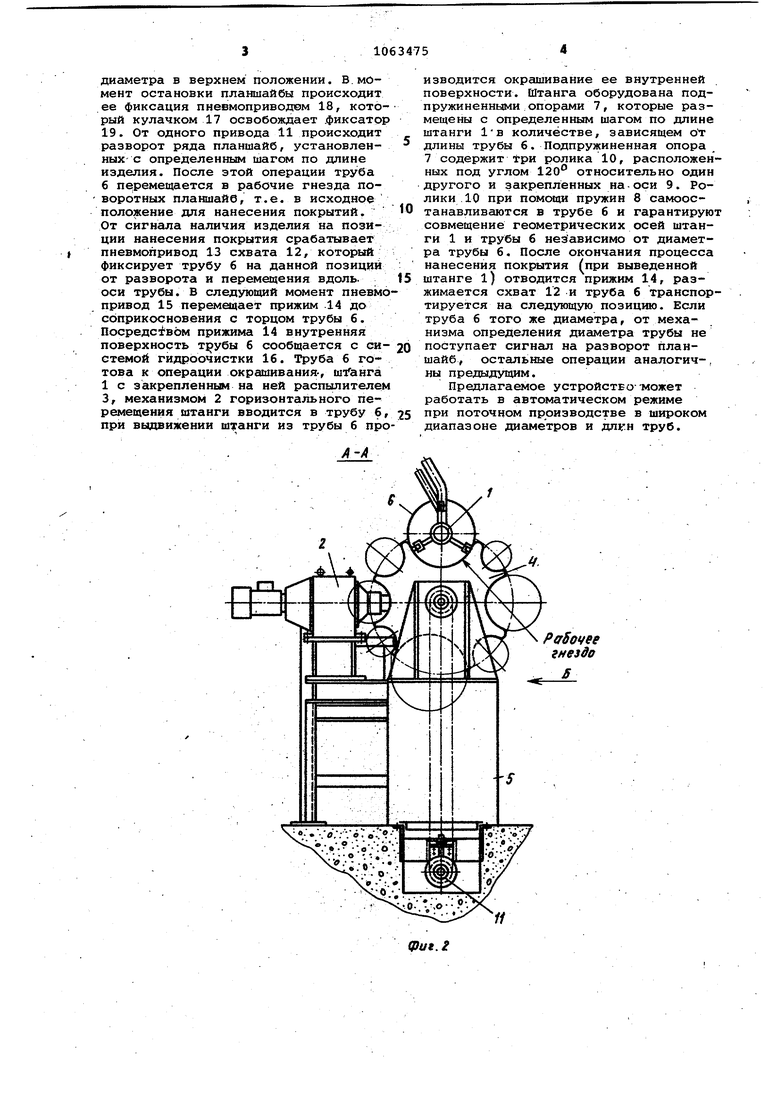
Изобретение относится к окрасочной технике, в частности к устройст вам для нанесения покрытия на внутраннюю поверхность труб, и .может быть использовано на предприятиях с массовым выпуском труб различных длин и диаметров. Известно устройство для нанесени покрытия на внутреннюю поверхность труб, содержащее распылитель, закре ленный на щтанге, причем штанга, ус тановленная в роликовых направляющих, снабжена приводом ее перемещения ij . Недостатком известного устройства является отсутствие механизма центрирования штанги по оси трубы, поэтому невозможна окраска изделий различных диаметров, а при нанесении распыляемого материала на внутренгёою поверхность длинномерных тру возникает прогиб штанги по ее длине Наиболее близким к предлагаемому по технической сущности и достигае-мому результату является устройство для нанесения покрытия на внутреннюю поверхность труб, содержащёе штангу с механизмом горизонтального переме щения с закрепленным на ней распыли телем и опорный узел для поддержки труб 2 . Недостатками такого устройства является сложность совмещения осей штанги и изделия механическим приводом, имеющим большое количество кин матических связей, а при окраске вн тренней .поверхности длинномерных труб по длине штанги возникает прогиб, что приводит к снижению надежности при эксплуатации устройства. Цель изобретения - повышение эксплуатационной надежности при окраске труб в широком диапазоне их диаметров . Указанная цель достигается тем, что в устройстве для нанесения покры тия на внутреннюю поверхность труб, содержащем штангу с механизмом горизонтального перемещения с закрепленным на ней распылителем и опорный узел для поддержки труб, опорный узел выполнен в виде поворотных пла |шайб с гнездами различного радиуса для установки труб, центры которых расположены на одной окружности, при этом штанга с распылителем расположена соосно гнездам. Штанга снабжена подпружиненными опорами, закрепленными вдоль штанги для центрирования ее-внутри трубы. Наличие поворотных планшайб с набором для труб разного диаметра (50-350 мм У) позволяет при поТОЧНОЙ окраске их .производить переналадку планшайб в автоматическом режиме от сигнала механизма определения диаметра трубы, расположенного на предыдущей транспортной позиции. Трубы разного диаметра при установке в соответствующие гнезда планшайбы располагаются соосно со штангой, что упроц.