1
(21)4662706/27
(22)1Ь„ОЗо89
(46) 07003„910 Бюло N 9
(72) ДоФ.Саленко, Б0Р0Кравецкий,
ВоИоЮдин и ЮоЛоБукалов
(53) Ь21о735о32(088в8)
(56) Авторское свидетельство СССР
К 994095, кл„ В 21 J 5/08, 1983„
(5) IJTAM1I ДНЯ ВЫСАДКИ ГОЛОВОК ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА
(57) Изобретение относится к обработке металлов давлением и может быть использовано в штампах для высадки головок деталей стержневого типа при длине заготовок, превышающей ход ползуна пресса. Цель изобретения - повышение производительности ч упрощение конструкции,. Штамп содерхит механизм перемещения пуансонодержателя 10, состоящего.из роликоклиновой подачи (25,71 высадочного инструмента (ВИ) 19 на позицию высадки, и реечно- храповое соединение (14,20) для вращения ВИ 19 о Вращение ВИ 19 обеспечивает последовательную установку предварительной и окнчательно вставок на позиции высадкИо Штамп снабжен средством для фиксации ВИ 19 относительно матриц 2 и 3„ Средство для фиксации выполнено в виде обоймы 25, закрепленной на матрицах 2 и 3 и имеющей направляющие скосы и вертикальные стенки„ Контур вертикальных стенок соответствует внешнему контуру ВИ 19, что способствует точной ориентации ВИ 19 относительно матриц и осуществлению качественной высадкИо 2 з„п0 ф-лы, 6 ил
Р
(/
| название | год | авторы | номер документа |
|---|---|---|---|
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| КЛИНОВОЙ ШТАМП ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ | 1973 |
|
SU405640A1 |
| Поворотный штамп | 1981 |
|
SU986566A1 |
| Автоматический штамп для изготовления пустотелых заклепок из проволоки | 1957 |
|
SU113850A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Клиновой штамп для двухсторонней высадки стержневых деталей с головками | 1976 |
|
