(54) ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированная линия горячей штамповки | 1979 |
|
SU997947A1 |
| Роботизированная линия горячей штамповки | 1979 |
|
SU863309A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Роботизированная линия горячей штамповки | 1985 |
|
SU1355454A1 |
| Роботизированная линия горячей штамповки | 1982 |
|
SU1068265A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1538980A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| Автоматическая линия горячей штамповки | 1977 |
|
SU733843A1 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
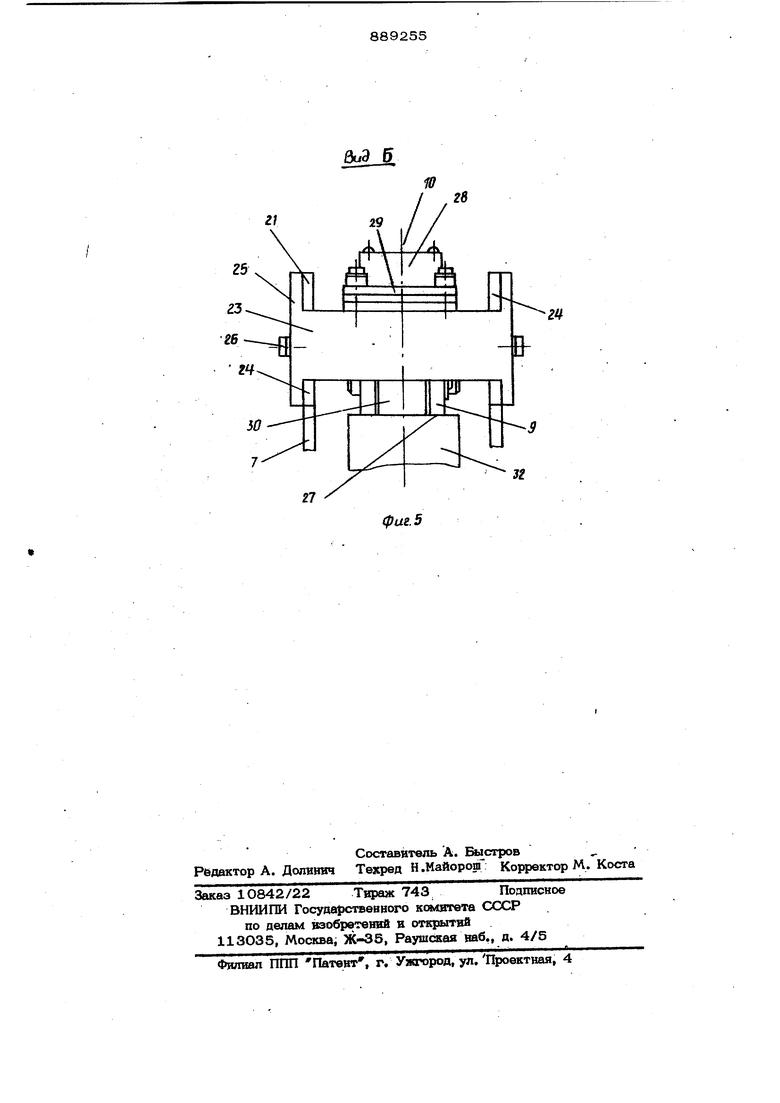
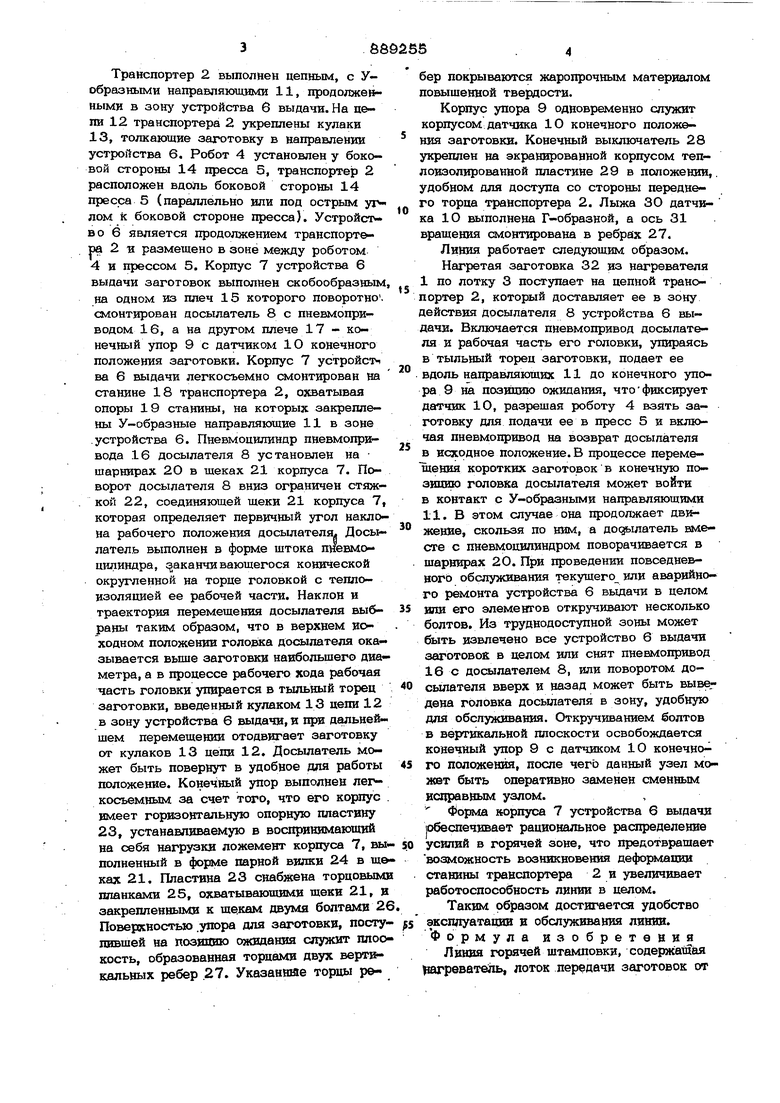
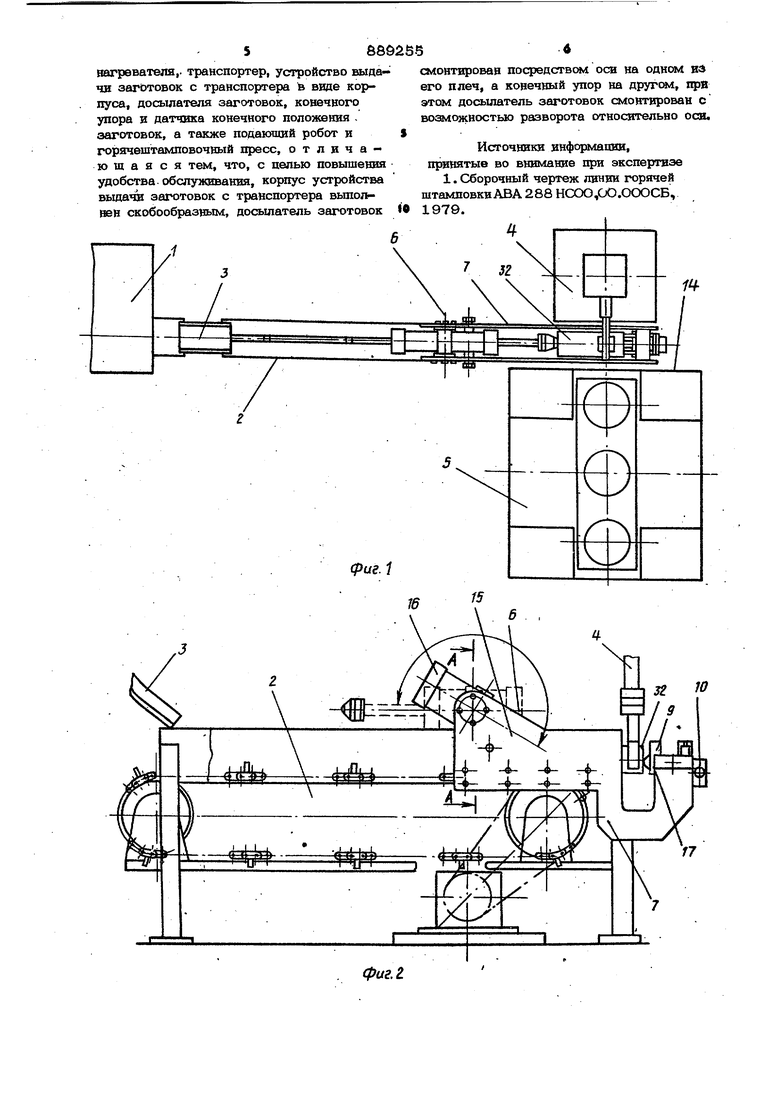
Изобретение относится к обработке металлов давлением, а именно к явшшм/ горячей штамповки деталей. Известна линия горячей штамповки, содержащая нагреватель, лоток передачи заготовок от нагревателя, транспортер, устройство выдачи заготовок с транспортера в виде корпуса, досылателя заготовок, конечного упора и датчика конечного положения заготовок, а также подающий робот и горячештамповочный пресс 11 . Недостаток данной линии состоит в не высоком удобстве обслуживания, что объясняется схемой компановки и выполнения ее элементов. Цель изобретения - повышение, удобства обслуживания. Поставленная цель достигается тем, что в ЛИВИИ горячей штамповки, содержащей нагреватель, лоток передачи заготовок от нагревателя, транспортер, устройство выдачи заготовок с транспортера в в де корпуса, досылателя заготовок, конечного упора и датчика конечного положешш заготовок, в также подакчааяй робот р горячештамповочный пресс. Корпус уст ойства выдачи заготовок с травспортдра выполнен скобообразным, досылатвль заготовок смовтирован посредством оси на одном-из его плеч, а конечный упор на другом, при этсяй досылатель заготовок смонтировав с возможностью