Изобретение относится к легкой промышленности и может быть использовано, например, в кожевенной промышленности для подачи и ориентирования кож на проходное технологическое оборудование.
Целью изобретения является повышение точности ориентации и расширение технологических возможностей устройства.
Это достигается тем, что устройство дополнительно содержит размещенный в рабочей .плоскости опорной поверхности с одной из ее боковых сторон захват и под опорной поверхностью транспортирующий элемент. Опорная поверхность смонтирована с возможностью вывода ее из рабочей зоны в сторону, противоположную стороне размещения захвата и имеет привод ее перемещения. Опорная поверхность выполнена с двумя прозрачными плоскостями, верхней и нижней. На нижней поверхности с внутренней стороны опора имеет равномерно размещенные по все.й поверхности
фотодатчики, электрически связанные с приводом перемещения опоры. На верхней поверхности, с внутренней ее стороны, опора имеет аналогичные датчики, также электрически связанные с приводом перемещения опоры, кроме того, имеет ориентирующие элементы, расположенные в два ряда и выполненные в виде фотодатчиков. Захватывающий элемент выполнен в виде пневмоприсоски.
Выполнение опоры в виде прозрачного короба позволяет расположить внутри него матрицы фотодатчиков, и с их помощью ориентировать изделия без нахлеста одного на другое с минимальным зазором.
Сопоставительный анализ с прототипом показывает, что предлагаемый объект содержит, как и прототип, опорную поверхность с ориентирующими элементами и механизм подачи изделия на опорную поверхность, но отличается от прототипа тем, что опорная поверхность имеет систему фотодатчиков, а захватывающий элемент
(Л
С
ел
mft
выполнен в виде пневмоприсоски и может двигаться возвратно-поступательно.