ет установку и транспортировку штанги для ввода ее внутрь трубы, а самоустанавливающие подпружиненные опорыj расположенные на штанге с интервалом 2-3 м, центрируют ее. внутри трубы и препятствуют прогибу штанги при окраске длиннфмерных изделий (до 12 м) . На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез АгА на фиг. 1; на фиг. 3 - вид по стрелке В на фиг. 2; на фиг. 4 - узел на фиг. 1; на фиг, 5 - вид по стрелке В на фиг. 4. Устройство для нанесения покрытия на внутреннюю поверхность труб содержит штангу 1 с механиз,мом 2 горизонтального перемещения с закрепленным на ней распылителем 3 и опору 5 для поддержки труб б, выполненную в виде поворотных планшайб 4 с гнездами различного радиуса для установки труб б, центры которых расположены на одной окружности, при этом штанга 1 с распылителем 3 расположёна соосно гнезду. Штанга 1 снабжена подпружиненными опорами 7 с пружинами 8 и закрепленными на осях 9 роликами 10. Устройство содержит также пово- ротные планшайбы 4, соединенные с приводом 11 разворота планшайб 4, который связан с механизмом определения диаметра трубы (не показан) и схват 12 с пневмоприводом 13 и прижимом 14 с пневмоприводом 15, при этом прижим 14 соединен с системой 16 гидроочистлси,.1 Фиксация планшайбы 4 осуществляется с помощью кулачков 17, которые с помощью пневмопривода 18 взаимодействуют с фиксатором 19, конечный выключатель 20 служит для подачи сигнала на включение привода.11 разворота планшайб 4. Устройство работает следующим образом. При перемещении трубы 6 транспортными средствами на позицию нанесения покрытий сигнал от механизма определения диаметра трубы поступает на поворотные планшайбы 4, размещенные на опорах 5. В случае изменения диаметра трубы пневмоприводом 18 при помощи кулачка 17 выводится фиксатор 19, служащий для стопорения поворотной планшайбы 4. При полном освобождении поворотной планшайбы сигнал от конечного выключателя 20 подается на включение привода 11 разворота планшайб 4. Поворотная планшайба 4, имеющая ряд гнезд ,для труб разного диаметра, разворачивается до момента установки ее с гнездом нужного диаметра в верхнем положении. В. момент остановки планшайбы происходит ее фиксация пневмоприводам 18, который кулачком 17 освобождает .фиксатор 19. От одного привода 11 происходит разворот ряда планшайб, установленных с определенным шагом по длине изделия. После этой операции труба 6 перемещается в рабочие гнезда поворотных планшайб, т.е. в исходное положение для нанесения покрытий. От сигнала наличия изделия на позиции нанесения покрытия срабатывает пневмопривод 13 схвата 12, который фиксирует трубу 6 на данной позиций от разворота и перемещения вдоль. оси трубы. В следующий момент пневмо привод 15 перемещает прижим 14 до соприкосновения с торцом трубы б. Посредс вом прижима 14 внутренняя поверхность б сообщается с системой гидроочистки 16. Труба б готова к операции окрашивания-, штанга 1 с закрепленным на ней распылителе|М 3, механизмом 2 горизонтального перемещения штанги вводится в трубу б при выдвижении штанги из трубы б про
А-А
ft.
