ПК
л.
-3Ш
О)
VVVVVVVVVW
со
СО
00
Изобретение относится к оборудованию предприятий обувной промышленности и может найти применение для ориентации плоских деталей из кожи и искусственных материалов, имеющих лицевую и изнаночную стороны, при создании автоматических лиНИИ и роботехнических комплексов по обработке .и сборке плоских деталей обуви, а также других аналогичных изделий, например, в кожгалаитерейной и швейной отраслях.
Известен способ подачи деталей обуви с различной шероховатостью поверхности на технологическую обработку с контролем положения деталей термоэлектрическим методом, согласно которому контролируемая деталь протягивается между изоляционными пластинами, в которых закреплены термопары. Благодаря различным фрикционным свойствам поверхностей деталей, зависящих от шероховатости, возникают ЭДС различной величины, сравнением которых определяют истинное положение детали. Сигнал результата сравнения усиливается и поступает на ориентирующие элементы, которые ориентируют деталь в требуемом положении 1.
Недостатком Способа является короткий срок службы датчика, так как головки термопар в результате трения о деталь быстро изнашиваются.
Наиболее близкий к предлагаемому является способ подачи деталей обуви с различной шероховатостью поверхностей на технологическую обработку с контролем положения деталей фотоэлектрическим мето-дом, который использует различную отражательную способность поверхностей деталей. . Осветительно-проекционная система и фотодатчики располагаются под углом к контролируемым поверхностям. Сигналы, полученные от фотодатчиков, сравниваются, результат сравнения усиливается и передаётся на ориентирующие элементы, которые ориентируют детали в требуемое положение .
Недостатком известного способа является нестабильность работы.
В известных способах сигнал,полученный от датчиков контроля, прежде чем дать команду ориентирующему органу, проходит через блок сравнения, усилитель я исполнительный элемент, что усложняет и удлиняет процесс ориентации деталей.
Цель изобретения - повышение производительности способа подачи деталей обуви с различной шероховатостью поверхностей на технологическую обработку за счет ускорения ориентации деталей.
Поставленная цель достигается тем, что согласно способу подачи деталей обуви с различной шероховатостью поверхностей на технологическую обработку, заключающемуся в определении шероховатости каждой
поверхности детали и ориентировании детали в зависимости от шероховатости поверхности, шероховатость каждой поверхности детали определяют путем помещения ..детали между двумя вакуум-присосками, этом вакуум-присоски подводят к детали до контакта с ее поверхностями и разводят их в противоположные стороны одну относительно другой, а ориентирование производят с учетом того, что после разведения вакуумприсосок деталь зафиксируется на одной из них менее шероховатой поверхностью.
С помощью вакуум-присосок производится одновременно контроль положения детали и ее перемещение из позиции контроля на позицию загрузки в технологическое оборудование или на позицию переориентации в зависимости от ее положения.
На фиг. 1 изображена схема положения вакуум-присосок и контролируемой детали перед операцией контроля; на фиг. 2 - то же, в момент контроля; на фиг. 3 - то Же, после контроля; на фиг. 4 - то же,после транспортировки детали из позиции контроля (ПК) на позицию переориентации (ПП) или загрузки (ПЗ). Стрелками показано направление движения вакуум-присосок для достижения необходимого положекия..
Перед началом операции контроля деталь и вакуум-присоски перемещают на позицию контроля, при этом вакуум-присоски находятся на некотором расстоянии от поверхности детали (фиг. 1). Следующим движением вакуум-присоски сближают и прижимают к поверхности детали. При этом деталь присасывается к вакуум-присоске, контактирующей с шероховатой поверхностью, с меньшим усилием, чем к вакуум-присоске, контактирующей с гладкой поверхностью, так как в месте контакта шероховатой поверхности и вакуум-присоски происходит подсос воздуха со стороны периферийных участков вакуум-присоски через неровности поверхности. Поэтому в момент последующего разведения вакуум-присЬсок деталь фиксируется на той из них, которая прижата
-к ее гладкой повер-хности (фиг. 3). Следук)щим движением вакуум-присоски перемещают деталь на позицию переориентации или загрузки (фиг. 4). В этом положении деталь
.освобождают от действий вакуума для дальнейших. операций.
