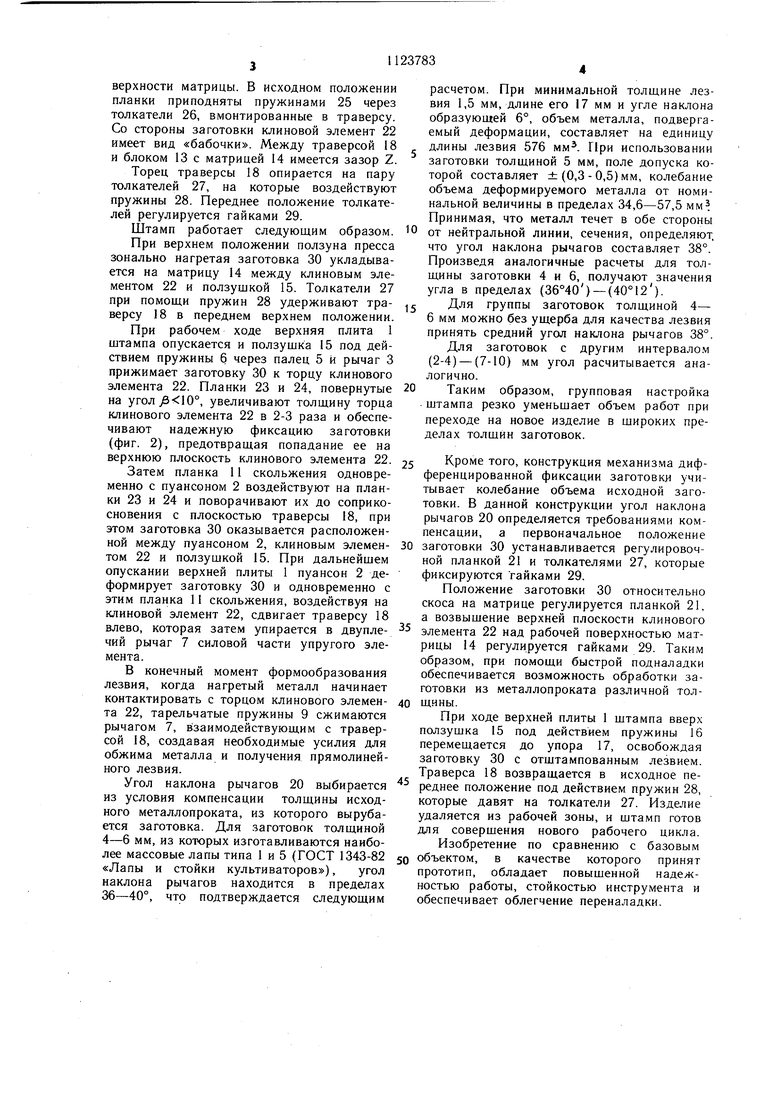
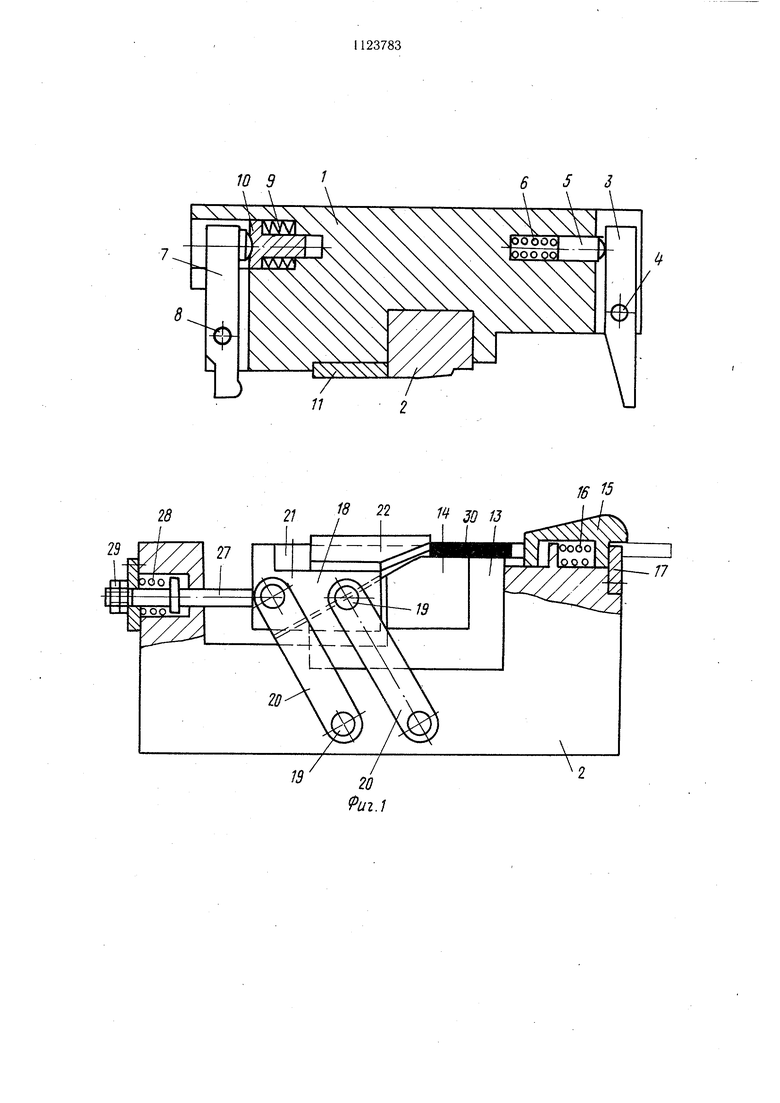
Изобретение относится к конструкции штампов для изготовления изделий с лезвиями типа рабачих органов сельскохозяйственных машин. Известен штамп для изготовления изделий с лезвиями, состоящий из матрицы и пуансона, имеющих наклонные рабочие поверхности, механизма бокового подпора пуансона к матрице, выполненного в виде подпружиненного клина, и механизма поджима заготовки к поверхности ручья, выполненного в виде подпружиненного рь1чага 1. Недостатками штампа являются низкая стойкость инструмента из-за одностороннего течения металла при обдавливании заготовки формующим инструментом, а также колебание геометрических размеров лезвия вследствие колебаний толщины исходного металлопроката, из которого вырублена заготовка, а также большие распорные усилия, воздействующие на пуансон, при изготовлении лезвий с малым (до 10°) углом скоса и, как следствие этого, невозможность ликвидировать зазор между матрицей и пуансоном. Известен также щтамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин, содержащий верхнюю плиту с пуансоном, нижнюю плиту с матрицей, имеющей клиновый скос на боковой поверхности, механизм дифференцированной фиксации заготовки с клиновым элементом, расположенным на нижней плите с возможностью взаимодействия со скосом матрицы и пуансоном и подпружиненным относительно нее в сторону матрицы, а также механизм поджима заготовки в виде подпружиненной ползушки, установленной с возможностью перемещения относительно рабочей поверхности матрицы и взаимодействия с верхней плитой посредством промежуточного звена 2. Недостатками этого устройства являются невысокая надежность работы, пониженная стойкость инструмента и затрудненные условия переналадки штампа на разные типоразмеры обрабатываемых заготовок. Цель изобретения - повышение надежности работы штампа, повышение стойкости инструмента за счет упрощения его конструкции, а также облегчение переналадки на различные типоразмеры обрабатываемых заготовок. Поставленная цель достигается тем, что в штампе для изготовления изделий с лезвиями, типа рабочих органов сельскохозяйственных машин, содержащем верхнюю плиту с пуансоном, нижнюю плиту с матрицей, имеющей клиновый скос на боковой поверхности, механизм дифференцированной фиксации заготовки с клиновым элементом, расположенным на нижней плите с возможностью взаимодействия со скосом матрицы и пуансоном и подпружиненным относительно нее в сторону матрицы, а также механизм поджима заготовки в виде подпружиненной ползушки, установленной