1
Известен узел валков, образуюш.их четырехвалковый калибр для обжатия кромок при горячей прокатке полос и лент, содержащий горизонтальные и вертикальные валки, оси которых расположены в одной плоскости. Однако узел валков требует соблюдения высокой точности размеров валков, а регулирование калибра сложно и трудоемко.
Предлагаемый узел валков отличается тем, что горизонтальный валок выполнен в виде двух подвижных шайб, установленных на общей оси, распираемых пружиной и упирающихся наружными торцами в бурты вертикальных валков.
Это позволяет упростить регулирование калибра при прокатке полос различной ширины.
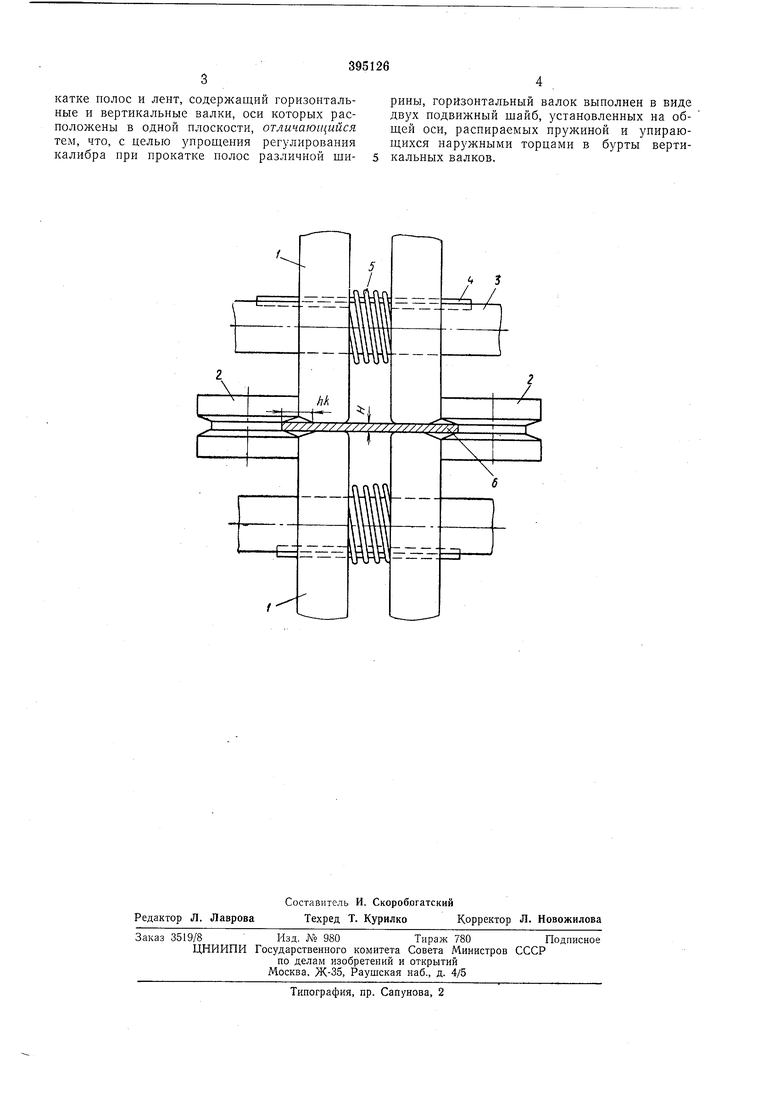
На чертеже изображено предлагаемое устройство, общий вид.
Узел валков содержит приводные горизонтальные и неприводные вертикальные валки /, 2, при этом каждый горизонтальный валок выполнен в виде двух подвижных шайб, установленных на общей оси 5, снабженной шпонкой 4, предназначенной для передачи крутящего момента шайбам при прокатке. Между шайбами на оси каждого горизонтального валка установлены пружины 5, которые распирают шайбы и прижимают их наружные торпы к буртам вертикальных валков, которые снабжены ребровыми калибрами с шириной дна, равной толщине прокатываемой полосы 6. Шайбы каждого горизонтального валка с наружной стороны выполнены с уклоном, равным уклону ребрового калибра, а диаметры каждой шайбы выполнены большими, чем диаметры вертикальных валков. Устройство работает следующим образом. При задаче прокатываемой полосы в образуемый валками калибр она захватывается
горизонтальными валками, которые, обжимая полосу, создают необходимое усилие для осуществления деформапии по кромкам неприводными вертикальными валками. В процессе прокатки калчдая из кромок полосы 6 обрабатывается в ребровом калибре, составленном двумя шайбами и одним вертикальным валком 2, при этом устанавливается отношение высоты кали;бра hk к толщине дефО|рмпруемой полосы Я - 5, что обеспечивает
устойчивый процесс прокатки без образования заусенцев.
Настройка калибра для прокатки полос различной ширины осуществляется посредстБом совместного или раздельного перемещения вертикальных валков 2.
Предмет изобретения
Узел валков, образующих четырехвалковый калибр для обжатия кромок при горячей прокатке полос и лент, содержащий горизонтальные и вертикальные валкн, оси которых расположены в одной плоскости, отличающийся тем, что, с целью упрощения регулирования калибра при прокатке полос различной ширины, горизонтальный валок выполнен в виде двух подвижный шайб, установленных на общей оси, распираемых пружиной и упирающихся наружными торцами в бурты вертикальных валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел валков,образующих четырехвалковый калибр | 1982 |
|
SU1063495A2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| Способ прокатки клиновидных профилей | 1979 |
|
SU995921A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСОВЫХ ПРЯМОУГОЛЬНЫХ ВЫСОКОТОЧНЫХ ПРОФИЛЕЙ | 1994 |
|
RU2062671C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2320432C1 |
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 1971 |
|
SU305924A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |