Изобретение относится к производству деталей, в частности к устройствам для групповой ориентации и загрузки радиодеталей в технологическую кассету, и может быть использовано в конденсаторостроении при изготовлении безвыводйых керамических конденсаторов.
Известны устройства для групповой ориентации и загрузки радиодеталей в технологические кассеты, содержащие поддон с вакуумной камерой, ориентирующую решетку и технологическую кассету, установленные на площадку, имеющую возможность наклоняться и встряхиваться, а также толкатель, установленный отдельно.
Данные устройства используются для ориентации и загрузки радиодеталей в кассеты преимущественно при нанесении металлизационной пасты на торцы деталей и характеризуются сравнительно высокой производительностью за счет групповой ориентации и загрузки.
В то же время они требуют ручного труда для сборки ориентирующей решетки с кассетой и поддоном с вакуумной камерой, для обеспечения вибрации и наклона собранного блока с целью ориентации и удаления несориентированных деталей, для разборки блока, для перемещения кассеты под толкатель и других технологических переходов, что ограничивает дальнейшее повышение производительности работы,
Наиболее к предлагаемому является устройство для ориентированной подачи стержневых деталей ступенчатой формы, содержащее установленный на вибраторе поддон с вакуумной камерой и ориентирующей решеткой, технологическую кассету (соединитель) с размещенной над ней промежуточной решеткой и групповую присоску, размещенную с возможностью перемещения от ориентирующей к промежуточной решетке.
.Устройство предназначено для загрузки контактов в гнезда соединителей и позволяет повысить надежность и производительность работы данного вида установок в результате автоматизации групповой ориентации и загрузки контактов в гнезда соединителей (технологической кассеты).
Существенным недостатком устройства является то, что оно в силу своих конструктивных особенностей не обеспечивает существенного роста производительности и не может быть применено для групповой ориентированной загрузки в технологическую кассету радиодеталей с более простой формой (безступенчатые стержни), но более миниатюрных габаритов, например безвыводных керамических конденсаторов.
Цель изобретения-повышение производительности в работе.
Устройство для групповой ориентированной загрузки радиодеталей, преимущественно в технологическую кассету, содержащее установленный на вибраторе поддон с вакуумной камерой и ориентирующей решеткой, технологическую кассету с размещенной над ней промежуточной решеткой ы групповую присоску, размещенную с возможностью перемещения от ориентирующей решетки к промежуточной решетке, снабжено толкателем, выполненным в виде плмты с пуансонами и подпружиненного относительно плиты прижима, и размещенным над промежуточной решеткой с возможностью осевого перемещения, причем внутренние стенки ячеек кассеты покрыты эластичным Материалов,
Положительный эффект обеспечивает. ся за счет того, что совокупность существенных признаков устройства позволяет снизить применение ручного труда при выполнении технологических переходов (операций) и существенно повысить за счет этого производительность в работе.
Предлагаемое устройство отличается от известного наличием толкателя в виде плиты с пуансонами и подпружиненного относительно плиты прижима, который размещен над промежуточной решеткой с возможностью осевого перемещения, причем внутренние стенки ячеек кассеты покрыты эластичным материалом.