с возможностью перемещения относительно рабочей поверхности матрицы и взаимодействия с верхней плитой посредством промежуточного звена, механизм дифференцированной фиксации заготовок снабжен траверсой, размещенной на нижней плите и щарнирно связанной с ней наклонными, параллельно расположенными рычагами, а также двумя планками, размещенными с боковых сторон относительно клинового элемента, шарнирно связанными с ним и подпружиненными относительно траверсы, при этом клиновой элемент смонтирован на траверсе, последняя установлена с возможностью взаимодействия посредством промежуточного механизма с верхней плитой, а рабочие поверхности матрицы и пуансона выполнены соответственно горизонтальной и -по конфигурации получаемого изделия. Промежуточный механизм выполнен в виде щарнирно связанного с верхней плитой и подпружиненного относительно нее двуплечего рычага. На фиг. 1 изображен штамп, до начала формообразования лезвия, разрез; на фиг. 2 - то же, со снятой верхней плитой, вид в плане; на фиг. 3 - то же, в момент окончания формообразования лезвия, общий вид. Штамп содержит верхнюю плиту 1, закрепленную на ползуне пресса (не показан), на которой смонтирован пуансон 2 и промежуточное звено, которое состоит из рычага 3, имеющего ось вращения 4 и опирающегося верхним концом через палец 5 на пружину 6. К верхней плите 1 также крепится промежуточный механизм, состоящий из двуплечего рычага 7, имеющего ось вращения 8 и опирающегося на пакет тарельчатых пружин 9 через сферу 10. Параллельно пуансону 2 к верхней плите 1 крепится планка 11 скольжения, нижняя поверхность которой выполнена заподлицо с пуансоном 2. На нижней плите 12 в блоке 13 смонтирована матрица 14, имеющая один скос. Справа от нее ползушка 15 в исходном положении под действием пружины 16 упирается в упор 17. Механизм дифференцированной фиксации заготовки выполнен в виде траверсы 18, которая через шарниры (оси) 19 связана двумя парами параллельных рычагов 20 с нижней плитой 12. Рычаги 20 наклонены в исходном положении к оси перемещения верхней плиты под углом ос 20-50° в зависимости от типоразмера заготовки. На верхней плоскости траверсы 18 закреплены регулировочная планка 21 и клиновой элемент 22, с щарнирно связанными с ним планками 23 и 24 к двух боковых звеньев, которые имеют возможность поворачиваться на угол Д 10° относительно рабочей поверхности матрицы. В исходном положении планки приподняты пружинами 25 через толкатели 26, вмонтированные в траверсу. Со стороны заготовки клиновой элемент 22 имеет вид «бабочки. Между траверсой 18 и блоком 13 с матрицей 14 имеется зазор Z.
