Изобретение относится к области сортовой прокатки и может быть реализовано при прокатке полосовых профилей с двумя преимущественно высокими и узкими гребнями на прокатных станах, снабженных горизонтальными двухвалковыми и универсальными четырехвалковыми клетями.
К указанной группе профилей относятся профили для рельсовых подкладок (профили подкладочных полос), для тракторных башмаков, для перекладочных балок горных выработок и др. (см. [1], рис.1.1, группа 13; [2], рис.212 и др.). Типичная форма таких профилей показана на фиг.1. Профиль состоит из горизонтального полотна и двух вертикальных гребней (или реборд) 1, причем полотно имеет средний межребордный участок 2 и два крайних участка 3, называемых полками.
Основным способом получения таких профилей является прокатка в закрытых калибрах, подобных по форме готовому профилю и отличающихся друг от друга только размерами и местом положения разъема (см. [1], с.75, рис.II.134, II.137, II.140, II.143 и др.).
Наиболее близким способом, принятым в качестве прототипа изобретения, является способ прокатки профиля для рельсовых подкладок КБ-65 (см. [1], рис.II.134). По этому способу в обжимной клети стана из прямоугольной заготовки получают разрезной профиль, из которого формируют черновой подкладочный профиль с двумя гребнями и полками. Дальнейшую прокатку полученного чернового профиля ведут в закрытых полосовых калибрах с глубокими ручьями (кольцевыми вырезами) на верхнем валке для получения гребней профиля. Поскольку каждый такой ручей врезан в один валок, прямое обжатие металла по ширине гребня в нем невозможно. Поэтому гребень формируется путем протягивания металла через эти глубокие ручьи при интенсивном обжатии средней и крайних частей полотна. При такой деформации неизбежно получение утяжки гребней по высоте. Чтобы компенсировать эту утяжку, с нижней части полосы в соответствующих ручьях формируют противореборды, обжатие которых в последующих калибрах позволяет получить нужную высоту гребня. Ручьи для получения гребней профиля выполнены с уклонами боковых граней, что необходимо для обеспечения плавного входа раската в эти ручьи и свободного выхода металла (без защемления) из них.
Основным недостатком прототипа является невозможность получения высоких и узких гребней вследствие их неизбежной утяжки. По этой причине способ-прототип применяют преимущественно для получения подкладочных полос с высотой гребней до 40 мм (см. [2], с.285). Кроме того, этот способ не позволяет получать гребни без уклонов боковых граней из-за необходимости иметь уклоны у гребневых ручьев.
Технической задачей изобретения является создание благоприятных условий для прокатки полосовых профилей с высокими и узкими гребнями, а также полос с гребнями без уклонов.
Решение поставленной задачи обеспечивается тем, что в способе прокатки двухгребневых полосовых профилей, включающем получение чернового профиля с двумя гребнями и полками и последующую прокатку его в промежуточных и чистовых калибрах, полученный черновой профиль деформируют в универсальных четырехвалковых калибрах с прямым обжатием гребней вертикальным валком и боковой гранью верхнего горизонтального валка и с прямым обжатием полок нижним горизонтальным валком и горизонтальной гранью вертикального валка, при этом высоту гребней контролируют путем их обжатия в горизонтальном двухвалковом калибре.
Сущность изобретения поясняется чертежами на фиг.2 и 3. На фиг.2 показана схема прокатки в универсальном четырехвалковом калибре, включающем горизонтальные валки (верхний 4 и нижний 5) и два вертикальных валка 6. Пунктирными линиями изображен черновой профиль, поступающий в универсальный калибр. Средняя межребордная часть этого профиля 2 обжимается горизонтальными валками. Каждый гребень 1 деформируется вертикальным валком и боковой гранью А верхнего горизонтального валка, получая прямое обжатие по толщине, а каждая полка обжимается по высоте между нижним горизонтальным валком и горизонтальной поверхностью Б вертикального валка. В результате такого обжатия гребни профиля получают приращение по высоте Δh, а полка - уширение ΔВ. Таким образом исключается утяжка гребней по высоте, а за счет их обжатия по толщине и приращения в нескольких проходах создаются благоприятные условия для получения полосовых профилей с высокими и узкими (тонкими) гребнями.