SU583855A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для высадки головок наСТЕРжНяХ | 1979 |
|
SU837533A1 |
| Штамп для реверсивной вырубки-пробивки | 1990 |
|
SU1761346A1 |

ьг I
31632600
Изобретение относится к обработке металлов давлением, в частности к .штампам доя высадки головок деталей стержневого типа, и может быть использовано для изготовления деталей машин, например болтов„
Цель изобретения - повышение производительности за счет сокращения времени высадки, а также упрощение конструкции штампа.
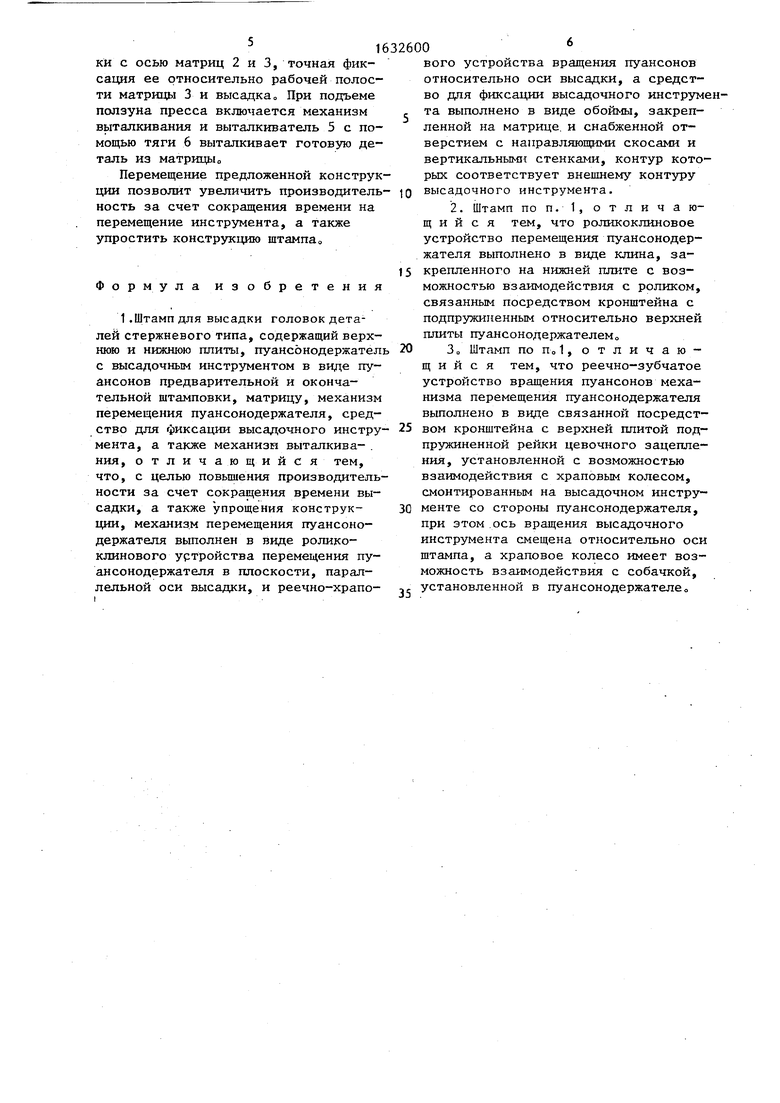
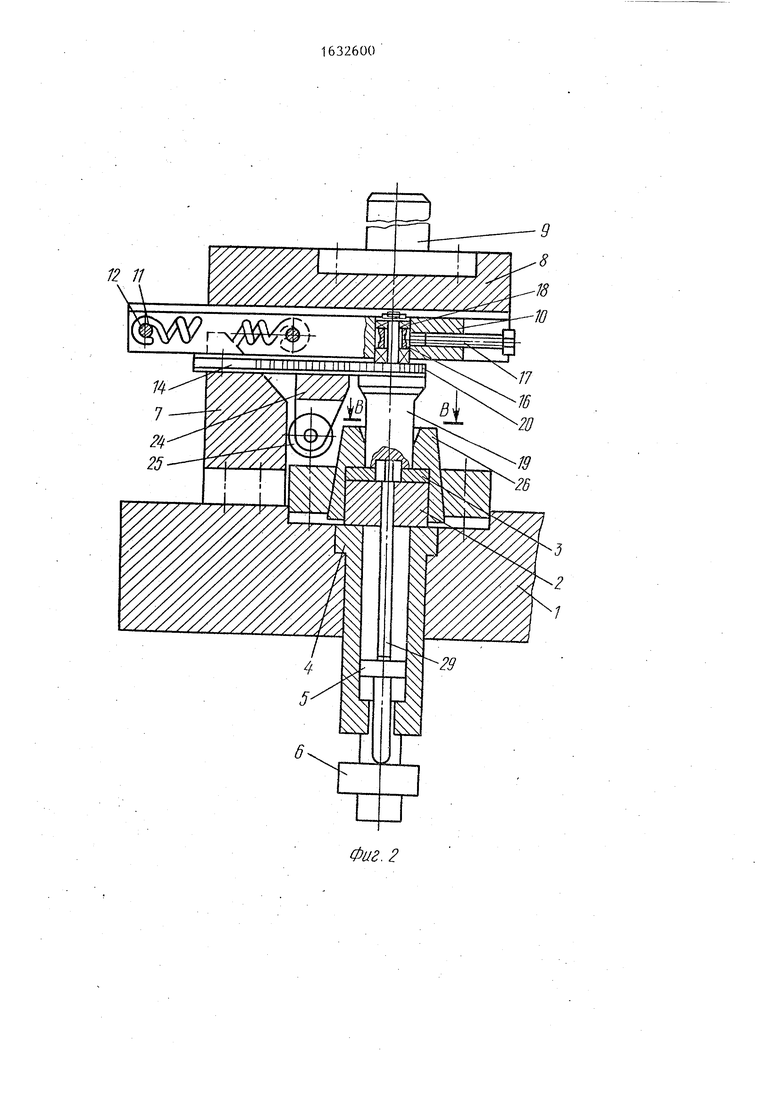
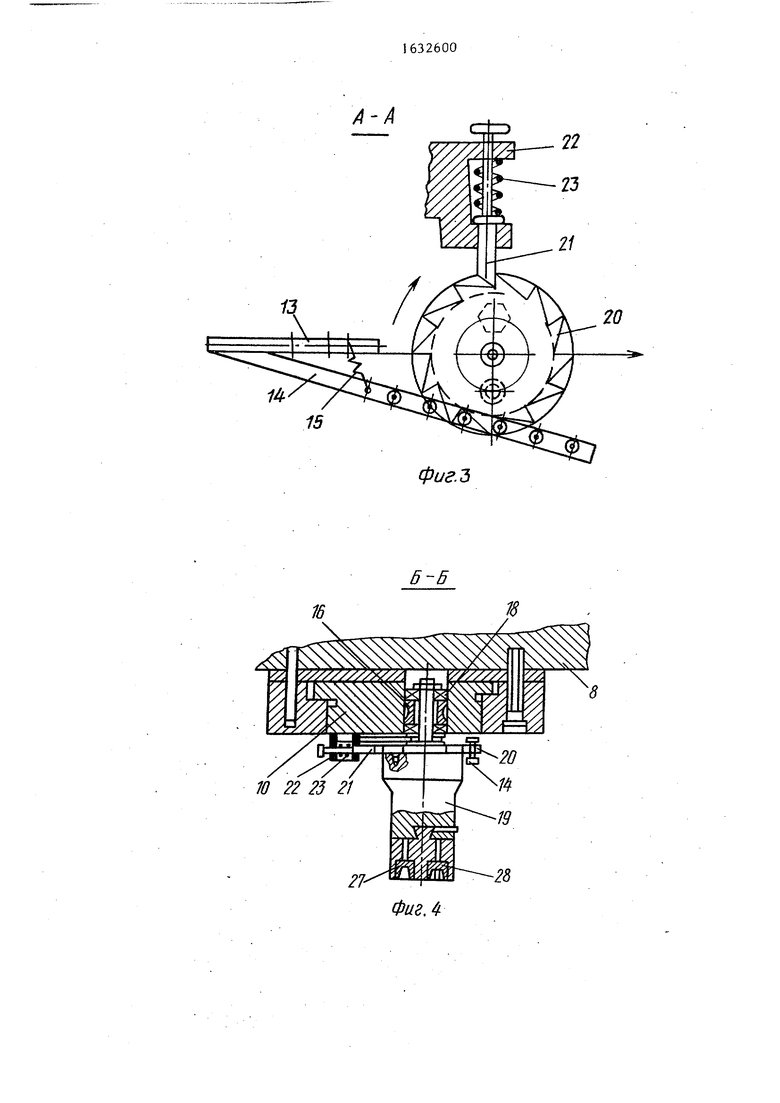
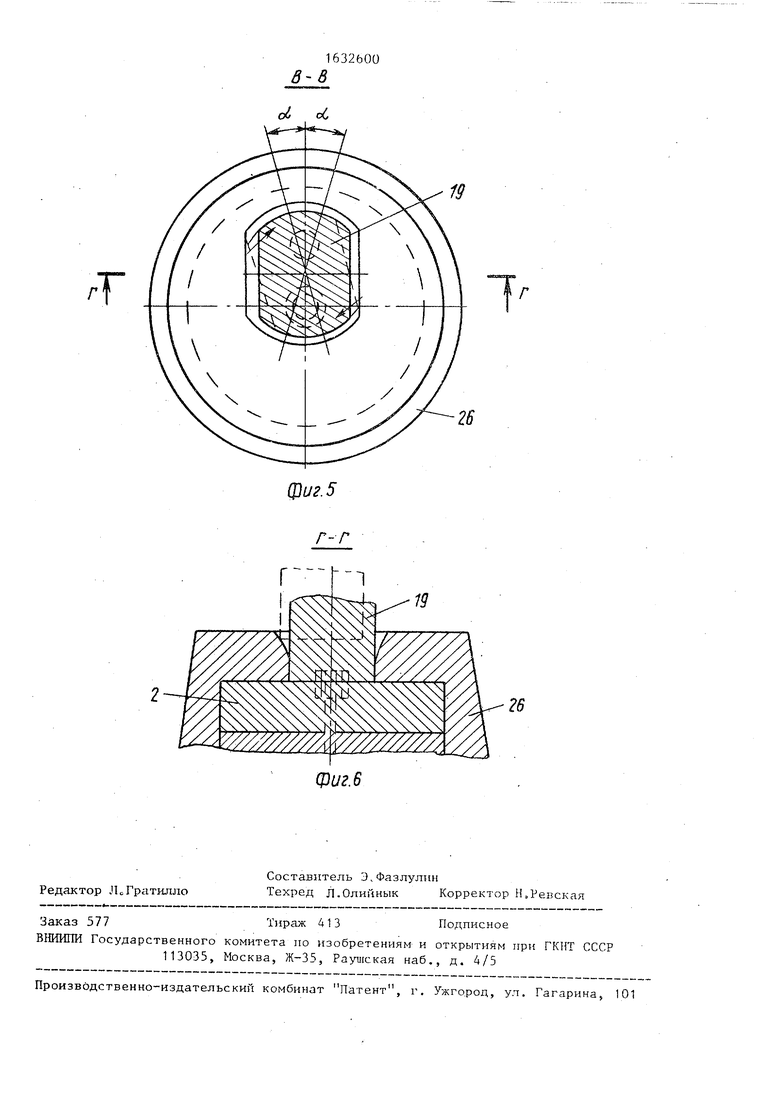
На фиг.1 показан штамп в начале рабочего хода; на фиг.2 - то же, в конце рабочего хода; на фиг.З - сечение А-А на фиг.1; на фиг,4 - сече- ние Б-Б на фиг01; на фиг.З - сечение В-В на фиго2; на фиг.6 - сечение Г-Г на фиго5.
