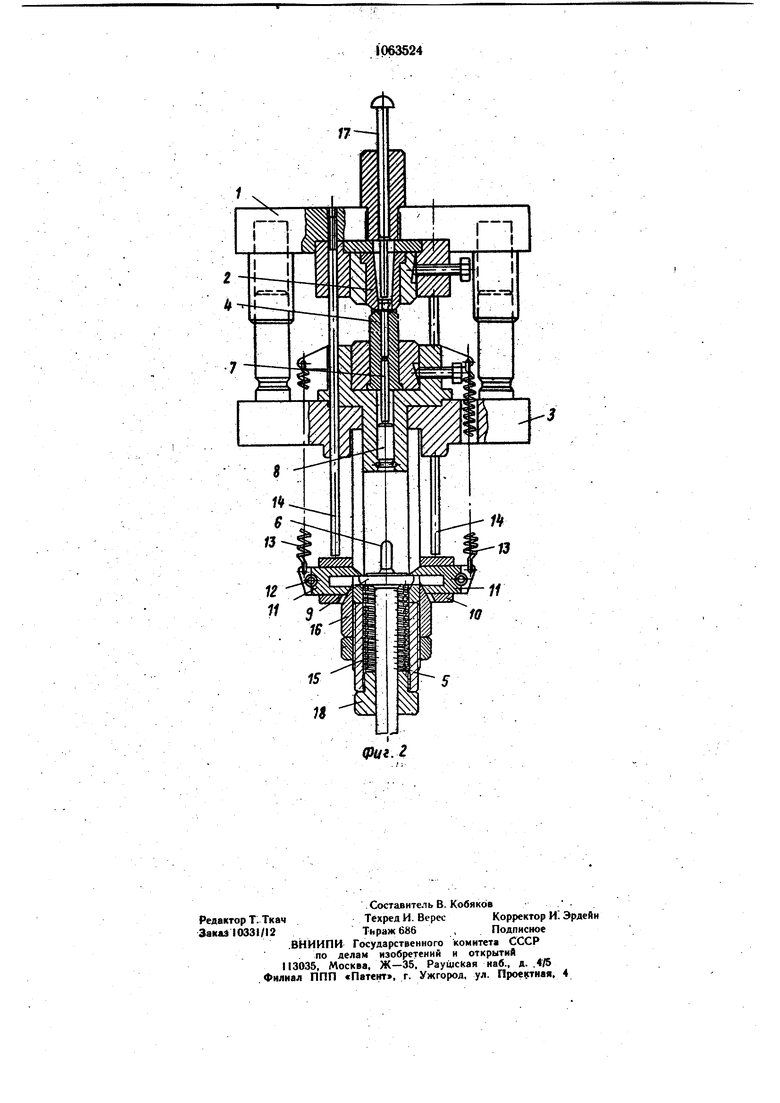
Изобретение относится к обработке метал- лов давлением, а именно к конструкциям штампов для обсечкн деталей по контуру. Известен штамп для обсечкн деталей по контуру, содержащий рабочий инструмент (1. Известная конструкция не позволяет получить необходимого качества при малой длине заготовок, поэтому возникает необходимость дополнительной операции - фрезерования и требуется сложная переналадка при различных типоразмерах заготовок, 4TQ увеличивает трудоемкость и снижает пронзводительность.; Наиболее близким к предлагаемому по технической сущности и достигаемому результату является штамп для обсечки деталей по контуру, содержащий верхний и нижний блокн с инструментами, имеющими режущие кромки, а также установленные соответственно в верхнем и нижнем блоках выталкиватель готовой детали и снабженный приводом перемещения толкатель для проталкивания обрабатываемой детали в инструмент верхнего блока 2. Недостатками известного штампа являются невысокое качество получаемых деталей и ограниченный диапазон типоразмеров обрабатываемых деталей. Цель и.зобретения - повышение качеству И расширение диапазона типоразмеров обрабатываемых деталей. Поставленная цель достигается тем, что в штампе для обсечки деталей по контш)у, содержащем верхний и нижний блоки с инструментами, имеющими режущие кромки, а . также установленные соответственно ц , верхнем и нижнем блоках выталкиватель готово;й детали и снабженный приводом перемещения толкатель для проталкивания обрабатываемой детали в инструмент верхнего блока, прнвод толкателя выполнен в виде установленного в индивидуальном корпусе под нижним блоком и подпружиненного к толкателю щтока с фланцем, установленной концентрично штоку с возможностью перемещения относительно его оси и подпружиненной относительно нижнего блока обоймы с размещенными в ней радиально подвижными в плоскости, перпендикулярной к оси штампа, н подпружиненными ползушками с пазами под фланец штока, штанг, смонтированных в верхнем блоке параллельно осИ штампа с возможностью взаимодействия .