Изобретение относится к литейному производству и касается конструкции постоянных литейных форм,применяемых преимущественно для литья под низким давлением или с противодавлением, используемых для изготовления отливок из черных и цветных сплавов.
Известна конструкция постоянных литейных форм, которая может быть использована для форм с гравитационной заливкой металла содержащая по крайней мере один канал для выталкивателя 1.
, К недостаткам данной литейной формы следует отнести то, что ее конструкция не позволяет улучщить качество отливок за счет эффективной металлургической обработки непосредственно в литейной форме. Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является форма, содержащая канал для ввода присадок, механизм подачи присадок, выталкиватель, канал для перемещения выталкивателя 2.
К недостаткам известной формы следует отнести то, что выполнение канала для ввода присадок в выталкивателе в ряде случаев затруднительно, а иногда, невозможно (например, в случае применения тонких выталкивателей, диаметр которых равен 4-6 мм и менее; для полых водоохлаждаемых выталкивателей, для трубчатых выталкивателей и др.)Цель изобретения - расщирение технологических возможностей.
Поставленная цель достигается тем, что в постоянной линейной форме, включающей канал для ввода присадок, механизм подачи присадок, выталкиватель, канал для перемещения выталкивателя, выходное отверстие канала для ввода присадок выполнено на поверхности канала ДJЯ перемещения выталкивателя.
Благодаря указанным конструктивным особенностям постоянной линейной формы можно осуществлять эффективный ввод любых металлургических присадок непосредственно в литейную форму, независимо от конструктивного исполнения выталкивателя.
На фиг. 1 показана схема формы, в момент подачи присадки; на фиг. 2 - после отсечки дозы прутковой присадки.
Постоянная литейная форма состоит из полуформ 1 и 2. В одной из них (полуформе 2) выполнен канал 3 для перемещения выталкивателей 4. Эта же полуформа 2 снабжена по крайней мере одним каналом 5 для ввода присадок. Выходное отверстие 6 канала 5 для ввода присадок расположено на поверхности канала 3. Общее количество каналов 5 может бь1ть два и более в зависимости от размеров формы, конфигурации
и массы отливки, типа присадки и других факторов.
У входного отверстия 7 канала 5 расположен механизм 8 подачи прутковых присадок 9, выполненный в виде тянущих роликов 10. Вокруг канала 5 с целью регу-. лирования температуры присадки могут быть расположены нагревателя 11.
Устройство работает следующим образом. В исходном положении обе половины формы 1 и 2 смыкают и подают присадку 9,
0 перемещая пруток на расстояние, соответствующее дозе модификатора (лигатуры) на одну отливку. После этого выталкиватель 4 перемещают в левое положение.При этом происходит отсечка заданной дозы 12 присадки за счет взаимодействия выталкивате ля 4 с прутком 9.
В процессе заполнения литейной формы расплавом происходит взаимодействие последнего с присадкой. Для гомогенизации и равномерного распределения ингредиентов
Q присадок в случае необходимости может быть включен электромагнитный вращатель (не показан).
Присадку можно подавать в один и более каналов в зависимости от числа толкателей, а также от конструкции отливки, кокиля,
расхода и-типа присадок и других факторов. В случае необходимости с помощью нагревателей 11 можно регулировать температуру присадок в заданных пределах. После извлечения отливки из формы цикл повторяется.
Применение конструкции предлагаемой постоянной литейной формы позволяет осуществлять подачу модификатора в форму независимо от конструктивного выполнения толкателя.
5 Согласно предварительным расчетам экономический эффект от внедрения изобретения составляет 4-10 руб. на 1 т отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокильный станок | 1978 |
|
SU778921A1 |
| Кокильный станок | 1984 |
|
SU1224099A2 |
| Постоянная литейная форма | 1986 |
|
SU1315125A1 |
| Установка для литья под низким давлением | 1972 |
|
SU424653A1 |
| Литейная форма | 1982 |
|
SU1053958A1 |
| Металлическая форма для литья под газовым давлением | 1982 |
|
SU1090494A1 |
| Шиберный затвор металлургической емкости | 1979 |
|
SU831329A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| КОКИЛЬ | 1989 |
|
RU2067915C1 |
| Литейная форма | 1980 |
|
SU969451A1 |

ПОСТОЯННАЯ ЛИТЕЙНАЯ ФОРМА, включающая канал для ввода присадок, механизм подачи присадок, выталкиватель и канал для перемещения выталкивателя, отличающаяся тем, что, с целью расширения технологических возможностей, выходное отверстие канала для ввода присадок выполнено на поверхности канала для перемещения выталкивателя. ел О) со ел со О)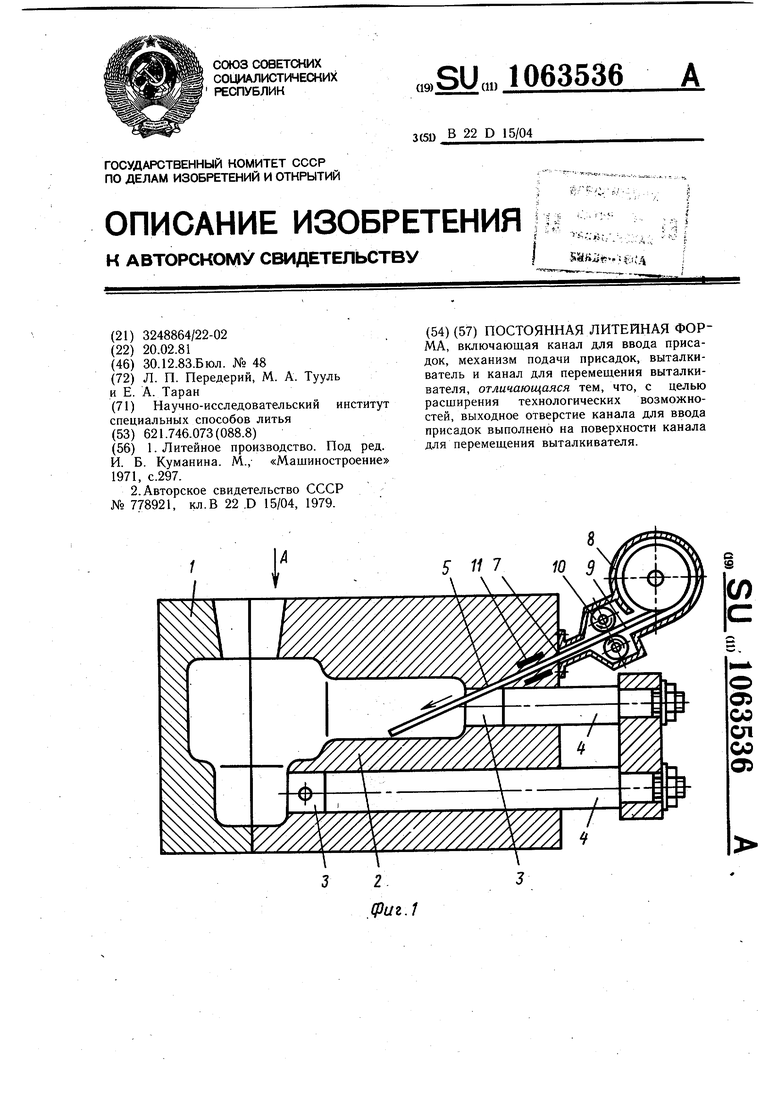
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литейное производство | |||
| Под ред | |||
| И | |||
| Б | |||
| Куманина | |||
| М.,- «Машиностроение 1971, С.297 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кокильный станок | 1978 |
|
SU778921A1 |
