Известные способы производства бесконечных полых цилиндров заключаются в том, что спираль, изготовленная на пружинно - витьевой машине, надевается на дорн (цилиндрический стержень), после чего она вручную обертывается слоем материала (резины, пластиката и т.д.), а последующие слои накладываются на валковой машине и после соответствующей обработки (вулканизации, полимеризации и т.д.) готовый полый цилиндр стаскивается с дорна лебедкой.
Известны аналогичные способы изготовления полых цилиндров, без применения дорнов. Все эти способы обладают тем недостатком, что полые цилиндры могут быть изготовлены только ограниченной длины (8-10 м); большое число технологических операций и преобладание ручного труда приводит к низкой производительности.
Предлагаемый способ непрерывного изготовления гибких полых цилиндров отличается от существующих способов тем, что изготовление цилиндра происходит непрерывно на жестком цилиндрическом теле, состоящем из отдельных элементов, перемещающихся механизмом вдоль оси цилиндра.
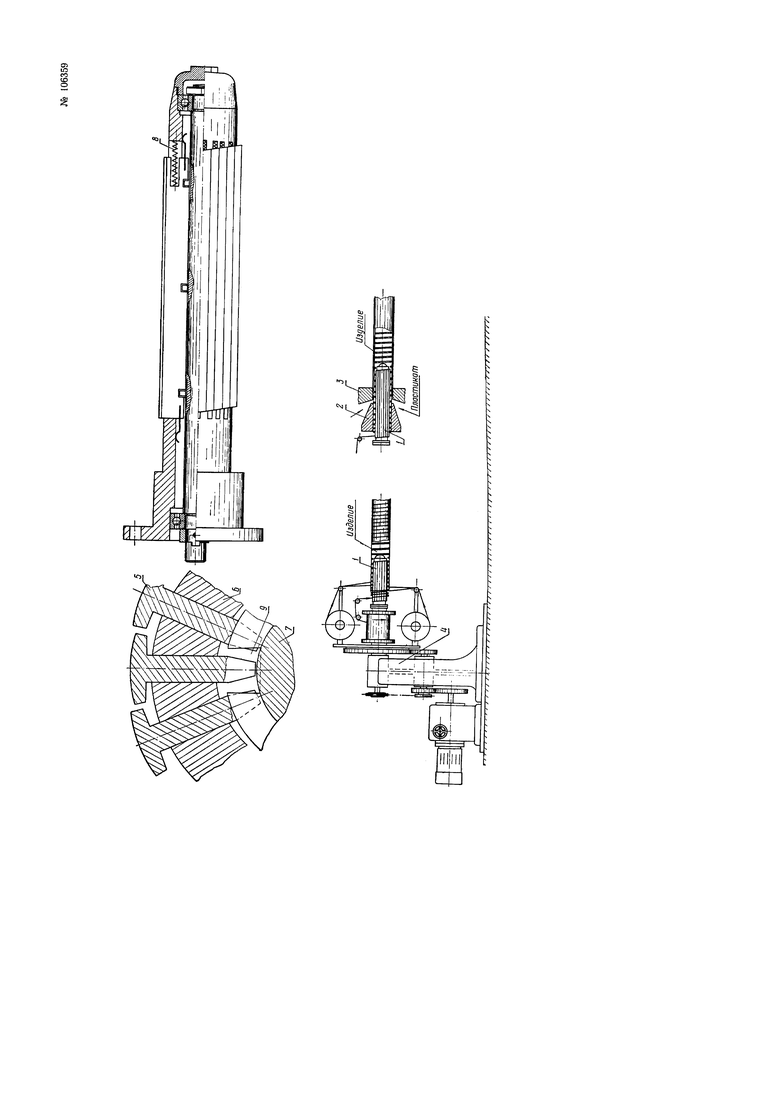
Способ иллюстрируется схемами, приведенными на чертеже.
Основой конструкции является устройство стержня 1, укрепленного в головке пресса 2, 3 или в центре обмотчика 4.
Стержень состоит из элементов 5, расположенных в прорезях круглого корпуса 6.
При вращении вала 7, который может иметь нарезку или кулачок, все элементы 5 получают равномерное поступательное движение по оси, сжимая пружины 8. Нарезка вала 7 имеет прорезь 9, попав в которую один из движущихся элементов под действием пружины быстро возвращается в исходное положение, после чего вновь начинает движение вперед. Таким образом, в каждый момент времени все элементы, кроме одного, движутся вперед и с торца цилиндра, образованного этими элементами, сходит гибкий полый цилиндр, получаемый, например, наложением пластиката на спираль, наматываемую на цилиндрическое тело.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНОГО ПОЛОГО ЦИЛИНДРА ИЛИ ПОЛЫХ ТЕЛ ИНОГО ВЫПУКЛОГО СЕЧЕНИЯ | 1995 |
|
RU2091232C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ полых АРМИРОВАННЫХ | 1966 |
|
SU185990A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАНЕСЕНИЯ ПОЛОС КРАСКИ, ЛАКА ИЛИ Т. П. | 1930 |
|
SU35122A1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| ПРОХОДЧЕСКИЙ РОБОТ И ТРАНСПОРТИРУЮЩИЙ МЕХАНИЗМ ПРОХОДЧЕСКОГО РОБОТА | 1988 |
|
SU1549153A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |
| ПРОТЕЗ ДЛЯ ЭНДОПРОТЕЗИРОВАНИЯ СОСУДОВ И ПОЛЫХ ОРГАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ИМПЛАНТАЦИИ (ВАРИАНТЫ) | 1998 |
|
RU2153863C2 |
| Устройство для непрерывной навивки гибкого спирального волновода дальней широкополосной радиотехнической связи | 1957 |
|
SU119860A1 |
| Способ изготовления трубчатых изделий с полимерным покрытием | 1986 |
|
SU1353638A1 |
Способ непрерывного изготовления бесконечного полого цилиндра или полых тел другого выпуклого сечения (квадрат, эллипс и др.) разной конструкции из различных комбинаций, наложенных друг на друга материалов (металлические и неметаллические спирали, ткани, резина, пластикат и др.), отличающийся тем, что образование полого цилиндра происходит непрерывно на жестком цилиндрическоме теле, состоящем из отдельных элементов, перемещающихся механизмом вдоль оси этого тела с постоянной и одинаковой скоростью, при этом каждый элемент поочередно совершает цикл, состоящий из рабочего движения вперед и быстрого возврата в исходное положение.