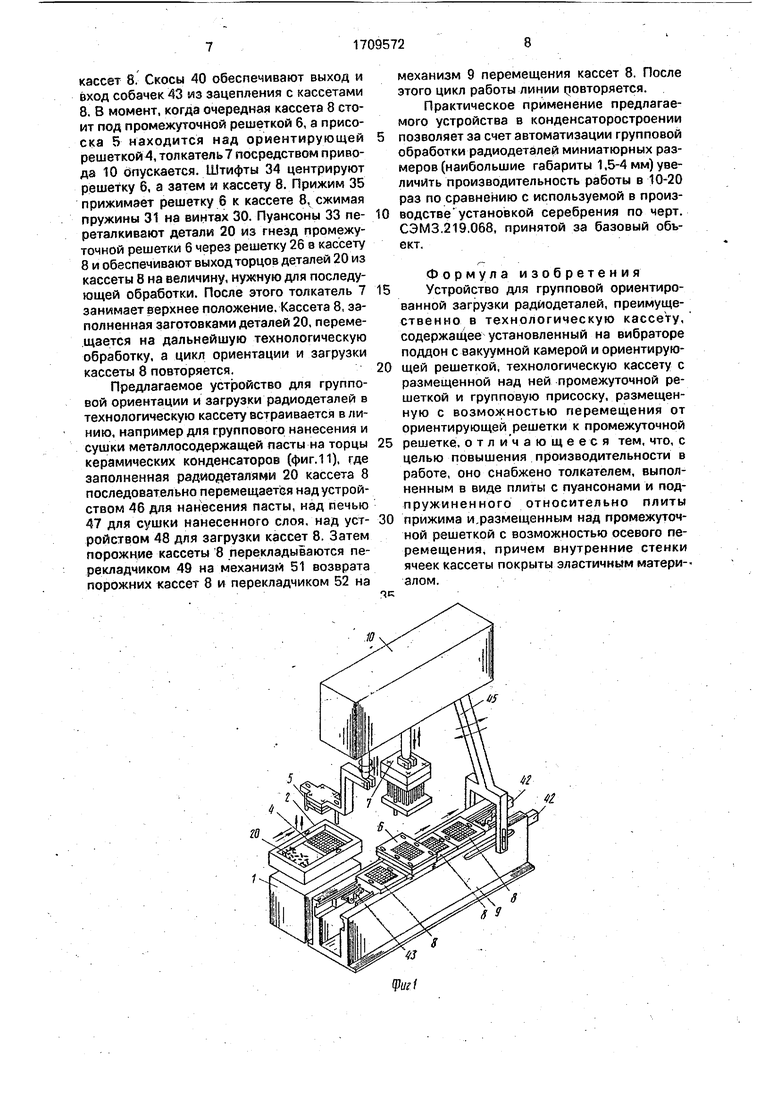
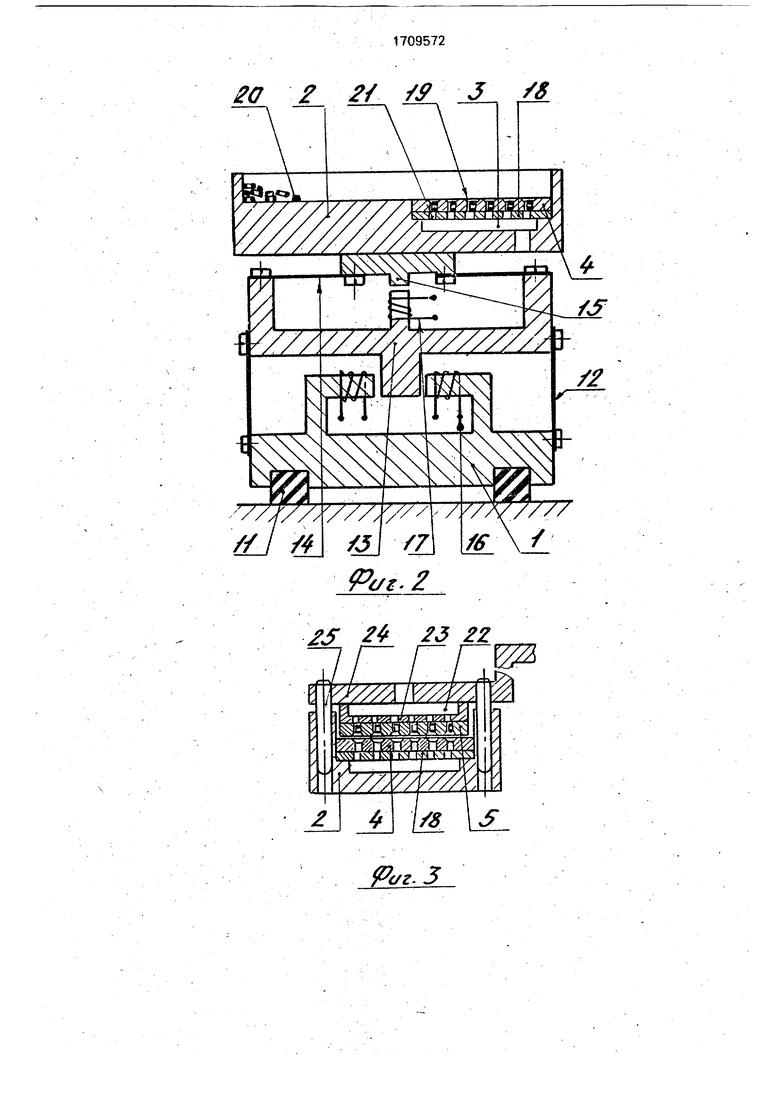
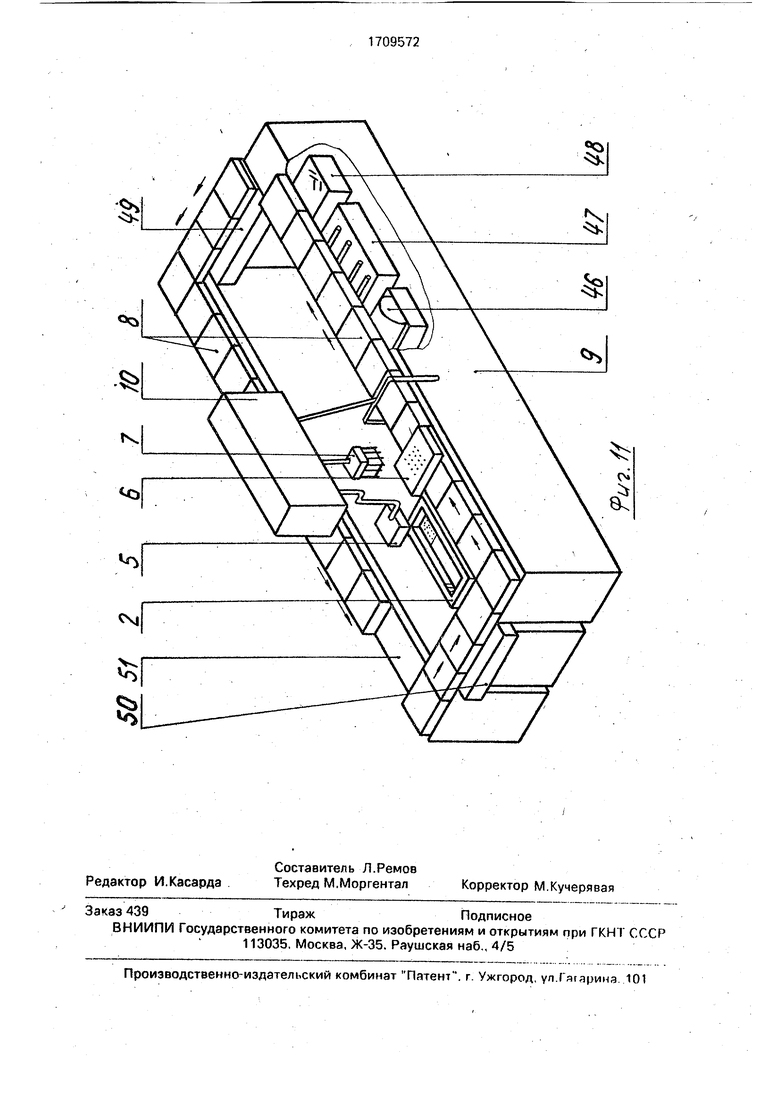
На фиг1 показана конструктивная схема устройства; на фиг.2 - конструктивная схема реверсивного вибратора с установленным на нем поддоном с вакуумной камерой и ориентирующей решеткой; на фиг,3 - групповая присоска в момент забора радиодеталей из ориентирующей решетки; на фиг, 4 и 5-толкатель в начале и конце пезреталкивания радиодеталей из промежуточной решетки в кассету; на фиг,6 и 7 конструктивное устройство промежуточной решетки; на фиг,8 и 9 - конструктивное устройство кассеты; на фиг,10 - обрабатываемая деталь; на фиг.11 - пример конструктивной схемы линии для нанесения и сушки металлосодержащей пасты на торцы радиодеталей, в которой может быть использовано устройство.
