Изобретение относится к черной и цветной металлургии, а именно к прокатному производству, и совершенствует конструкцию угиверсальной прокатной клети для получения балочных и других сортовых профилей.
Целью изобретения является повышение точности прокатки путем увеличения жесткости кассеты.
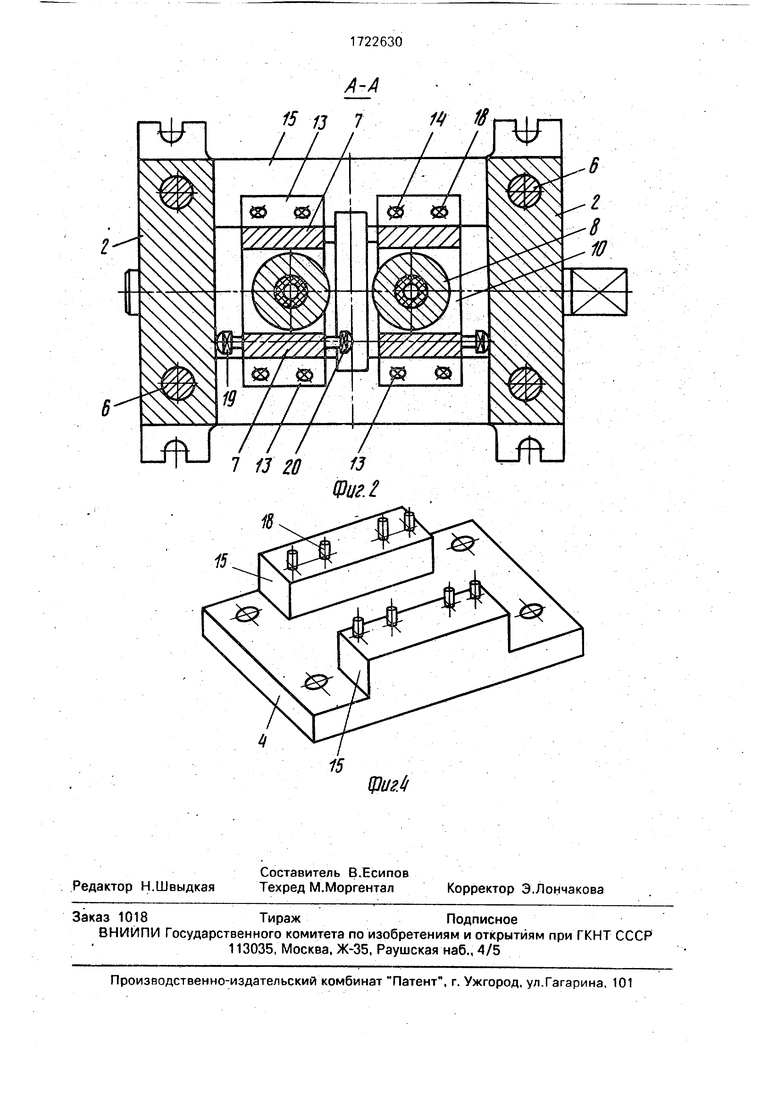
Поставленная цель достигается тем, что в универсальной клети бесстанинного типа, содержащей нижнюю плитовину и крышку клети, между которыми зажаты стяжными болтами подушки с горизонтальными валками, а также вертикальные валки, закрепленные своими осями в кассетах, корпуса которых размещены между подушками и торцами горизонтальных валков и охватывают с зазором в месте установки оси вертикального валка по меньшей мере один горизонтальный валок, и механизмы регулировки валков, нижняя плитовина снабжена двумя вертикальными параллельными выступами, выполненными между подушками горизонтального валка и образующими паз, параллельный оси горизонтального валка, при этом в каждый выступ сверху ввернуты шпильки, а корпус кассеты выполнен в виде параллелепипеда, входящего в упомянутый паз и снабженного в верхней части отверстием прямоугольного сечения, соответствующего размерам вертикального валка, и полками на боковых гранях с овальными отверстиями под упомянутые шпильки.
