Изобретение относится к прокатному производству и может быть использовано при прокатке полосовой стали.
Цель изобретения - повышение точности размеров полосы путем формирования острых кромок с прямыми углами.
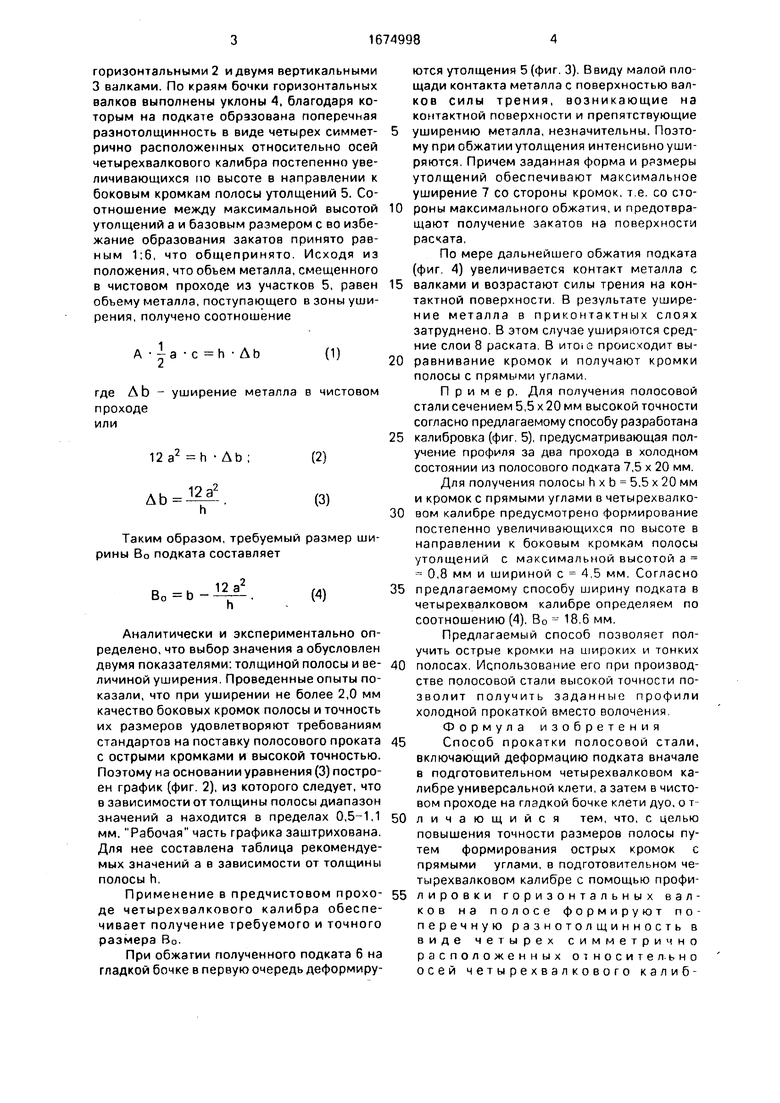
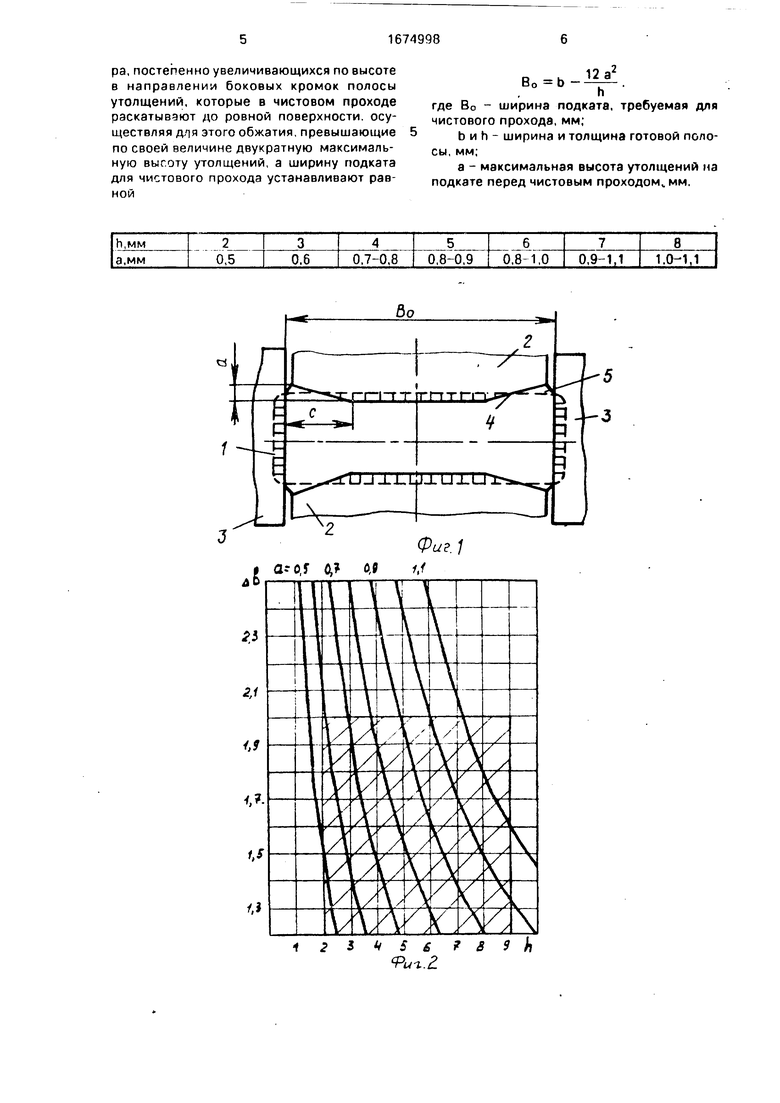
На фиг. 1 показана схема, поясняющая процесс формирования утолщений на подкате в четырехвалковом калибре (заштрихованные участки - смещенный объем металла в результате деформации} пунктирные - очертание чернового подката); на фиг. 2 - график соотношения высоты утолщений на подкате от толщины готовой полосы (заштрихованная часть соответствует рабочему диапазону ; на фиг. 3 - схема,
поясняющая формирование кромок полосы при обжатии на гладкой бочке, начальная стадия (заштрихованные участки - смещенный объем металла в результате обжатия); на фиг. 4 - то же, конечная стадия (заштрихованные участки - смещенный объем металла в результате обжатия; пунктирные - очертания раската в процессе деформации, стрелки - направляющие уширения); на фиг. 5 - схемы калибровки полосовой стали по предлагаемому способу.
Способ осуществляется следующим образом.
Полученный в черновых калибрах полосовой подкат 1 обжимают в чеетырехвалко- вом калибре, образованном двумя гладкими
о
XI Ю
ю
00