Устройство состоит (фиг,1 и 2) из реверсивного вибратора, включающего основание 1, поддона 2 с вакуумной камерой 3, ориентирующей решетки 4, групповой присоски 5, промежуточной решетки 6, толкателя 7, кассеты 8. механизма 9 перемещения кассет 8 и привода 10.
Реверсивный вибратор (фиг.2) состоит из основания 1, установленного на виброгасящих опорах 11. На основании 1 на пружинах 12 закреплен горизонтальный якорь 13, на котором, в свою очередь, на пружинах 14 закреплен вертикальный якорь 15, Для возбуждения горизонтальных колебаний на основании 1 установлены два электромагнита 16, Для возбуждения вертикальных колебаний на горизонтальном якоре 13 установлен электромагнит 17. На вертикальном якоре 15 закреплен поддон 2, в котором образована вакуумная камера 3, соединенная с вакуумной системой (не показана). Над вакуумной камерой 3 установлены ориенти-, рующая решетка 4 и решетка 18.
В решетке 4 выполнены гнезда 19. в каждом из которых может разместиться только одна радиодеталь 20 в вертикальном положении, В решетке 18 выполнены отверстия 21, которые сообщают гнезда 19с вакуумной камерой 3, но исключают попадание радиодеталей 20 в последнюю,
В групповой присоске 5 (фиг.З) также. как и в ориентирующей решетке 4, выполнено такое же количество гнезд, которые соединены с вакуумной системой через камеру
вмещения гнезд в присоске 5 с гнездами 19 в решетке 4 и такими же гнездами в промржуточной решетке 6 (фиг.4-7) на рычаге 24 установлены два штифта 25, а в поддоне 2, решетке 6 и кассете 8 выполнены отверстия.
В промежуточной решетке 6 (фиг.6 и 7) выполнены гнезда в том же количестве, что и в ориентирующей решетке 4 и присоске 5. Под решеткой 6 установлена решетка 26, в которой соосно гнездам в решетке 6 выполнены отверстия 27, облицованные эластичным материалом 28. Решетки 6 и 26 соединены между собой и снабжены отверстиями 29 для закрепления посредством винтов 30 и пружин 31 (фиг.5) на механизме 9 перемещения кассет 8 под толкателем 7.
Толкатель 7 (фиг.4.и 5) состоит из основания, установленного на штангу привода 10, на котором установлена плита 32 спуансоном 33 и шрифтами 34. На штифтах 34 и пуансонах 33 установлен прижим 35, который пружинами 36 отжат в нижнее положение от плиты 32.
Кассета 8 (фиг.8 и 9) выполнена в виде пластины с отверстиями 37. облицованными эластичным материалом 38, кртормй обеспечивает фиксацию радиодеталей 20 в кассете 8. В последней выполнены отверстия для совмещения с промежуточной решеткой 6 при загрузке кассеты 8 радиодеталями 20, пазы 39 и сколы 40 для взаимодействия с механизмом 9 перемещения кассет 8.
Механизм 9 перемещения Kaccet 8 (фиг.1,4 и 5) включает направляющие 41, штанги 42, собачки 43, штифты 4 и рычаг 45.
Привод 10 (фиг.1) включает штангу для закрепления и перемещения присоски 5, штангу для закрепления и перемещения толкателя 7, рычаг 45 механизма 9 для перемещения кассет 8 и командоаопарат для управления электромагнитами 16 и 17 реверсивного вибратора 1 и вакуумными камерами 3 и 22 (конструктивное устройство привода Ю на фиг. не показано).; .
I . .