Торец траверсы 18 опирается на пару толкателей 27, на которые воздействуют пружины 28. Переднее положение толкателей регулируется гайками 29.
Штамп работает следующим образом.
При верхнем положении ползуна пресса зонально нагретая заготовка 30 укладывается на матрицу 14 между клиновым элементом 22 и ползушкой 15. Толкатели 27 при помощи пружин 28 удерживают траверсу 18 в переднем верхнем положении.
При рабочем ходе верхняя плита 1 штампа опускается и ползущка 15 под действием пружины 6 через палец 5 и рычаг 3 прижимает заготовку 30 к торцу клинового элемента 22. Планки 23 и 24, повернутые на угол;3 10°, увеличивают толщину торца клинового элемента 22 в 2-3 раза и обеспечивают надежную фиксацию заготовки (фиг. 2), предотвращая попадание ее на верхнюю плоскость клинового элемента 22.
Затем планка 11 скольжения одновременно с пуансоном 2 воздействуют на планки 23 и 24 и поворачивают их до соприкосновения с плоскостью траверсы 18, при этом заготовка 30 оказывается расположенной между пуансоном 2, клиновым элементом 22 и ползушкой 15. При дальнейшем опускании верхней плиты 1 пуансон 2 деформирует заготовку 30 и одновременно с этим планка 11 скольжения, воздействуя на клиновой элемент 22, сдвигает траверсу 18 влево, которая затем упирается в двуплечий рычаг 7 силовой части упругого элемента.
В конечный момент формообразования лезвия, когда нагретый металл начинает контактировать с торцом клинового элемента 22, тарельчатые пружины 9 сжимаются рычагом 7, взаимодействующим с траверсой 18, создавая необходимые усилия для обжима металла и получения прямолинейного лезвия.
Угол наклона рычагов 20 выбирается из условия компенсации толщины исходного металлопроката, из которого вырубается заготовка. Для заготовок толщиной 4-6 мм, из котюрых изготавливаются наиболее массовые лапы типа 1 и 5 (ГОСТ 1343-82 «Лапы и стойки культиваторов), угол наклона рычагов находится в пределах 36-40°, что подтверждается следующим
расчетом. При минимальной толщине лезвия 1,5 мм, длине его 17 мм и угле наклона образующей 6°, объем металла, подвергаемый деформации, составляет на единицу длины лезвия 576 мм. При использовании заготовки толщиной 5 мм, поле допуска которой составляет ±(0,3 - 0,5) мм, колебание объема деформируемого металла от номинальной величины в пределах 34,6-57,5 мм Принимая, что металл течет в обе стороны
0 от нейтральной линии, сечения, определяют, что угол наклона рычагов составляет 38°. Произведя аналогичные расчеты для толщины заготовки 4 и 6, получают значения угла в пределах (36°40) -(40°12).