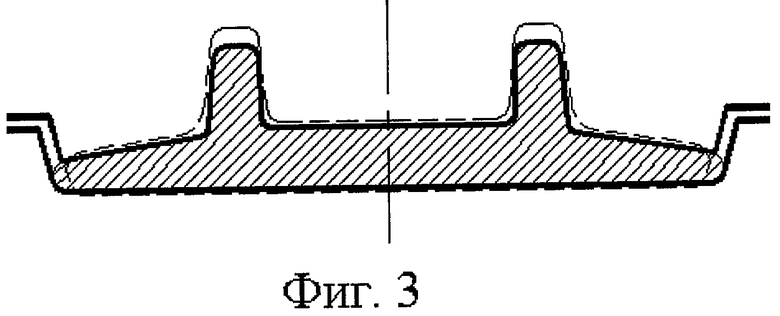
На фиг.3 показана схема прокатки в горизонтальном калибре для контроля высоты гребней и ширины полосы. Пунктирными линиями показан профиль, передаваемый из универсального калибра. В этом калибре производится обжатие преимущественно по высоте гребней с целью получения (контроля) заданной высоты этих гребней. Обжатие по толщине средней и крайних частей полотна не производится или производится на небольшую величину.
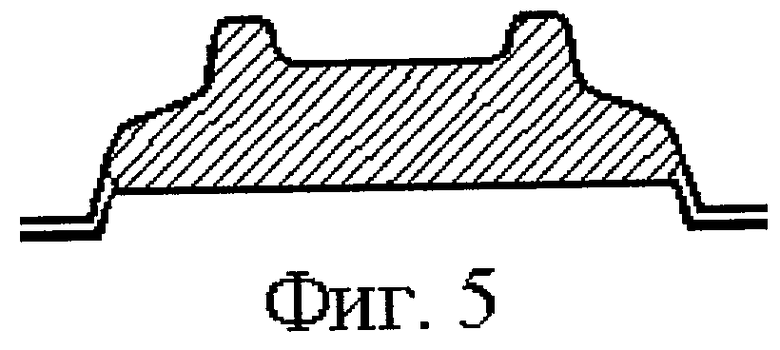
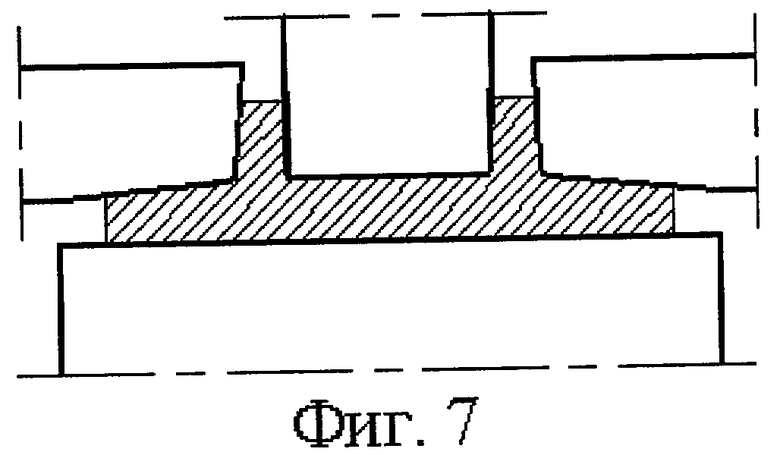
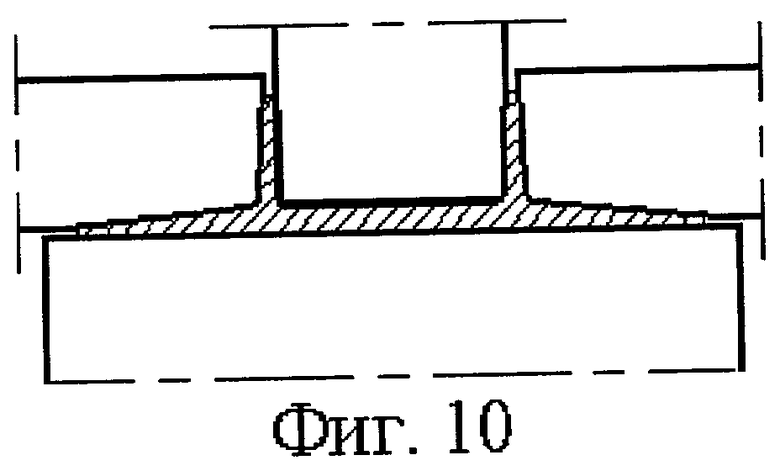
На фиг.4-10 показан пример последовательности калибров для прокатки двухгребневого полосового профиля на сортовом стане, снабженном горизонтальными и универсальными четырехвалковыми клетями. Способ прокатки осуществляется следующим образом. В обжимной горизонтальной клети из прямоугольной заготовки получают разрезной профиль (см. фиг.4), который затем прокатывают в горизонтальных двухвалковых калибрах (см. фиг.5 и 6) и получают черновой полосовой профиль с двумя гребнями и полками (см. фиг.6). Этот черновой профиль прокатывают в универсальных четырехвалковых калибрах (см. фиг 7 и 8) с обжатием гребней и полотна по схеме, описанной выше по фиг.2. Число проходов в универсальных калибрах может быть различным (от 1 до 5) в зависимости от размеров конечного профиля и количества универсальных клетей на стане. При этом толщина гребней уменьшается, а высота увеличивается. В следующем калибре (см. фиг.9) обжимают гребни до требуемой высоты готового профиля и при необходимости производят небольшое обжатие полотна с контролем ширины профиля боковыми стенками калибра. В чистовом калибре (см. фиг.10) формируют окончательные размеры готового профиля. При необходимости получения гребней без уклонов боковых граней бочку вертикальных валков делают строго цилиндрической, а боковые грани верхнего горизонтального валка выполняют без уклонов.
Технический эффект от предложенного способа состоит в создании условий для получения полосовых двухгребневых профилей с высокими и узкими гребнями, с гребнями без уклонов, а также в улучшении качества профилей такого типа.
Использованные источники
1. Калибровка сложных профилей (справочник) / Н.Е.Скороходов, Б.М.Илюкович, И.П.Шулаев и др. М.: Металлургия, 1979.
