Предметом изобретения является устройство для контактной сварки труб со спиральным швом.
Предлагаемое устройство обеспечивает необходимое сварочное давление между кромками ленты в процессе сварки и иридает трубе точные геометрические размеры.
Это достигается благодаря применению приводных скручивающих и подающих гиперболоидных валков, косорасположенных по отношению к оси трубы.
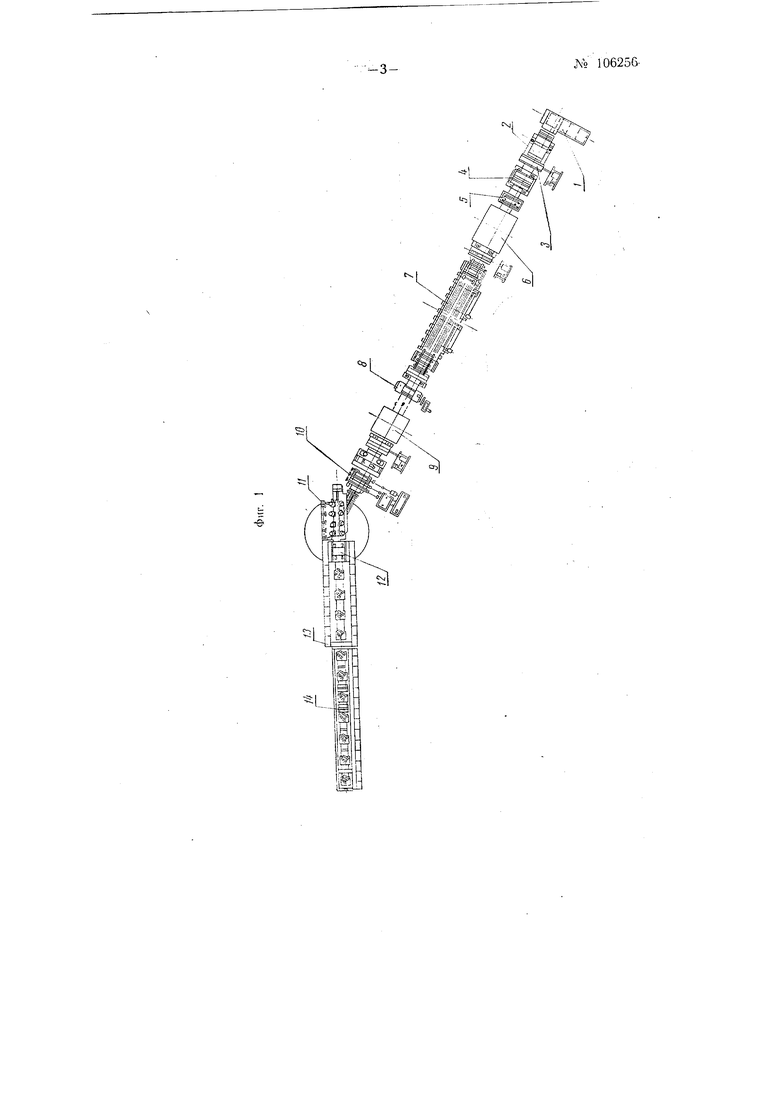
На фиг. 1 изображена схема расположения оборудования для контактной сварки труб с предлагаемым устройством; на фиг. 2 и 3 - отдельные узлы устройства.
Листовой материал, из которого свариваются трубы, подается в виде ленты рольгангом 1 (фиг. 1) к разматывателю 2. Далее лента поступает посредством подающих роликов 3 в ,1Ы1ую машину 4 и к ножницам 5 для обрезки концов. Обрезанная лента подается затем V механизм 6 д.ля стыкования концов, петлеобразователь 7, дисковые ножницы 8 для обрезки кромок с
кромкокрошителем, дробеструйную машину 9, подаюохую машину 10, формовочную машину 11 и сварочный узел 12, в котором осуществляется сварка трубы со спиральным швом. Сваренная труба посредством выводного рол1 ганга /5 перемещается к летучему обрезному станку 14, который разрезает трубу на куски, требующейся дл.ины.