Сопоставительный анализ со всеми известными устройствами для подачи и ориентирования плоских гибких изделий показывает, что известен принцип ориентирования плоских изделий по фотодатчикам, но он распространяется только на изделия с прямолинейными краями. Известно, также выполнениеудержи- вающих и захватных элементов в виде вакуумных присосок.
Однако выполнение опоры в виде короба с прозрачной нижней и верхней плоскостями, когда на их внутренних поверхностях расположены матрицы фотодатчиков, а на верхней наружной плоскости находятся два ряда фотодатчиков, расположенные параллельно оси симметрии и на расстоянии, равном ширине прохода технологического оборудования, и одновременно выполнение захватывающего элемента в виде пневмоприсоски с возможностью вращения, вертикального и возвратно-поступательного перемещения захватывающего элемента, позволяет перемещать и ориентировать не только изделия геометрически правильной формы, имеющие ровные края, но и гибкие изделия произвольной формы, а также подавать их к технологическому оборудованию поштучно без нахлеста друг на друга.
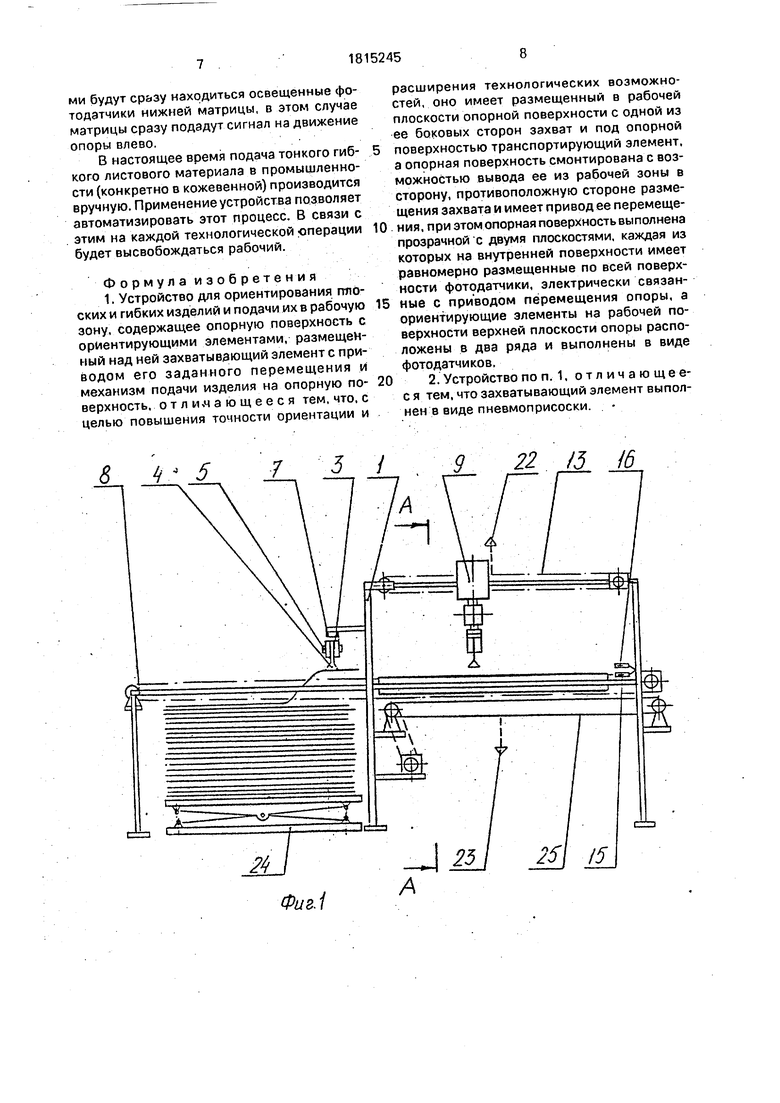
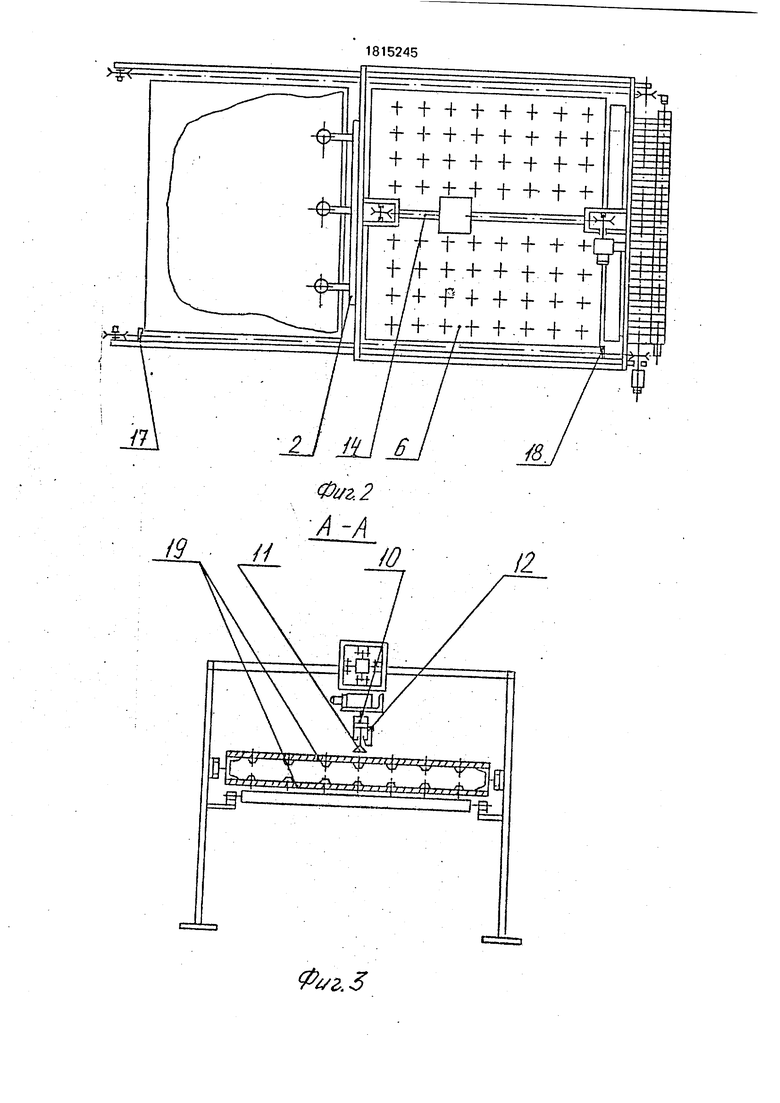
На фиг. 1 изображено устройство для ориентирования плоских, гибких изделий и подачи их в рабочую зону (вид сбоку); на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг, 1; на фиг. 4 - опора, вид сверху; на фиг. 5 - схема ориентации изделия по ширине рабочего прохода.
Устройство состоит из рамы 1, на которой укреплен подающий механизм, включающий траверсу 2 с пневмоцилиндрами 3, с установленными на них пневмоприсосками 4 с датчиками вакуума 5, и подвижную опору 6. Верхнее положение пневмоцилиндров 3 фиксируется концевыми выключателями 7. Движение опоры производится по направляющим 8, установленным на раме 1.