Рабочее гнездо
фиг.1 изводится окрашивание ее внутренней поверхности. Штанга оборудована подпружиненными опорами 7, которые размещены с определенным шагом по длине штанги 1в количестве, зависящем от длины трубы б. Подпружиненная опора 7 содержит тгри ролика 10, расположенных под углом 120 относительно один другого и закрепленных на - оси 9. РоликиЮ при помощи пружин 8 самоостанавливаются в трубе б и гарантируют совмещение геометрических осей штанги 1 и трубы б независимо от диаметра трубы б. После окончания процесса нанесения покрытия (при выведенной штанге l) отводится прижим 14, разжимается схват 12 и труба б транспортируется на следующую позицию. Если труба б того же диаметра, от механизма определения диаметра трубы не поступает сигнал на разворот планшайб , остальные операции аналогич-, ны предыдущим. Предлагаемое устройств о-Может работать в автоматическом режиме при поточном производстве в широком диапазоне диаметров и труб. 8u9B
20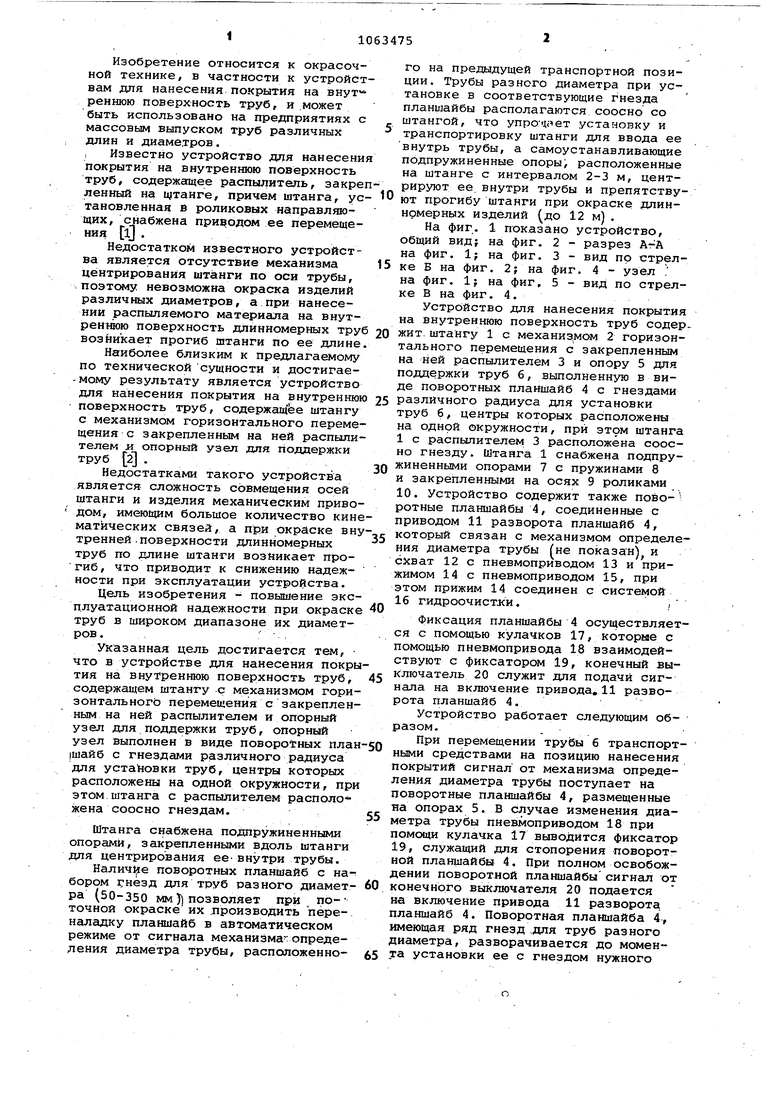
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия на внутреннюю поверхность труб | 1989 |
|
SU1641451A2 |
| Станок для сборки деталей и клепки | 1976 |
|
SU576153A1 |
| Автоматическая установка для нанесения покрытия | 1985 |
|
SU1287951A1 |
| Пневмопистолет для окраски внутренней поверхности изогнутых труб | 1983 |
|
SU1171111A1 |
| Устройство для нанесения покрытий | 1981 |