с обоймой, а также гайки, размещенной на корпусе и выполненной с конической Торцовой поверхностью, при этом ползущкн выполнены со скосами и смонтированы с возможностью взаимодействия с конической поверхностью гайки. Кроме того, пружина штока снабжена регулятором степени сжатия. На фиг. 1 показан штамп, общий вид; на фиг. 2 - то же, продольное сечение Штамп содержит верхний блок I с инструментом 2 и нижний блок 3 с инструментом 4, имеющими режущие кромки. Поднижним блоком 3 в индивидуальном корпусе 5 установлен подпружииенный шток 6, взанмодействующий с соосио размещенным толкателем, выполненным, например, в виде набора элементов 7 и 8. Шток 6 выполнен с фланцем 9. Концентрично штоку размещена обойма 10, в которой установлены с пазами под фланец штока подпружиненные в радиальном направлении пружииы 12. Обойма подпружинена относительно нижнего блока пружинами 13. В верхнем блоке 1 жестко закреплены штанги 14, проходящие сквозь отверстия в нижнем блоке 3. Шток 6 подпружинен пружиной 15. На корпусе 5 размещена гайка 16 с конической торцовой поверхностью, а ползушки выполнены со скосами и смонтированы с возможностью взаимодействия с конической торцовой поверхностью гайки 16. В верхнем блоке установлен выталкиватель 17. Пружина 15 снабжена результатом степени сжатия в виде гайки 18. Штамп работает следующим образом. При хОде верхнего блока I обсечного штампа вниз матрица 2 н пуансон 4 обсекают заготовку. При этом отходы смещаются в стороны по конусным поверхностям, выполненным на инструментах 2 и 4 (соблюден принцип кусачек). Во избежание расслоения заготовок в процессе обсечки, поломки инструментов 2 и 4 они-не смыкаются на 0,20,4 мм и оставшиеся на заготовке отходы (облой) отсекаются. . При этом при ходе верхнего блока 1 вниз жестко закрепленные на нем штанги 14 также идут вниз, взаимодействуя с обоймой 10. Когда ве рхний блок I с инструментом 2 приближается к осевому крайнему нижнему положению, т.е. на расстояние 0,2-0,4 мм от кромок инструмента 4, скосы ползушек скользят вниз по конической поверхности гайки 16 при достижении крайнего нижнего положения верхнего блока 1 с инструментом 2 ползушки 8 раздвигаются гайкой, освобождая тем самым фланец штока 6. При этом шток 6 мгновенно взаимодействует с толХателем и перемещает заготовку вверх в инструмент 2 верхнего блока 1, т.е. производит окончательную обсечку заготовок. Процесс окончательной обсечки заготовок синхронизирован с крайним нижним положением инструмента 2 верхнего блока 1. Готовая деталь выталкивается из инструмента 2 верхнего блока 1 выталкиванием 17. Изобретение, по сравнению с базовым объектом, в качестве которого принят прототип, обеспечивает получение деталей повышенного качества и расширяет диапазон обрабатываемых деталей.