На раме 1 также закреплено средство ориентирования, включающее механизм вращения 9. механизм вертикального перемещения, выполненного в виде пневмоци- линдра 10, с присоской 11 и датчиком вакуума
12. и механизма продольного перемещения
13. с возможностью движения вдоль оси устройства по направляющей 14 (привод условно не показан).
На раме 1 укреплены прижимные планки 15 с.встроенными датчиками 16.
Крайнее левое и правое положения опоры фиксируются концевыми выключателями 17 и 18. Подвижная опора состоит из двух
листов прозрачного стеклопластика 19 скрепленных с некоторым зазором. На верхнем листе опоры вдоль продольной ее оси установлены два ряда фотодатчиков 20, отстоящих друг от друга на расстоянии, равном ширине рабочего прохода технологического оборудования, причем продольная ось симметрии устройства делит это расстояние пополам.
Между этими рядами фотодатчиков находится матрица фотодатчиков 21, Аналогичная матрица фотодатчиков расположена на нижнем листе опоры. Причем, проекции на горизонтальную плоскость фотодатчиков
5 верхней и нижней матрицы совпадают.
Датчики верхней и нижней матрицы, проекции которых совпадают, образуют пару датчиков, электрически связанных между собой. Фотодатчики расположены равномерно в
0 нижней ив верхней матрицах. При этом датчики расположены с внутренней стороны подвижной опоры рабочей поверхностью наружу, с тем, чтобы они не мешали движению плоских гибких изделий при ори5 ентировании их на верхнем листе опоры и с целью предотвращения повреждения и загрязнения на обоих листах опоры.
Фотодатчики опоры освещаются источниками света 22 и 23. Устройство снабжено
0 подъемно-спускным столом 24 и струнным транспортером 25, расположенным под механизмом ориентирования, и который может быть непосредственно транспортером технологического оборудования.
5 Устройство работает следующим образом: поддон со стопкой тонкого гибкого материала устанавливается на подъемно-опускной стол 24. Пневмоприсоски 4, установленные на пневмоцилиндрах 3, при включении уст0 ройства опускаются на верхний лист стопы. При достижении определенного уровня разряжения внутри пневмоприсосок датчик вакуума 5 подает команду на подъем пневмоцилиндров 3.
5 Пневмоприсоски 4, поднимаясь, захватывают край кожи, образуя между ним и стопой зазор, достаточный для прохождения опоры. После подъема пневмоцилиндров 3 срабатывает концевой выключатель 7,
0 подающий команду на движение опоры б под верхний приподнятый лист. При движении опоры верхний лист укладывается на опору 6. При достижении опорой крайнего левого положения срабатывает концевой
5 выключатель 17. подающий команду на выключение вакуум а в пневмоприсосках 4 и на обратное движение опоры 6. При достижении опорой 6 крайнего правого положения срабатывает концевой выключатель 18. подающий команду .на останов опоры 6 в этом
положении, а также команду на опускание пневмоцилиндра 10 с установленной на нем пневмоприсоской 11 на лист, уложенный на опоре 6. Одновременно подается команда на подъем подьемно-опускного стола 24 для поддержания на постоянном уровне стопы с гибким листовым материалом, а также команда на опускание пневмоприсрсок 4 пневмоцилиндрами 3 на последующий лист с дальнейшим их подъемом вместе с захваченным краем листа.