Для группы заготовок толщиной 4- 6 мм можно без ущерба для качества лезвия принять средний угол наклона рычагов 38°. Для заготовок с другим интервалом (2-4) - (7-10) мм угол расчитывается аналогично.
0 Таким образом, групповая настройка штампа резко уменьщает объем работ при переходе на новое изделие в широких пределах толщин заготовок.
5 Кроме того, конструкция механизма дифференцированной фиксации заготовки учитывает колебание объема исходной заготовки. В данной конструкции угол наклона рычагов 20 определяется требованиями компенсации, а первоначальное положение
0 заготовки 30 устанавливается регулировочной планкой 21 и толкателями 27, которые фиксируются гайками 29.
Положение заготовки 30 относительно скоса на матрице регулируется планкой 21, а возвыщение верхней плоскости клинового
элемента 22 над рабочей поверхностью матрицы 14 регулируется гайками 29. Таким образом, при помощи быстрой подналадки обеспечивается возможность обработки заготовки из металлопроката различной тол0 щины.
При ходе верхней плиты 1 щтампа вверх ползушка 15 под действием пружины 16 перемещается до упора 17, освобождая заготовку 30 с отштампованным лезвием. Траверса 18 возвращается в исходное переднее положение под действием пружин 28, которые давят на толкатели 27. Изделие удаляется из рабочей зоны, и штамп готов для совершения нового рабочего цикла. Изобретение по сравнению с базовым
0 объектом, в качестве которого принят прототип, обладает повышенной надежностью работы, стойкостью инструмента и обеспечивает облегчение переналадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделийС лЕзВияМи ТипА РАбОчиХ ОРгАНОВСЕльСКОХОзяйСТВЕННыХ МАшиН | 1979 |
|
SU804132A1 |
| Штамп для изготовления изделий типа лезвий | 1974 |
|
SU489565A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для вытяжки деталей с фланцем | 1985 |
|
SU1250357A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Автоматизированный комплекс горячей штамповки | 1988 |
|
SU1602602A1 |
1. ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЛЕЗВИЯМИ ТИПА РАБОЧИХ ОРГАНОВ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН, содержащий верхнюю плиту с пуансоном, нижнюю плиту с матрицей, имеющей клиновый скос на боковой поверхности, механизм дифференцированной фиксации заготовки с клиновым элементом, расположенным на нижней плите, с возможностью взаимодействия со скосом матрицы и пуансоном и подпружиненным относительно нее в сторону матрицы, а также механизм поджима заготовки в виде подпружиненной ползушки, установленной с возможностью перемещения относительно рабочей поверхности матрицы и взаимодействия с верхней плитои посредством промежуточного звена, отличающийся тем, что, с целью повышения надежности работы, повышения стойкости инструмента за счет упрощения его конструкции, а также и облегчения переналадки щтампа на различные типоразмеры обрабатываемых заготовок, механизм дифференцированной фиксации заготовок снабжен траверсой, размещенной на нижней плите и шарнирно связанной с ней наклонными параллельно расположенными рычагами, а также двумя планками, размещенными с боковых сторон относительно клинового элемента, щарнирно связанными с ним и под пружинеиными относительно траверсы, при этом клиновой элемент смонтирован на траверсе, последняя установлена с возможно§ стью взаимодействия посредством промежуточного механизма с верхней плитой, а (Л рабочие поверхности матрицы и пуансона выполнены соответственно горизонтальной и по конфигурации получаемого изделия. 2. Штамп по п. I, отличающийся тем, что промежуточный механизм выполнен в виде щарнирно связанного с верхней плитой и подпружиненного относительно нее двуплечего рычага. ю со оо 00
18 22
22Т
A-A(noSepHumoitil n :
23 7s га
Риг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для изготовления изделий типа лезвий | 1974 |
|
SU489565A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для изготовления изделийС лЕзВияМи ТипА РАбОчиХ ОРгАНОВСЕльСКОХОзяйСТВЕННыХ МАшиН | 1979 |
|
SU804132A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