разворота относительно оси. На фиг. 1 показав вид линии, плав; ва фиг. 2 - фрокгальвая проекция линии; ва фиг. 3 - устройство вьвдачи заготовок; ва фнр. 4 - разрез А-А на фиг. 2; на фиг.5вид Б на фиг. 3 (повернуто). Линия горячей штамповки содержит вагреватель 1, транспортер 2, лоток 3 передачи загчэтовки от нагревателя 1 к транспортеру 2, робот 4, подающий заготовку в горячештамповочвый пррсс 5, и устройство 6 выдачи заготовок от травопортера 2 к роботу 4, содержащее корпус 7, досылатель 8, конечный упор 9 и 1О кбвечного попожевня заготовкиТранспортер 2 выполнен цепным, с Уобразными направляющими 11, продолже№ными в зону устройства в выдачи. На цепи 12 транспортера 2 укреплены кулаки 13, толкающие заготовку в направлении устройства 6. Робот 4 установлен у боковой стороны 14 пресса 5, транспорте) 2 расположен вдоль боковой стороны 14 пресса 5 (параллельно или под острым углом к боковой стороне пресса). Устройство 6 является продолжением транспортера 2 -и размещено в зоне между роботом 4 и прессом 5. Корпус 7 устройства 6 выдачи заготовок выполнен скобообразным на одном из плеч 15 которого поворотно , смонтирован досылатель 8 с пневмоприводом 16, а на другом плече 17 - конечный упор 9 с датчиком 10 конечного положения заготовки. Корпус 7 устройств ва 6 выдачи легкосъемно смонтирован на станине 18 транспортера 2, охватывая опоры 19 станины, на которых закреплены У-образные направляющие 11 в зоне .устройства 6. Пневмоцилиндр пневмопривода 16 досылателя 8 установлен на шарнирах 2О в щеках 21 корпуса 7. Поворот досылателя 8 вниз ограничен стяжкой 22, соединяющей щеки 21 корпуса 7, которая определяет первичный угол наклона рабочего положения досылателя, Досылатель выполнен в форме штока пневмоципиндра, заканчивающегося конической округленной на торце головкой с теплоизоляцией ее рабочей части. Наклон и траектория перемещения досылателя выбраны таким образом, что в верхнем иоходном положении головка досылателя оказывается вьпие заготовки наибольшего диаметра, а в процессе рабочего хода рабочая часть головки упирается в тыльный торец заготовки, введенный кулаком. 