2. Прокатка и калибровка фасонных профилей (справочник) / Б.М.Илюкович, В.Т.Жадан, И.П.Шулаев и др. М.: Металлургия, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ПОДКЛАДОЧНЫХ ПОЛОС | 2019 |
|
RU2725547C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |





Изобретение относится к области сортовой прокатки и может быть реализовано при прокатке полосовых профилей с двумя высокими и узкими гребнями на прокатных станах, снабженных горизонтальными двухвалковыми и универсальными четырехвалковыми клетями. Задачей изобретения является создание благоприятных условий для прокатки полосовых профилей с высокими и узкими гребнями, а также полос с гребнями без уклонов. В способе прокатки двухгребневых полосовых профилей, включающем получение чернового профиля с двумя гребнями и полками и последующую прокатку его в промежуточных и чистовых калибрах, полученный черновой профиль деформируют в универсальных четырехвалковых калибрах с прямым обжатием гребней вертикальным валком и боковой гранью верхнего горизонтального валка и с прямым обжатием полок нижним горизонтальным валком и горизонтальной гранью вертикального валка. Высоту гребней контролируют путем их обжатия в горизонтальном двухвалковом калибре. Изобретение обеспечивает исключение утяжки гребней пофиля по высоте. 10 ил.
Способ прокатки полосовых двухгребневых профилей с высокими и узкими гребнями, включающий получение в горизонтальных закрытых калибрах чернового профиля с двумя гребнями и полками и последующую деформацию его в промежуточных и чистовых калибрах, отличающийся тем, что полученный черновой профиль деформируют в универсальных четырехвалковых калибрах с прямым обжатием гребней вертикальным валком и боковой гранью верхнего горизонтального валка и с прямым обжатием полок нижним горизонтальным валком и горизонтальной гранью вертикального валка, при этом высоту гребней контролируют путем их обжатия в горизонтальном закрытом калибре.
| СКОРОХОДОВ Н.Е | |||
| и др | |||
| Калибровка сложных профилей, М., Металлургия, 1979, с.75, рис.II.134 | |||
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧПЫХ ПРОФИЛЕЙ | 0 |
|
SU348248A1 |
| Способ прокатки профилей гребенчатого типа | 1973 |
|
SU459278A1 |