горизонтальными 2 и двумя вертикальными 3 валками. По краям бочки горизонтальных валков выполнены уклоны 4, благодаря которым на подкате образована поперечная раэнотолщинность в виде четырех симметрично расположенных относительно осей четырехвалкового калибра постепенно увеличивающихся но высоте в направлении к боковым кромкам полосы утолщений 5. Соотношение между максимальной высотой утолщений а и базовым размером с во избежание образования закатов принято равным 1:6, что общепринято. Исходя из положения, что объем металла, смещенного в чистовом проходе из участков 5, равен объему металла, поступающего в зоны уши- рения, получено соотношение
А 1а с h ДЬ
(1)
где ДЬ - уширение металла в чистовом
проходе
или
12 a2 h ДЬ
(2)
ДЬ
12 а2
(3)
Таким образом, требуемый размер ширины Во подката составляет
Во Ь 12 а
(4)
Аналитически и экспериментально определено, что выбор значения а обусловлен двумя показателями: толщиной полосы и величиной уширения. Проведенные опыты показали, что при уширении не более 2,0 мм качество боковых кромок полосы и точность их размеров удовлетворяют требованиям стандартов на поставку полосового проката с острыми кромками и высокой точностью. Поэтому на основании уравнения (3) построен график (фиг. 2), из которого следует, что в зависимости оттолщины полосы диапазон значений а находится в пределах 0,5-1,1 мм. Рабочая часть графика заштрихована. Для нее составлена таблица рекомендуемых значений а в зависимости от толщины полосы h.