Штамп содержит нижнюю плиту 1 с размещенными в ней нижней 2 и верх- ней 3 матрицами, втулки 4, в которой установлен выталкиватель 5, соединенный тягой 6 с механизмом выталкивания о На верхней поверхности нижней плиты 1 смонтирован клин 7 с возмож- ностыо регулировки его положения относительно оси матриц,, Верхняя плита 8 посредством хвостовика 9 соединяется с ползуном пресса и содержит пуансонодержатель 10, установленный с возможностью перемещения в горизонтальной плоскости и подпружиненный относительно верхней плиты пружиной 11, закрепленной посредством оси 120 На плите 8 посредством кронштейна 13, закрепленного на пуансоно- держателе размещена рейка 14 цевочного зацепления,подпружиненная пружм- ной 15„ В отверстии пуансонодержате- ля 10 с помощью стопорной втулки 16, винта 17 и на подшипниках 18 установлен высадочный инструмент 19. На оси высадочного инструмента со стороны пуансонодержателя 10 закреплено повое колесо 20, взаимодействующее с одной стороны с рейкой 14 и с другой стороны с собачкой 21, смонтированной в кронштейне 22 пуансонодержателя 10 и подпружиненной пружиной 23 Ось вращения высадочного инструмента 19 смещена относительно оси матриц. На кронштейне 24, установленном на пуансонодержателе 10, смонтирован ролик 25 о Матрицы 2 и 3 снабжены средством доя фиксации высадочного инстр мента 19, выполненным в виде обоймы 26, закрепленной на матрицах 2 и 3 и снабженной отверстием с направлящими скосами и вертикальными стенка
5
0 5 0 Д5 „ 5
0
50
ми, контур которых соответствует внешнему рабочему контуру высадочного инструмента, что позволяет точно фиксировать положение рабочих вставок предварительной 27 и окончательной 28 высадки относительно матриц.
Штамп работает следующим образом В исходном положении, при поднятом ползуне пресса, пуансонодержатель 10 с высадочным инструментом 19 возвратными пружинами 11 удерживается в крайнем левом положении, при этом ролик
25находится у верхнего основания клина 7, а выталкиватель 5 тягой 6 выставлен в нижнее положение. Такое положение высадочного инструмента позволяет свободно устанавливать заготовку 29 в матрицы 2 и 3, длина которой превышает ход пресса„ При ходе ползуна пресса с верхней плитой 8 вниз пуансонодержатель 10 посредством ролика 25 при его взаимодействии с поверхностью клина 7 перемещает высадочный инструмент 19 на позицию высад- кн. При этом храповое колесо 20, зубья которого находятся в зацеплении с цевками рейки 14, начинает вращаться, осуществляя поворот высадочного инструмента относительно оси. вращения до совмещения оси вставки предварительной высадки 27 с осью матрицо При дальнейшем опускании ползуна пресса высадочный инструмент . входит в направляющие скосы обоймы
26средства для фиксации,, В случае отклонения высадочного инструмента 19 от соосного положения с матрицей вертикальные стенки обоймы 26 осуществляют точную ориентацию инструмента и точную фиксацию предварительной вставки 27 относительно рабочей полости матрицы 3, осуществляя качественную высадку изделия
При подъеме ползуна пресса с верхней плитой 8 сначала, происходит вертикальный подъем высадочного инструмента 19, а затем при качении ролика 25 по наклонной плоскости клина 7 под действием возвратных пружин 11 пуансонодержатель 10 с высадочным инструментом 19 перемещается в исходное положение, при этом храповое колесо 20, застопоренное собачкой 21, проскальзывает по рейке 140
При повторном включении пресса на рабочий ход происходят поворот высадочного инструмента 19 до совмещения оси вставки 28 окончательной высадки с осью матриц 2 и 3, точная фиксация ее относительно рабочей полости матрицы 3 и высадкао При подъеме ползуна пресса включается механизм выталкивания и выталкиватель 5 с помощью тяги 6 выталкивает готовую деталь из матрицыо
Перемещение предложенной конструкции позволит увеличить производительность за счет сокращения времени на перемещение инструмента, а также упростить конструкцию штампа
Формула изобретения
вого устройства вращения пуансонов относительно оси высадки, а средство для фиксации высадочного инструмента выполнено в виде обоймы, закрепленной на матрице и снабженной отверстием с направляющими скосами и вертикальными стенками, контур которых соответствует внешнему контуру
высадочного инструмента.
3 о Штамп по п о 1, отличающийся тем, что реечно-зубчатое устройство вращения пуансонов механизма перемещения пуансонодержателя выполнено в виде связанной посредством кронштейна с верхней плитой подпружиненной рейки цевочного зацепления, установленной с возможностью взаимодействия с храповым колесом, смонтированным на высадочном инструменте со стороны пуансонодержателя, при этом ось вращения высадочного инструмента смещена относительно оси штампа, а храповое колесо имеет возможность взаимодействия с собачкой, установленной в пуансонодержателе0
Фиг. 2
1415
А-А
22 23
фиг.Ъ
28
Фиг Л
rf
фиг. 5
ШШЩ2.
фиг.6
Г
19