|
SU1031529A1 |
| Установка для нанесения покрытия на изделия | 1988 |
|
SU1597226A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для нанесения покрытий | 1981 |
|
SU1034787A1 |
| Устройство для нанесения покрытия на внутренюю поверхность труб | 1989 |
|
SU1659118A1 |
| Устройство для нанесения покрытия на внутреннюю поверхность изделий | 1981 |
|
SU1045947A1 |

1. УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ, содержащее штангу с механизмом горизонтального перемещения с закрепленным на ней распылителем и опорный узел для поддержки труб, отличающееся тем, что, с целью повышения эксплуатационной надежности при окраске труб в широком диапазоне их диаметров, опорный узел вьшолнен в виде поворотных планшайб с гнездами различного радиуса для установки труб, центры.которых расположены на одной окружности, при этом штанга с распылителем расположена соосно гнездам. 2. Устройство по п. 1, отличающееся тем, что штанга снабжена подпружиненными опорами, S закрепленными вдоль штанги для центрирования ее внутри трубы. :о vj ел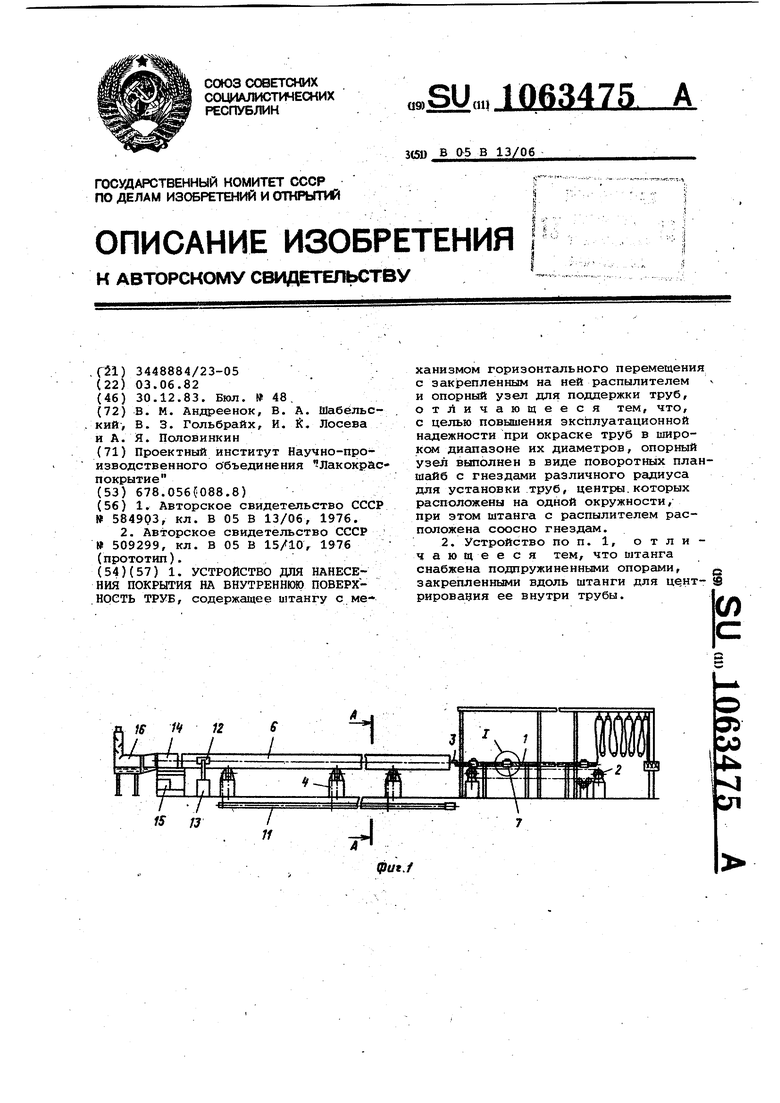
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для нанесения на внутреннюю поверхность труб | 1976 |
|
SU584903A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для окраски длинномерныхизделий | 1973 |
|
SU509299A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