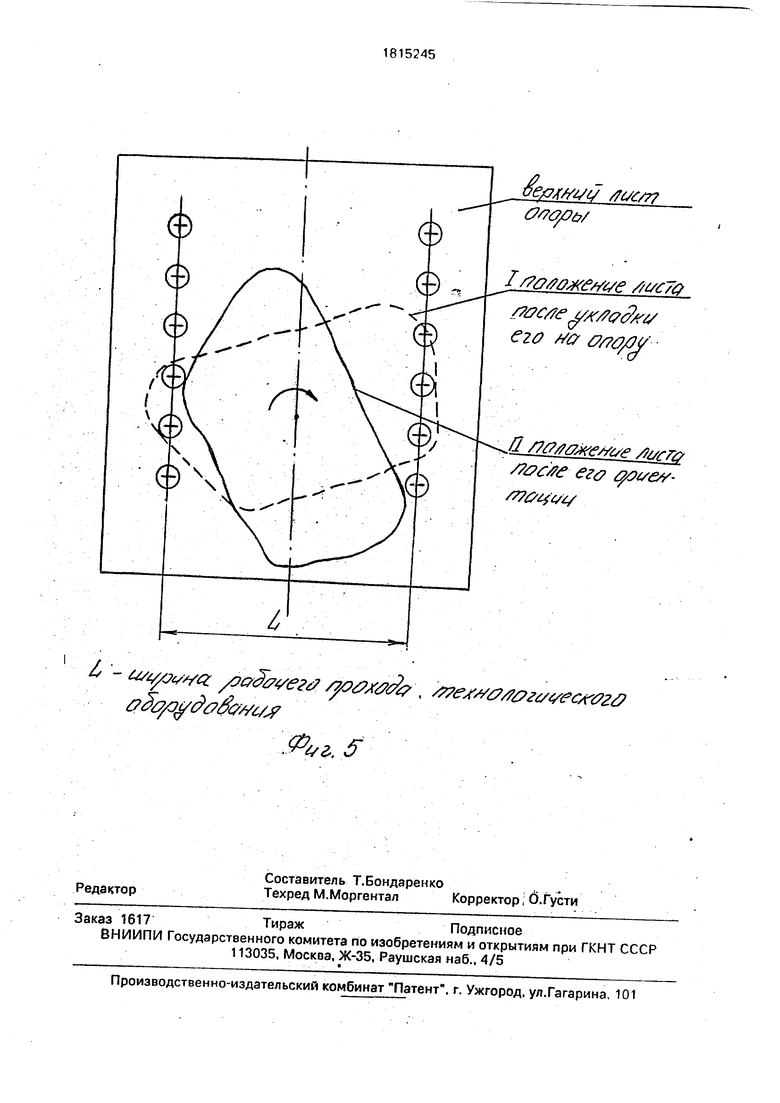
После того, как пневмоцилиндр 10 опустит пневмоприсоску 11с датчиком вакуума 12 на лист, находящийся на опоре 6, начинается ориентирование листа, так., чтобы его боковые стороны не выходили за.два ряда датчиков 20, ограничивающих ширину рабочего прохода технологического оборудования, как показано на фиг. 4, где в дальнейшем будет происходить обработка листа. Если лист, находящийся на опоре 6, выступает с одной стороны или одновременно с двух сторон за рабочий проход тех- нологического оборудования, то часть фотодатчиков на одном из двух рядов или, соответственно, на. обеих рядах закрыта. При этом включается механизм вращения 9 средства ориентирования. Лист начинает вращаться на опоре 6 вокруг центра пнев- моприсосш, находящейся над продольной осью устройства.
Вращение происходит до тех пор. пока лист не примет положение, при котором оба ряда фотодатчиков открыты, как показано на фиг. 5. Это означает, что лист не выступает за размеры рабочего прохода технологического оборудования.
После открытия обеих рядов фотодатчиков 20, они подают команду на прекращение вращения и продольное перемещение листа вместе со средством ориентирования при помощи механизма продольного перемещения 13 в сторону технологического оборудования, на котором происходит дальнейшая обработка листа.
Если при укладке листа на опору 6, ом принял положение, при котором ни один из рядов фотодатчиков не закрыт, зто означает, что лист уже находится в пределах рабочего прохода технологического оборудования, т.е. ориентирование листа не требуется, механизм вращения 9 средства ориентирования не включается, а включается сразу механизм продольного перемещения 13.
Продольное продвижение листа осуществляется до тех пор, пока его край не попадет между верхней и нижней прижимкой планкой, перекроет встроенные в них датчики, которые подадут команду на смыкание планок 15, прекращение продольного перемещения, отключение вакуума в пневмопри- соске И и подъем цилиндра 10. возвращение в начальное положение механизма вращения 9 и механизма продольного пере- 5 мещения 13.
Укладка сориентированного листа на струнный транспортер 25, который непосредственно может быть транспортером технологического оборудования происходит 0 при движении опоры б влево от исходного положения.
При движении влево опора б выскаль- зываетиз-под сориентированного листа, ко- торыйгнаходится на ней и один конец 5 которого зажат в планках 15.
Лист укладывается на струнный транспортер. По мере движения опоры последующий лист укладывается на опору, при этом его край уже поднят пневмоприсосками 4. 0 Сигналом для движения опоры влево служит отсутствие предыдущего листа, который был уложен на транспортер и движется вместе с ним, под сориентированным листом, находящимся на опоре. Лист тонкого гибкого 5 материала, находящийся на опоре, закрывает часть фотодатчиков матрицы верхнего листа опоры, освещаемого источником света 22 сверху.
Лист, находящийся на транспортере. 0 закрывает часть фотодатчиков матрицы нижнего листа опоры, освещаемого источником света 23 снизу, причем по мере дви- . жения количество их уменьшается.