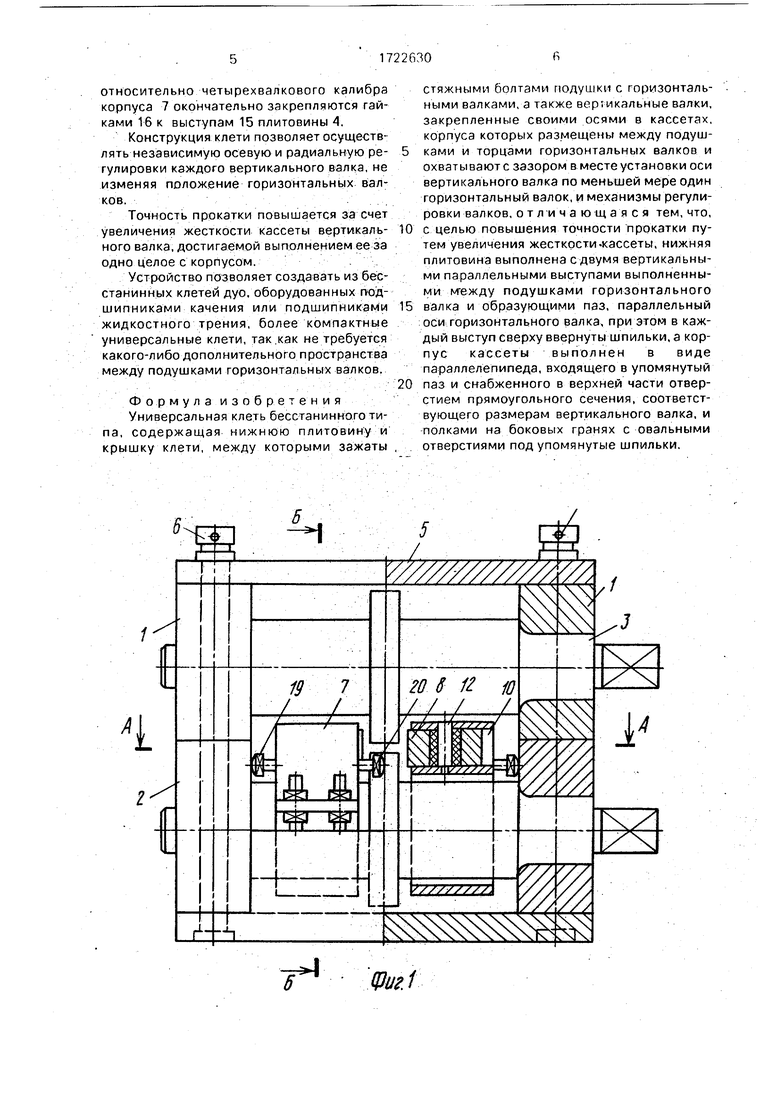
На фиг.1 показана клеть в сборе; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - нижняя плитовина в аксонометрии.
Универсальная клеть бесстанинного типа состоит из верхних 1 и нижних 2 подушек, горизонтальных валков 3, нижней плитовины 4 и крышки 5 клети, которые соединены между собой с помощью гидроболтов 6 (фиг.1). Корпуса 7 с вертикальными валками 8 размещены соосно между подушками 2 и торцами бочек нижнего горизонтального валка 3 таким образом, что нижняя .часть корпуса 7 располагается в пазе 9 нижней плитовины 4.
Кассета вертикального валка 8 состоит из корпуса 7, в котором выполнены сквозное прямоугольное отверстие 10 и круглое отверстие 11, диаметр которого превышает на 8-10% диаметр валка 3 в месте установки, так как. образующий зазор необходим для опускания корпуса 7 вниз при уменьшении диаметра бочки валка 3 из-за переточек. В отверстии 10 с помощью оси 12 закреплен вертикальный валок 8. На боковых гранях корпуса 7 выполнены полки(фланцев) 13 с овальными отверстиями 14, с помощью которых корпус 7 крепится к выступам 15 плитовины 4 посредством гаек 16 и 17 и шпилек 18, закрепленных в плитовине 4 и проходящих через отверстия 14 полок 13. Изменение положения корпуса 7 в вертикальной плоскости производится с помощью подъема или опускания гаек 16, а его перемещение вдоль паза 9 - посредством упорно-распорных болтов 19 и 20.
0Клеть собирается следующим образом.
Предварительно на стенде собираются
кассеты вертикальных валков. В отверстие
(окно) 10 корпуса 7 заводится вертикальный
валок 8 в сборе с подшипниками и закреп:
5 ляется осью 12, вворачиваются в корпус 7 упорно-распорные болты 19 и 20. Затем кассеты в сборе заводятся на посадочные места нижнего горизонтального валка 3 через круглые сквозные отверстия 11, после чего
0 на шейки устанавливаются подушки 2, а на шейки верхнего горизонтального валка 3 устанавливаются подушки 1. На шпильки 18 плитовины 4 наворачиваются гайки 17.
Собранный нижний валок 3 с корпусами
5 7 и подушками 2 устанавливается на нижнюю плитовину 4 таким образом, чтобы нижняя часть корпусов 7 бошла между выступами 15 в паз 9, а шпильки 18 плитовины 4 вошли в овальные отверстия 14 полок 13
0 корпуса 7. Затем на подушки 2 нижнего валка 3 устанавливается верхний горизонтальный валок 3 в сборе с подушками 1. а на подушки I ложится крышка 5. После этого через отверстия крышки 5, подушек 1 и 2 и
5 плитовины 4 заводятся гидроболты 6, затем все перечисленные детали клети сжимаются гидроболтами 6.