Применение в предчистовом проходе четырехвалкового калибра обеспечивает получение требуемого и точного размера В0.
При обжатии полученного подката 6 на гладкой бочке в первую очередь деформируются утолщения 5 (фиг. 3). Ввиду малой площади контакта металла с поверхностью валков силы трения, возникающие на контактной поверхности и препятствующие
уширению металла, незначительны. Поэтому при обжатии утолщения интенсивно уширяются. Причем заданная форма и размеры утолщений обеспечивают максимальное уширение 7 со стороны кромок, т.е. со сто0 роны максимального обжатия, и предотвращают получение закатов на поверхности раската,
По мере дальнейшего обжатия подката (фиг, 4) увеличивается контакт металла с
5 валками и возрастают силы трения на контактной поверхности. В результате уширение металла в приконтактных слоях затруднено. В этом случае уширяются средние слои 8 раската. В происходит вы0 равнивание кромок и получают кромки полосы с прямыми углами.
Пример. Для получения полосовой стали сечением 5,5 х20 мм высокой точности согласно предлагаемому способу разработана
5 калибровка (фиг. 5), предусматривающая получение профиля за два прохода в холодном состоянии из полосового подката 7,5 х 20 мм. Для получения полосы h x b 5,5 х 20 мм и кромок с прямыми углами в четырехвалко0 вом калибре предусмотрено формирование постепенно увеличивающихся по высоте в направлении к боковым кромкам полосы утолщений с максимальной высотой а 0,8 мм и шириной с 4,5 мм. Согласно
5 предлагаемому способу ширину подката в четырехвалковом калибре определяем по соотношению (4), В0 18,6 мм.
Предлагаемый способ позволяет получить острые кромки на широких и тонких
0 полосах. Использование его при производстве полосовой стали высокой точности позволит получить заданные профили холодной прокаткой вместо волочения, Формула изобретения
5Способ прокатки полосовой стали,
включающий деформацию подката вначале в подготовительном четырехвалковом калибре универсальной клети, а затем в чистовом проходе на гладкой бочке клети дуо, о т0 личающийся тем, что, с целью повышения точности размеров полосы путем формирования острых кромок с прямыми углами, в подготовительном четырехвалковом калибре с помощью профи5 лировки горизонтальных валков на полосе формируют поперечную разно то лщинно с ть в виде четырех симметрично расположенных относите л. ьно осей четырехвалкового калибpa, постепенно увеличивающихся по высоте в направлении боковых кромок полосы