Так как фотодатчики верхней и нижней 5 матрицы, проекции которых на горизонтальную плоскость совпадают, электрически связаны между собой попарно, то наличие предыдущего листа под укладываемым будет определяться тем. что под закры- .0 тыми укладываемым листом фотодатчиками верхней матрицы будут находиться фотодатчики нижней матрицы, закрытые нижним листом. По мере движения транспортера количество их уменьшается. При полном выхо- 5 де из-под укладываемого листа все фотодатчики, находящиеся под укладываемым листом на нижней матрице, будут освещены, и наличие сочетания закрытых фотодатчиков верхней матрицы и соответствующих им 0 освещенных фотодатчиков нижней матрицы позволит матрицам подать сигнал на движение опоры влево и укладки листа на транспортер.
В связи с тем, что устройство позволяет 5 укладывать листы разных размеров и любой конфигурации, то после ориентирования и подачи листа в зажимные планки под находящимся на опоре листом может не оказаться предыдущего листа на транспортере. То есть под закрытыми верхними фстодэтчиками будут сразу находиться освещенные фотодатчики нижней матрицы, в этом случае матрицы сразу подадут сигнал на движение опоры влево,
В настоящее время подача тонкого гибкого листового материала в промышленности (конкретно в кожевенной) производится вручную. Применение устройства позволяет автоматизировать этот процесс. В связи с этим на каждой технологической операции будет высвобождаться рабочий.
Формула изобретения 1. Устройство для ориентирования плоских и гибких изделий и подачи их в рабочую зону, содержащее опорную поверхность с ориентирующими элементами, размещенный над ней захватывающий элемент с приводом его заданного перемещения и механизм подачи изделия на опорную поверхность, отличающееся тем, что. с целью повышения точности ориентации и
расширения технологических возможностей, оно имеет размещенный в рабочей плоскости опорной поверхности с одной из ее боковых сторон захват и под опорной
поверхностью транспортирующий элемент, а опорная поверхность смонтирована с возможностью вывода ее из рабочей зоны в сторону, противоположную стороне размещения захвата и имеет привод ее перемещения, при этом опорная поверхность выполнена прозрачной с двумя плоскостями, каждая из которых на внутренней поверхности имеет равномерно размещенные по всей поверхности фотодатчики, электрически связанные с приводом перемещения опоры, а ориентирующие элементы на рабочей поверхности верхней плоскости опоры расположены в два ряда и выполнены в виде фото датчике в.
2. Устройство по п. 1, отличающее- с я тем, что захватывающий элемент выполнен в виде пневмоприсоски.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗВЕДЕНИЯ СТЕН, УСТАНОВКА ДЛЯ АВТОМАТИЗИРОВАННОГО ВОЗВЕДЕНИЯ СТЕН ИЗ СТРОИТЕЛЬНЫХ МОДУЛЕЙ И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ МЕХАНИЗИРОВАННОГО ВОЗВЕДЕНИЯ СТЕН ИЗ СТРОИТЕЛЬНЫХ МОДУЛЕЙ | 2011 |
|
RU2464392C1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1982 |
|
SU1014624A1 |
| Устройство для ориентирования изделий | 1982 |
|
SU1121207A1 |
| Устройство для ориентированной укладки штучных изделий в тару | 1986 |
|
SU1433848A1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Роликовый конвейер | 1986 |
|
SU1413046A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |

Сущность изобретения: новым в устройстве является выполнение опоры с ориентирующими элементами в виде короба с прозрачной верхней и нижней плоскостями, причем на их внутренних поверхностях расположены матрицы фотодатчиков, а на верхней наружной плоскости находятся два ряда фотодатчиков ориентирующих элементов, расположенные параллельно оси симметрии на расстоянии, равном ширине прохода технологического оборудования. Устройство также имеет размещенный над опорной поверхностью с одной из ее боковых сторон захват, а под опорной поверхностью - транспортирующий элемент. 1 з.п. ф-лы, 5 ил.
9 22 /5 /б
9WS181
Фиг.Ъ
yO7 / 0UC/7 Ј it- Ц/У/ОШ& / /0&А0д#
/7 ем0/г0гЈ/уесх&го odqoyfofatfi/j
/ s
Ј - &t//Jw z / 0д0#ег# /jp0/&fa , 7е #0 0г#4ес &г0
&&/tyd fawj
: .
| Устройство для отбора и разворота листовых заготовок | 1974 |
|
SU502819A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
