t id ускорений двигателей, необходимые для достижения в зонах линии требуемых уровней натяжения материала. С выхода блока 22 сигналы h -nJij поступают на вторые входы сумматоров 28-30. На выходе сумматоров появляются сигналы, которые с помощью регуляторов 11-13 скорости сообщают электродвигателям 7-9 ускорения, направленные на отработку рассогласования заданным значением натяжения и усредненным значением натяжения F По мере подачи ведущим электродвигателем 6 обрабатываемого материала 1 в зоны линии устройство осуществляет двухуровневое регулирование, причем на первом уровне поддерживается заданное соотношение натяжений материала между зонами линии,а регулирование на втором уровне устанавливает Fcp в соответствии с заданным 1значением. В статическом режиме работы продолжают действовать оба уровня регулирования, отрабатывая возмущения по нагрузке или по управлению. Регулирование натяжений материала осуществляют изменением сигнала . Остановку многодвигательной технологической линии производят уменьшением скорости ведущего элект.-родвигателя 6 до нуля (ly 0) . При этом оба уровня регулирования продолжают функционировать, поддерживая заданные натяжения материала до полной остановки линии. Для повторного пуска устанавливают заданн.ую скорость ведущему приводу с помощью сигнала с Экономический эффект от использования предлагаемого устройства определяется высокой точностью стабилизации соотношения натяжения в зонах технологической линии.
f( tfx yi P f 0 0 t7 Q
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации соотношения натяжений движущегося материала в зонах многодвигательной технологической линии | 1979 |
|
SU874560A1 |
| Многодвигательный электропривод | 1991 |
|
SU1774457A1 |
| Многодвигательный электропривод | 1984 |
|
SU1280691A1 |
| МНОГОДВИГАТЕЛЬНЫЙ ЭЛЕКТРОПРИВОД БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2002 |
|
RU2203997C1 |
| СИСТЕМА УПРАВЛЕНИЯ МНОГОДВИГАТЕЛЬНЫМ ЭЛЕКТРОПРИВОДОМ МНОГОСЕКЦИОННЫХ АГРЕГАТОВ | 2008 |
|
RU2386740C1 |
| ЭЛЕКТРОПРИВОД ПОСТОЯННОГО ТОКА | 1990 |
|
RU2011286C1 |
| СИСТЕМА УПРАВЛЕНИЯ МНОГОДВИГАТЕЛЬНЫМ ЭЛЕКТРОПРИВОДОМ МНОГОСЕКЦИОННЫХ АГРЕГАТОВ | 2010 |
|
RU2456740C2 |
| МНОГОДВИГАТЕЛЬНЫЙ ЧАСТОТНО-РЕГУЛИРУЕМЫЙ ЭЛЕКТРОПРИВОД | 2006 |
|
RU2326488C1 |
| Многодвигательный электропривод | 1980 |
|
SU983961A1 |
| Многодвигательный электропривод постоянного тока | 1969 |
|
SU560311A1 |
УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ СООТНОШЕНИЯ НАТЯЖЕНИЯ ДВИЖУНЩГОСЯ МАТЕРИАЛА В ЗОНАХ МНОГОДВИГАТЕЛЬНОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ, содержащее датчики натяжения материала, установленные в зонах технологической линии, блок сравнения, первым входом соединенный с задатчиком натяжения, а выходом подключенный непосредственно к первому, а через дифференцирующий блок - к второму входампервого блока управления, второй блок управления, соответствующими входами подключенный к выходам дополнительных блоков сравнения и дифференцирования, причем выходы каждых двух датчиков натяжения,:установленных в соседних зонах технологической линии, соединены с входами соответствующего дополнительного блока сравнения, выход которого дополнительно подключен к входу соответствующего дополнительного блока дифференцирования, при этом соответствующий выход каждого блока управления через один сумматор и регулятор скорости соединен с соответствующим ведомым электродвигателем, а ведущий электродвигатель связан с автономной замкнутой системой регулирован21я скорости, о т|личающееся тем, что, с целью повышения точности стабилизации соотношения натяжения в зонах § технологической линии, оно имеет блок формирования усредненного зна- // чения натяжения,, соответствующие вхо.ды которого соединены с датчиками натяжения материала, а его выход подключен к второму входу блока сравнения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для стабилизации соотношения натяжений движущегося материала в зонах многодвигательной технологической линии | 1979 |
|
SU874560A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