Фиг. 2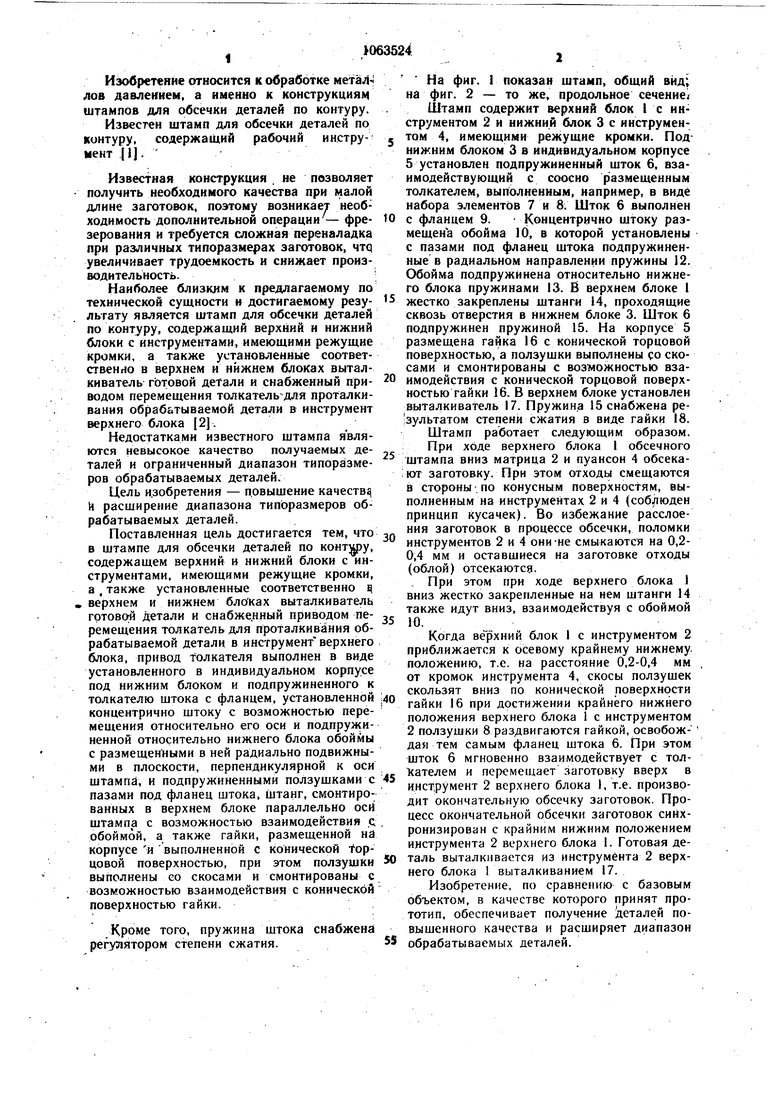
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для зачистки | 1991 |
|
SU1830298A1 |
| Штамп | 1991 |
|
SU1821270A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1983 |
|
SU1123783A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп | 1980 |
|
SU984609A1 |
1. ШТАМП ДЛЯ ОБСЕЧКИ ДЕТАЛЕЙ ПО КОНТУРУ, содержащий верх НИИ и Нижний блоки с инструментами, имеющими режущие кромки, а установленные соответственно в верхнем и нижнем блоках выталкиватель .готовой детали и снабженный приводом перемещения толкатель для проталкивания обрабатываемой детали в инструмент верхнего блока, отличающийся тем, что, с целью повышения . Качества и расширения диапазона типрразмеров обрабатываемых деталей,привод тоЛ Кателя выполнен в виде установленного в/ Индивидуальном корпусе под нижним блоков и подпружиненл ого к толкате 1ю щтока t фланцем, установленной концентрично штоку с возможностью перемещения относительно его оси и подпружиненной относительно нижнего блока обоймы его оси и подпружиненной относительно нижнего блока обоймы с размещсиными в ней радиально подвижны ми в плоскости, Перпендикулярной к оси Штампа, и подпружиненными ползушкамй с пазами под фланец штока, штанг, смонтированных в верхнем блоке параллельно оси штампа с возможностью взаимодействия i с обоймой, а также гайки, размещенной на корпусе и выполненной, с конической торцовой поверхностью, при этом ползушки выполнены со скосами и смонтированы с возможностью взаимодействия с конической поверхностью гайки, 2. Штамп по п. 1, Отличающийся тем, что пружина штока снабжена регулятором степени сжатия. 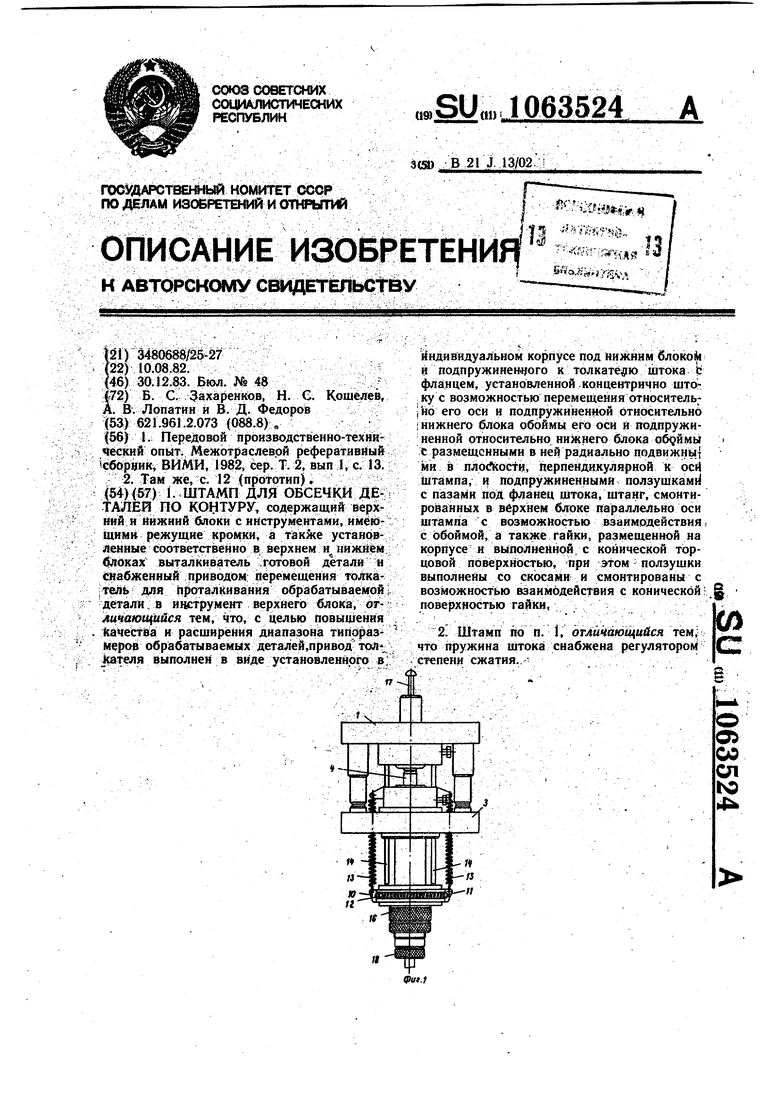
| I | |||
| Передовой производственно-технический опыт | |||
| Л ежотраелевой реферативный сборник, ВИМИ, 1982, сер | |||
| Т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Насос | 1917 |
|
SU13A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