На фиг.11 показан пример конструктивного выполнения линии для нанесения и сушки мета л лосо держа щей пасты на торцы радиодеталей 20, где используется предлагаемое устройство. Данная линия включает устройство с поддоном 2, установленным совместно с ориентирующей решеткой 3 на реверсивный вибратор 1. групповую присоску 5, промежуточную решетку 6. толкатель 7, кассеты 8, механизм 9 перег/)ещения.кассет 8 и привод 10; Кроме того, линия включает устройство 46 для нанесения пасты, печь 47 для сушки нанесенного слоя, устройство 48 для разгрузки кассет 8, перекладчики 49 и 50 кассет 8 и механизм 51 возврата порожних кассет 8.
Устройство работает следующим образом.
Радиодетали 20, например безвыводные заготовки миниатюрных керамических конденсаторов, загружают навалом в поддон 2, а порожние кассеты 8 подают на вход механизма 9 перемещения кассет 8 и включают привод 10. Посредством командоаппарата привода 10 вакуумная камера 3 соединяется с вакуумной системой, а на электромагниты 16 и 17 подается электрическое напряжение, которое обеспечивает за счет вибрации движение радиодеталей 20 в направлении ориентирующей решетки 4. Детали 20 под действием вакуума в камере 3 и вибрации заполняют гнезда 19 в ориентирующей решетке 4. Затем командоаппарат привода 10 переключает напряжение в электромагнитах 16 и 17 и обеспечивает за счет вибрации движение деталей 20 в поддоне 2 в сторону от ориентирующей решетки 4.
Радиодетали 20, находящиеся нее гнездах 19 решетки 4 и не удерживаемые вакуумом, перемещаются в противоположную от ориентирующей решетки 4 сторону поддона 2 и решетка 4 освобождается от несориентированных деталей 20. Теперь присоска 5 посредством привода 10 поворачивается и опускается на ориентирующую решетку 4. Штифты 25 входят в отверстия поддона 2 и обеспечивают центрирование гнезд присоски 5 с гнездами 19 решетки 4. Для перегрузки сориентированных деталей 20 в гнезда присоски 5 посредством привода 10 . камера 3 отключается от вакуумной сети, а камера 22 подключается к ней, присоска 5 поднимается, поворачивается и опускается на промежуточную решетку 6. Штифты 25 обеспечивают центрирование гнезд присоски 5 с гнездами решетки 6. Вакуумная камера 22 отключается от вакуумной сети и детали 20 перегружаются из гнезд присоски 5 в гнезда решетки 6. Присоска 5 возвращается в исходное положение и начинается новый цикл ориентации и перегрузки деталей 20. Одновременно, пока проходит первая часть цикла ориентации и перегрузки, кассеты 8 посредством механизма 9 перемещения кассете перемещаются на один шаг. Перемещение происходит парой собачек 43, расположенных на рейках 42, которые, в свою очередь, перемещаются рычагом 45 привода 10. Кассеты 8 при этом пазами 39 скользят по выступам направляющих 41. При возвратном движении рычага 45 кассеты 8 не движутся, а собачки 43 скользят по нижним боковым плоскостям
кассет 8. Скосы 40 обеспечивают выход и вход собачек 43 мз зацепления с кассетами 8, В момент, когда очередная кассета 8 стоит под промежуточной решеткой 6, а присоска 5 находится над ориентирующей решеткой4, толкатель посредством привода 10 Опускается. Штифты 34 центрируют решетку 6, а затем и кассету В. Прижим 35 прижимает решетку 6 к кассете 8, сжимая пружины 31 на винтах 30. Пуансоны 33 переталкивают детали 20 из гнезд промежуточной решетки 6 через решетку 26 в кассету 8 и обеспечивают выход торцов деталей 20 из кассеты 8 на величину, нужную для последующей обработки. После этого толкатель 7 занимает верхнее положение. Кассета 8, заполненная заготовками деталей 20, переме.щается на дальнейшую технологическую обработку, а цикл ориентации и загрузки кассеты 8 повторяется.