Во Ь 12 а2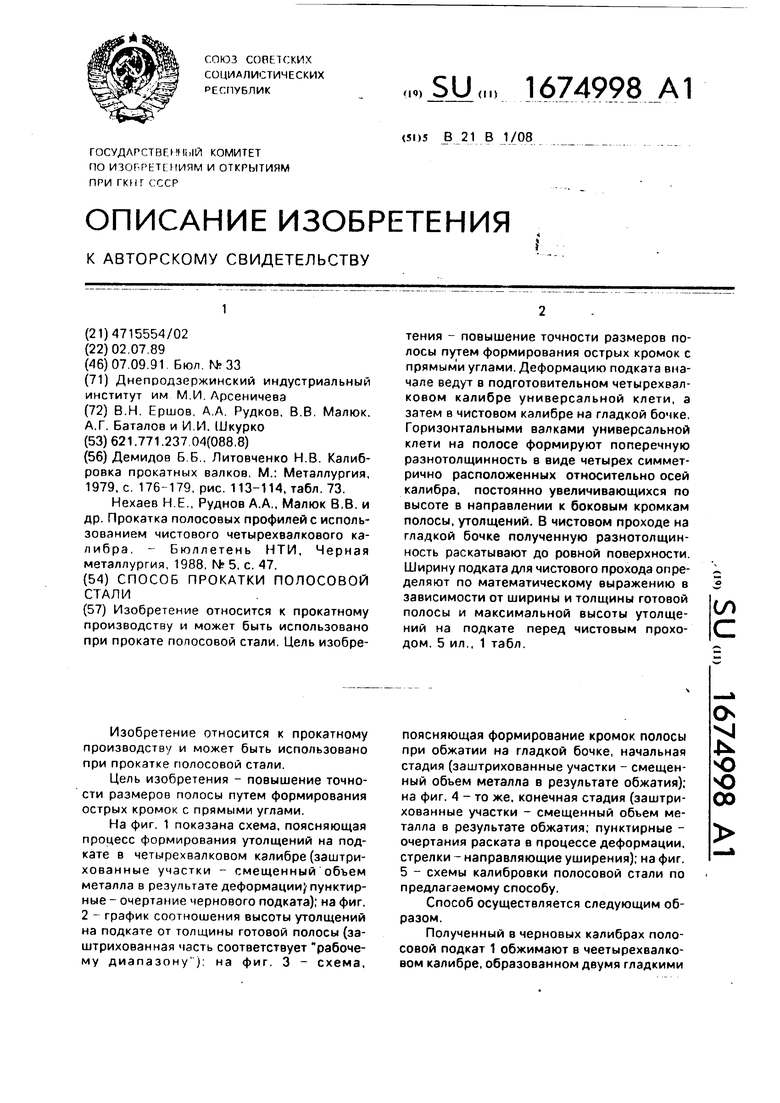
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| Способ горячей прокатки полосового металла | 1990 |
|
SU1712013A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ ШЕСТИГРАННОЙ СТАЛИ | 1991 |
|
RU2025152C1 |
| Способ производства полос | 1988 |
|
SU1611469A1 |
Изобретение относится к прокатному производству и может быть использовано при прокате полосовой стали. Цель изобретения - повышение точности размеров полосы путем формирования острых кромок с прямыми углами. Деформацию подката вначале ведут в подготовительном четырехвал- ковом калибре универсальной клети, а затем в чистовом калибре на гладкой бочке. Горизонтальными валками универсальной клети на полосе формируют поперечную разнотолщинность в виде четырех симметрично расположенных относительно осей калибра, постоянно увеличивающихся по высоте в направлении к боковым кромкам полосы, утолщений. В чистовом проходе на гладкой бочке полученную разнотолщинность раскатывают до ровной поверхности. Ширину подката для чистового прохода определяют по математическому выражению в зависимости от ширины и толщины готовой полосы и максимальной высоты утолщений на подкате перед чистовым проходом. 5 ил., 1 табл. (Л С
утолщений, которые в чистовом проходегде Во ширина подката, требуемая для раскатывают до ровной поверхности, осу-чистового прохода, мм; ществляя для этого обжатия, превышающие 5b и h ширина и толщина готовой пололо своей величине двукратную максималь-сы мм.
ную высоту утолщений, а ширину подката а -максимальная высота утолщений на для чистового прохода устанавливают равной
подкате перед чистовым проходом,, мм,
Фиг.1 g-o,f Q 6,9 1,1
I IT1 1 ж 1 11 1Г Г
а -максимальная высота утолщений
подкате перед чистовым проходом,, мм,
Фиг. 4 20
| Демидов Б.Б. | |||
| Литовченко Н.В | |||
| Калибровка прокатных валков, М.: Металлургия, 1979, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Нехаев Н.Е., Руднов А.А., Малюк В.В | |||
| и др | |||
| Прокатка полосовых профилей с использованием чистового четырехвэлкового калибра | |||
| - Бюллетень НТИ, Черная металлургия, 1988, № 5, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