13 цепи 12 в зону устройства 6 выдачи, И при дальнейшем перемещении отодвигает заготовку от кулаков 13 цепи 12. Досылатель может быть повернут в удобное для работы положение. Конечный упор выполнен легкосьемным за счет того, что его корпус имеет горизонтальную опорную пластину 23, устанавливаемую в воспринимающий на себя нагрузки ложемент корпуса 7, вы полненный в форме парной вилки 24 в щ& ках 21. Пластина 23 снабжена торцовым планками 25, охватывающими щеки 21, и 3aKpemieHHbnvca к щекам двумя болтами 26 Поверхностью упора для заготовки, поступившей на позигшю ожидания служит плоо кость, образованная торцами двух вертикальных ребер .27. Указаншяе торцы р&бер покрываются жаропрочным материалом повышенной твердости. Корпус упора 9 одновременно служит корпусом датчика 10 конечного положения заготовки. Конечный выключатель 28 укреплен на экранированной корпусом теплоизолированной пластине 29 в положении, удобном для доступа со стороны переднего торца транспортера 2. Лыжа 30 датчика 10 выполнена Г-образной, а ось 31 вращения смонтирована в ребрах 27. Линия работает следующим образом. Нагретая заготовка 32 из нагревателя 1 по лотку 3 поступает на цепной транопортер 2, который доставляет ее в зону действия досылателя 8 устройства 6 выдачи. Включается пневмопривод досылателя и рабочая часть его головки, упираясь в тыльный торец заготовки, подает ее вдоль направляющих 11 до конечного упора 9 на позицию ожидания, что фиксирует датчик 10, разрешая роботу 4 взять заготовку для подачи ее в пресс 5 и включая пневмопривод на возврат досыпателя в исходное положение. В процессе перемеаения коротких заготовок в конечную позицию