Предлагаемое устройство для групповой ориентации и загрузки радиодеталей в технологическую кассету встраивается в линию, например для группового нанесения и сушки металлосодержащей пасты на торцы керамических конденсаторов (фиг.11), где заполненная радиодеталями 20 кассета 8 последовательно перемещается над устройством 46 для нанесения пасты, над печью 47 для сушки нанесенного слоя, над устройством 48 для загрузки Kaccej 8. Затем порожние кассеты 8 перекладываются перекладчиком 49 на механизм 51 возврата порожних кассет 8 и перекладчиком 52 на
механизм 9 перемещения кассет 8. После этого цикл работы линии довторяется.
Практическое применение предлагаемого устройства в конденсаторостроении позволяет за счет автоматизации групповой обработки радиодеталей миниатюрных размеров (наибольшие габариты 1,5-4 мм) увеличить производительность работы в 10-20 раз по сравнению с используемой в производстве установкой серебрения по черт. СЭМЗ.219,068, принятой за базовый объект.
Формула изобретения Устройство для групповой ориентированной загрузки радиодеталей, преимущественно в технологическую кассету, содержащее установленный на вибраторе поддон с вакуумной камерой и ориентирующей решеткой, технологическую кассету с размещенной над ней промежуточной решеткой и групповую присоску, размещенную с возможностью перемещения от ориентирующей решетки к промежуточной решетке, отличающееся тем, что, с целью повышения производительности в работе, оно снабжено толкателем, выполненным в виде плиты с пуансонами и подпружиненного относительно плиты прижима и.размещенным над промежуточной решеткой с возможностью осевого перемещения, причем внутренние стенки ячеек кассеты покрыты эластичным матери-алом.
(7 / // / J / S 2 /J
a.Z
E;
/
t
. J


| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для группового изготовления радиодеталей | 1991 |
|
SU1799481A3 |
| Устройство для сортировки радиодеталей по электрическим параметрам | 1981 |
|
SU1010736A1 |
| УСТРОЙСТВО ПОДАЧИ КАПСЮЛЯ-ВОСПЛАМЕНИТЕЛЯ | 2013 |
|
RU2526333C1 |
| Устройство для загрузки плоскихВыВОдОВ B КАССЕТы | 1978 |
|
SU801142A1 |
| Устройство для приварки анодов конденсаторов к рейке | 1985 |
|
SU1315201A1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1982 |
|
SU1173455A1 |
| Устройство для ориентированной подачи стрежневых деталей ступенчатой формы преимущественно в установках для загрузки контактов в гнезда соединителей | 1986 |
|
SU1466025A1 |
| Устройство для нарезки и укладки пакетов стеклокерамических конденсаторов | 1977 |
|
SU736182A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Устройство для подачи радиодеталей,преимущественно безвыводных конденсаторов,в установках для контроля по электрическим параметрам | 1983 |
|
SU1187292A1 |


Й'зобретение относится к производству радиодеталей, в частности jc устройствам для групповой ориентации и загрузки радиодеталей в технологическую кассету, и мо-жет быть использовано в коиденсаторост- роении при изготовлении безвыводных керамических конденсаторов., Цель изобретения - повышение производительности - достигается тем. что устройство для групповой ориентированной загрузки радиодеталей, преимущественно в технологические кассеты, содержит установленный на вибраторе поддон 2 с вакуумной камерой и ориентирующей решеткой 4, технологическую кассету 8 с размещенной над ней промежуточной решеткой 6 и групповую присоску 5. размещенную с возможностью перемещения от ориентирующей решетки 4 к промежуточной решетке 6. толкатель 1, выполненный в виде плиты с пуансонами и подпружиненного относительно плиты прижима, размещенного над промежуточной решеткой 6 с возможностью осевого перемещения. причем внутренние стенки ячеек кассеты 8 покрыты эластичным материалом. 11 ил.шсЧзтала
S 6
в JS 37
8 Jy 37
(Put-S
PJt-3
w
. fO
| Устройство для групповой загрузки деталей | 1973 |
|
SU450699A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