После сборки бесстанинной клети производится необходимая настройка положе0 ния вертикальных валков 8 в данном четырехвалковом калибре клети.
Осевая регулировка вертикальных валков 8 осуществляется подъемом или опусканием корпуса 7 относительно выступов 15
5 плитовины 4 при помощи соответствующего вращения гаек 17. Радиальная регулировка вертикального валка 8 производится соответствующим перемещением корпуса 7 вдоль паза 9 посредством упорно-распор0 ных болтов 19 и 20, при этом другой корпус в этот момент должен быть закреплен к плитовине гайками 16. Перемещение корпусов 7 в сторону от оси калибра производится вкручиванием упорно-распорного болта 19
5 и выкручиванием распорного болта 20, головка которого, упираясь в торцовую плоскость закрепленного соседнего корпуса 7, отодвигает регулируемый корпус 7 от оси калибра. По окончании необходимой регулировки положения вертикальных валков 8
относительно четырехвалково го калибра корпуса 7 окончательно закрепляются гайками 16 к выступам 15 плитовины 4.
Конструкция клети позволяет осуществлять независимую осевую-и радиальную регулировки каждого вертикального валка, не изменяя положение горизонтальных валков.
Точность прокатки повышается за счет увеличения жесткости кассеты вертикального валка, достигаемой выполнением ее за одно целое с корпусом.
Устройство позволяет создавать из бёс- станинных клетей дуо, оборудованных подшипниками качения или подшипниками жидкостного трения, более компактные универсальные клети, так .как не требуется какого-либо дополнительного пространства между подушками горизонтальных валков.
Формула изобретения Универсальная клеть бесстанинного типа, содержащая нижнюю плитовину и крышку клети, между которыми зажаты
стяжными болтами подушки с горизонтальными валками, а также вертикальные валки, закрепленные своими осями в кассетах, корпуса которых размещены между подушками и торцами горизонтальных валков и охватывают с зазором в месте установки оси вертикального валка по меньшей мере один горизонтальный валок, и механизмы регулировки валков, о т л и ч а ю щ а я с я тем, что,