Применение вакуум-присосок для контроля положения плоских деталей обуви по шероховатости поверхностей с одновременным использованием вакуум-присосок в качестве захватных органов при перемещении деталей из позиции контроля на позицию переориентации или загрузки повышает производительность процесса.,
Предлагаемый способ позволит автоматизировать и роботизировать процесс
подачи деталей обуви на технологйчёскуи обработку, повысить производительность, облегчить условия труда, обеспечить условия
многостаночного обслуживания, благодаря I чему эконо1 |4ёский эффект на единицу обо1руДования достигнет IDpO руб. в год.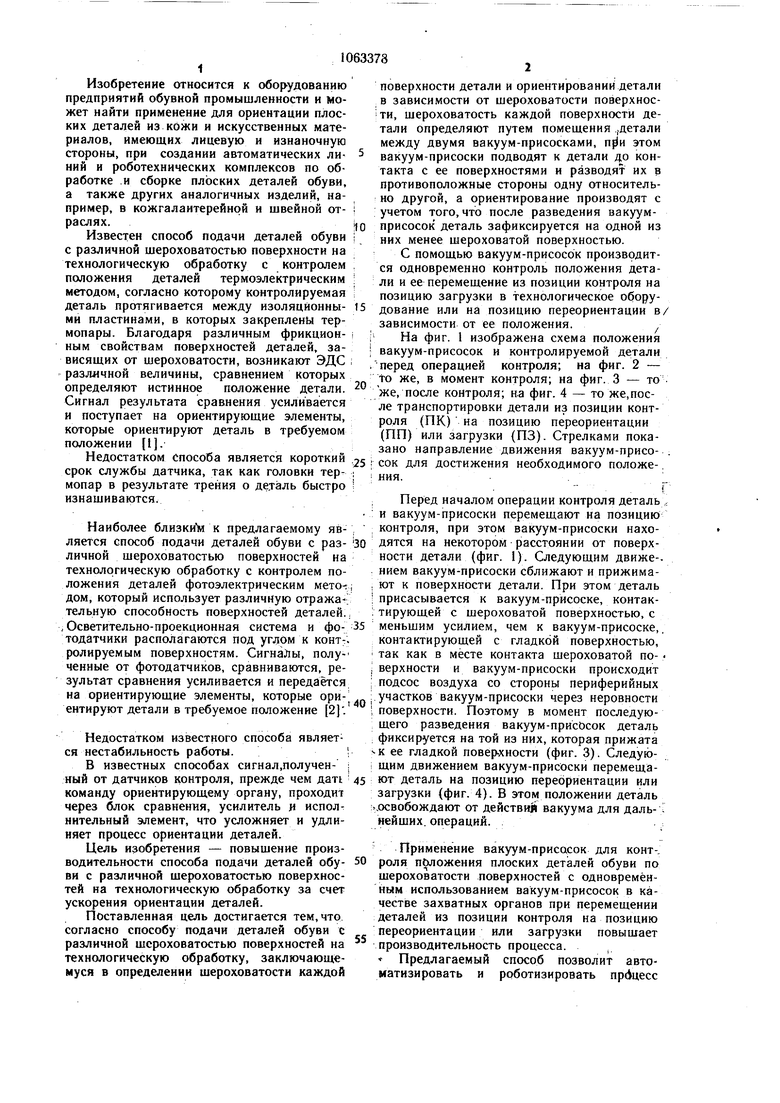

| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный захват | 1988 |
|
SU1705068A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| Устройство для ориентации плоских деталей | 1978 |
|
SU785017A1 |
| ОЧУВСТВЛЕННЫЙ ВАКУУМНЫЙ ЗАХВАТ | 2005 |
|
RU2283751C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СХВАТА МАНИПУЛЯТОРА | 2004 |
|
RU2288092C2 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Устройство для групповой ориентированной загрузки радиодеталей, преимущественно в технологическую кассету | 1989 |
|
SU1709572A1 |
| Устройство для захвата изделий | 1983 |
|
SU1118679A1 |
| Устройство для перемещения радиодеталей преимущественно в установках металлизации и сборки радиодеталей с выводами | 1987 |
|
SU1451882A1 |
| Устройство для ориентирования плоских и гибких изделий и подачи их в рабочую зону | 1990 |
|
SU1815245A1 |
СПОСОБ ПОДАЧИ ДЕТАЛЕЙ ОБУВИ С РАЗЛИЧНОЙ ШЕРОХОВАТОСТЬЮ ПОВЕРХНОСТИ НА ТЕХНОЛОГИЧЕСКУЮ ОБРАБОТКУ, заключающийся в определении шероховатости каждой поверхности детали и ориентировании детали в зависимости от шероховатости поверхности, отлычаюм ыйся тем, что, с целью повышения производительности за счет ускорения ориентации .детали, шероховатость каждой поверхности определяют путем помещения детали между двумя вакуум-присосками, при этом вакуум-присоски подводят к детали до контакта с ее поверхностями и разводят их в противоположные стороны одну относительно другой, а ориентирование производят с учетом того, что после разведеиня вакуум-присосок деталь зафиксируется иа одной из них менее шероховатой поверхностью.
ПН
±
I IA V AAAAA/ j
иг..
г.
ПН
)
илЛЛЛАЛЛЛЛ/
г.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| «Изв | |||
| высш | |||
| учеб, заведений | |||
| Тех-, нология легкой промышленности, Киев, 1970, № 5, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Изв | |||
| высш | |||
| учеб, заведений | |||
| Технология легкой промышленности, Киев, 1970, № 6, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