головка досылателя может войти в контакт с У-образными направляющими 11. В этом случае она продолжает движение, скользя по ним, а додылатель вместе С пневмоцилиндром поворачивается в шарнирах 20. При проведении повседневного обслуживания текущего или аварийного ремонта устройства 6 вьвдачи в целом или его элементов откручивают несколько болтов. Из труднодоступной зоны может быть извлечено все устройство 6 выдачи заготовок в целом или снят пневмопривод 16 с досылателем 8, или поворотом досылателя вверх и назад может быть вывег дена головка досылателя в зону, удобную для обслуживания. Откручиванием болтов в вертикальной плоскости освобождается конечйый упор 9 с датчиком 10 конечно го положения, после чего данный узел может быть оперативно заменен сменным исправным узлом., Форма корпуса 7 устройства 6 выдачи обеспечивает рациональное распределение усилий в горячей зоне, что предотвращает возможность возникновения деформации станины транспортера 2 и увеличивает работоспособность линии в целом. Таким образом достигается удобство эксплуатации и обслуживания линии, Формула изобретения Линия горячей штамповки, содержащая шгреватель, лоток передачи заготовок от нагревателя,, транспортер, усггройство выдачи заготовок с транспортера в виде корпуса, досылателя заготовок, конечного упора и датчика конечного положения . заготовок, а также подающий робот и горячештамповочный пресс, отличающаяся тем, что, с целью повышения удобства, обслуживания, корпус устройства вьтато aaiMjTOBOK с транспортера вьшолвен скобообразным, досьшаталь заготовок
фиг. 2. смонтирован посредствсял оси на одном ид его плеч, а конечный упор на другсмл, при этом досьшатель заготовок смонтирован с возможностью разворота относительно оси. Источники информации, принятые во внимание при экспертизе 1. Сборочный чертеж линин горячей штамповки ABA 288 НСОО,СЮ.ОООСБ, 1979.
г;
Z5
и