с целью повышения точности прокатки путем увеличения жесткости-кассеты, нижняя плитовина выполнена с двумя вертикальными параллельными выступами выполненными подушками горизонтального
валка и образующими паз, параллельный оси горизонтального валка, при этом в каждый выступ сверху ввернуты шпильки, а корпус кассеты выполнен в виде параллелепипеда, входящего в упомянутый
паз и снабженного в верхней части отверстием прямоугольного сечения, соответствующего размерам вертикального валка, и полками на боковых гранях с овальными отверстиями под упомянутые шпильки.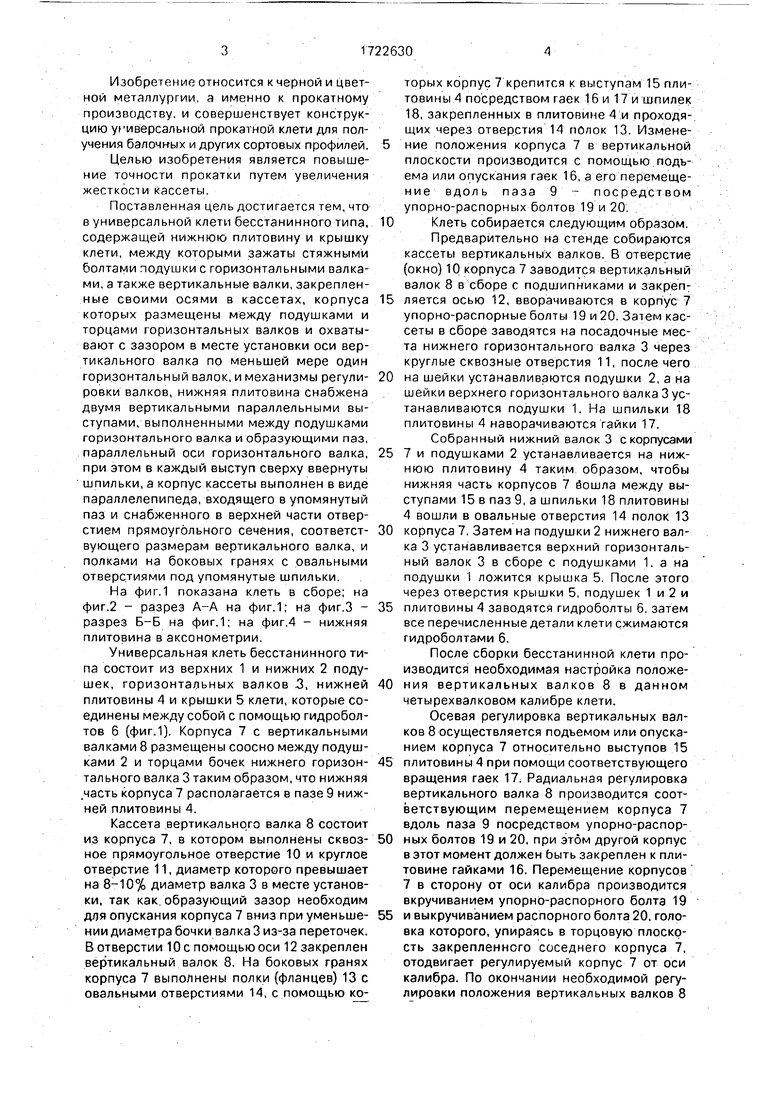
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| Универсальная клеть прокатного стана | 1988 |
|
SU1674999A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| Универсальная прокатная клеть | 1984 |
|
SU1260050A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
Изобретение относится к черной металлургии, а конкретно к прокатному производству, и совершенствует конструкцию прокатной клети для получения балочных и других профилей на сортопрокатных станах. Цель изобретения - повышение точности прокатки путем увеличения жесткости кассеты. Размещение корпуса 7 кассеты в пазу 9 нижней плитовины 4 позволяет его точно зафиксировать, исключить вибрации и точно настраивать вертикальные 8 валки, настройка которых ведется с помощью гаек 16 и 17 и шпилек 18. Ф.орма корпуса 7 и размещение вертикальных 8 валков непосредственно в корпусе значительно ужесточают конструкцию. Это обеспечивает высокую точность прокатки. 4 ил.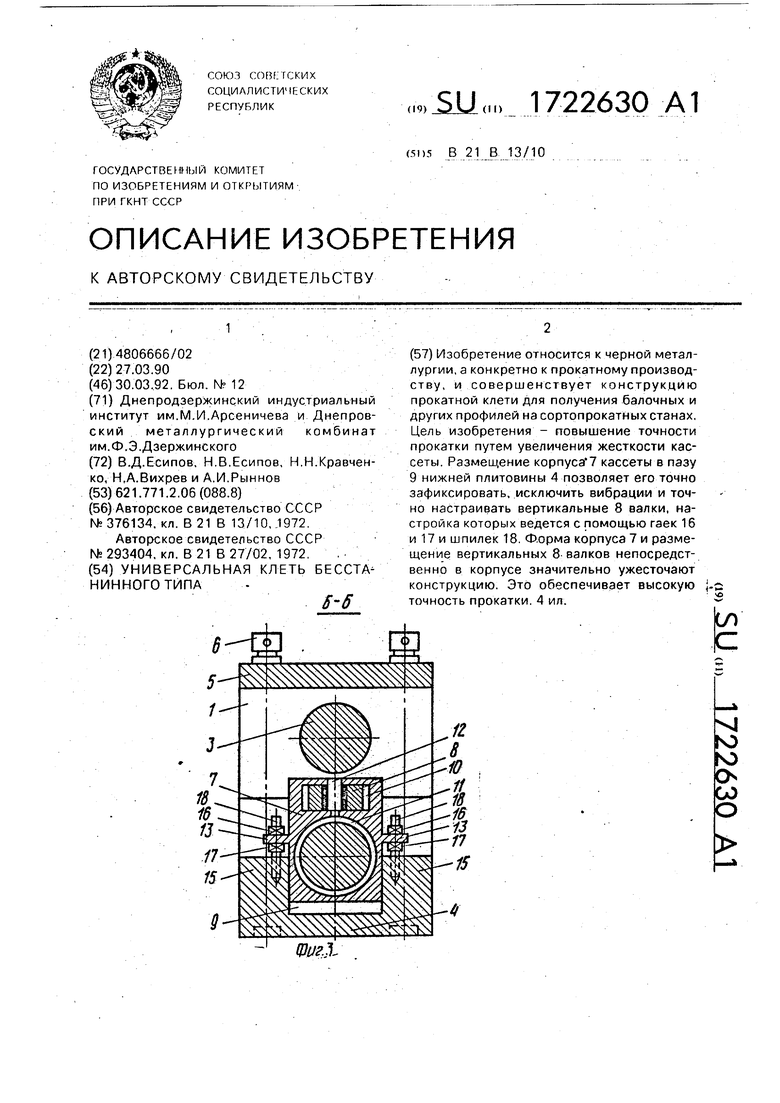
Г1
Ш1
| ВСЕСОЮЗНАЯ1п1ТЕ11Т1Ш-1Шй-;с.т.г. | 0 |
|
SU376134A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| КАЛИБРОВАННЫЙ ПРОКАТНЫЙ ВАЛОК | 0 |
|
SU293404A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