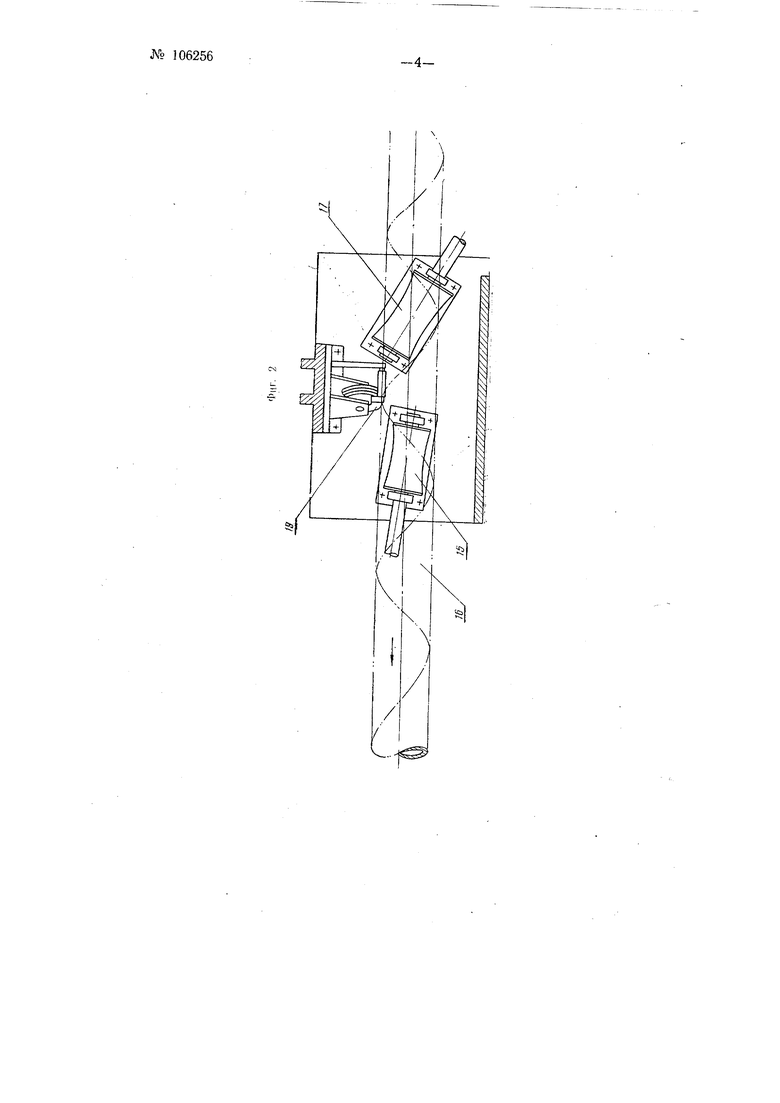
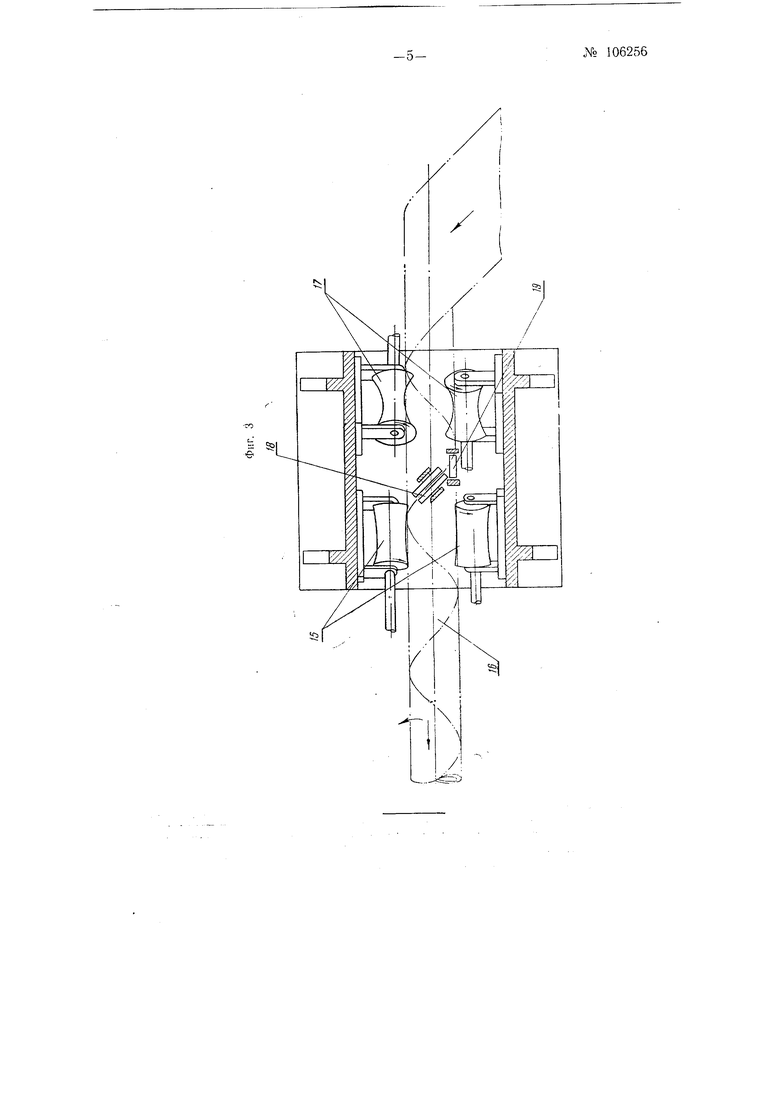
Для обеспечения необходимого сварочного давления ripii контактной сварке в сварочном узле применены приводные скручивающие гиперболоидные валки 15 (фиг. 2 и 3), косорасположенные но отношению к оси трубы 16. Плот11о соприкасаясь с трубой и вращаясь в ту же сторону, что и оправка, на которой сваривается труба, но с большей скоростью, валки 15 производят скручивающее усилие, благодаря чему ур.е.шчивается давление между кромками ленты при сварке. Для компенсации возникающего торможения движущейся трубы в процессе работы скручивающих валков 15 и повышения сварочного давления применены подающие косорасположенные по отношению к оси
трубы гиперболондные приводные валки /7. Сварочный трансформатор 18 расположен между скручивающими и подающими валками под углом к оси трубы, соответствующем углу подачи ленты. Д.чи выравнивания кромок ленты применен ролик 19, установленный непосредственно перед сварочным трансформатором.
Предмет изобретения
Устройство для контактной сварки труб со спиральным щвом с применением вращающегося сварочного трансформатора, ролика для выравнивания кромок ленты и вращающейся внутри трубы оправки, отличающееся тем, что, с целью придания трубе точных геометрических размеров и обеспечения необходимого сварочного давления между кромками ленты в процессе сварки, применены косорасположенные по отнощению к оси трубы приводные скручивающие гиперболоидные валки, а для компенсации возникающего торможения движущейся трубы в процессе работы скручивающ,их валков и повыщения сварочного давления применены подающие косорасположенные по отнощению к оси трубы гиперболоидные приводные валки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1990 |
|
RU2028840C1 |
| Способ изготовления многослойных спиральношовных труб и устройство для его осуществления | 1978 |
|
SU902654A3 |
| Устройство для формовки спиральношовных труб | 1976 |
|
SU685380A1 |
| Способ изготовления металлических труб | 1988 |
|
SU1620172A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| Способ изготовления спиральношовных труб | 1986 |
|
SU1388134A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |