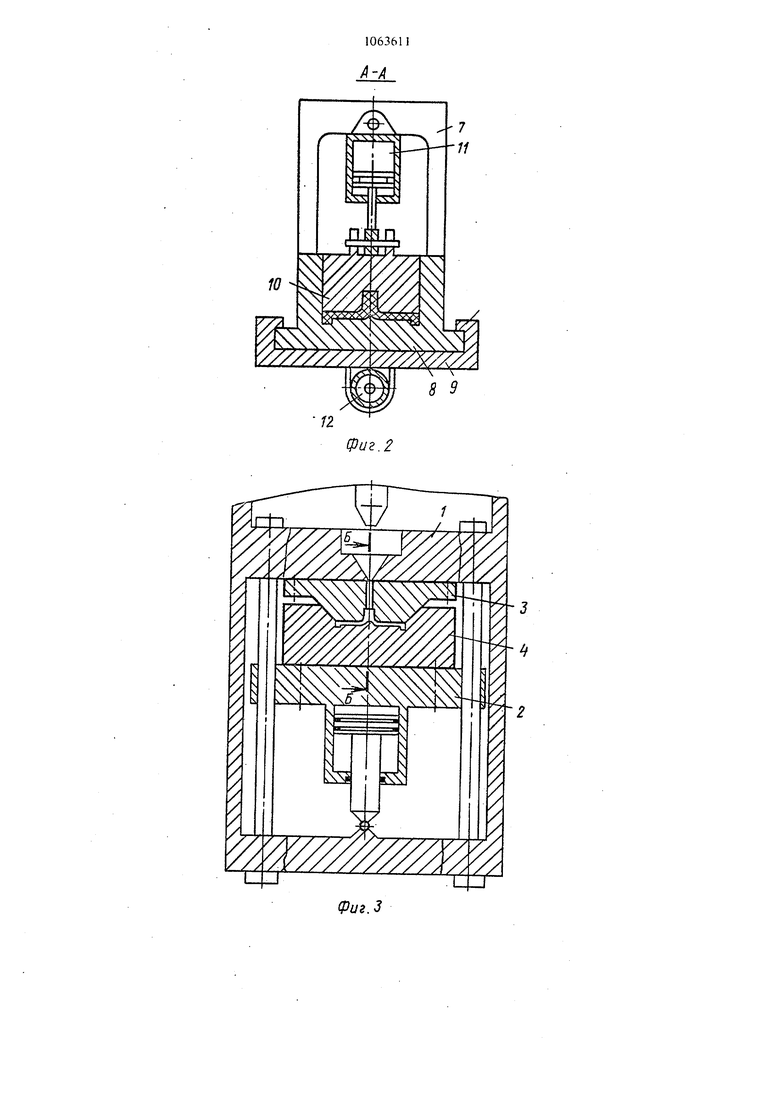
1 Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления из них погонажных издслий методом литья под давлением. Известна литьевая форма для изготовлешш изделий из полимерньк материалов, содержащая формующие элементь и средства удалени изделия 1 . . Недостатком является то, что в известной форме возможно изготовление изделий с ограниченными размерами, соответствующими размерам формующей полости. Наиболее близким к предлагаемому являет ся устройство для формования погонашшгх изделий, содержащее формующие злементы и механизм перемещегшя изделия, включающий гидроцилиндр горизонтального перемещения 2 Однако в указанном устройстве осзЩествл/ ется постаднйное формование, нлавление полимерного материала и охлаждение изделия, гшремещаемого за счет циклпческо{1 подачи очередной порцш полимерного материала к формующим элементам, Вследствие цтпепъ пости его нагрева из-за малой тсплопроводдMocTii и много стадийности процесса устройства обладает низкой производительностью. 11,е;н. изобретения - увеличение производительности устройства за счет использования метода литья под давлением. Поставленная цель достигается тем, что в устройстве для формования погонажзпах поли мерных изделий, содержащем формуюгдае .эле менты и механизм перемещения изделия, включающий гидроцилиндр горизонтального перемещения, формуюищй элемеьт со стороны съема изделия выполнен в виде клинового съемного вкладыща, а механизм перемещения изделия выполнен в виде вертикально установ ленной рамы с опорной плитой в нижней ее части, размещепной в обойме с нагфавляюп ими злементами, и прижимной плитой, связанной с прижимным 1идродилиндром, закреплен ным в верхней частя рамы, при этом рама с гидроцилипдром горизонтального связала перемещения, закрепленным под обоймой. Такое коиструктавное выполнение позволяет после удаления вкладыша ос ацествшь съем сформованного участка изделия и, зафик сировав его между опорной н прижимной пли тами, переместать, частишго освободага формуюп13ю полость для изготовления последующе1го y iacTKa, во время которого расплав полимерного материала, охлаждаясь, соеданяется со сформованным перед зтим участком изделия. На фиг, 1 показано устройство, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3узел формования; на фиг. 4 - разрез Б-Б на фиг. 3. Устройство содержит литниковую плиту 1, ocHOBaiffle 2, размещенные между ними формзющие элементы, включающие пуансон 3, матрицу 4 и боковые клиновые вкладыши 5 и 6. Со стороны съема изделия вкладыщ 5 вьшолнеп съемным. Механизм перемещения изделия вьшолнен в виде вертикально установленной рамы 7 с опорной плитой 8 в нижзюй ее части, размсщеюгой в обойме 9 с направляющими элементами, и при 31мной плитой 10, связашгой с прижимным гидроцилнилром 11, закрепленным в верхней част} рамь 7, при этом рама 7 связана с гидроцилиядром 12 горизо1 тальпого перемещегшя, закрепленным под обоймой 9. Последняя жестко связана с катрицзй 4, Устройство работает следуюидам образом, После впрыска расплава полимерного материала в формующую полость к охлажде1п- я снимается вкладыш 5 и я гасток изделия частною удаляется. Оставщаяся в формующей полос:га часть во время второго впрыска полимерного материала выполгшет функщ ю вкладыща 5, при этом происходит сплавление ранее сформованного элемента изделия с очередHoi, охлаждаюш.ейся дозой расплава. Последовательное перемещение изготовленного изделия производится механизмом его перемещения. Первый сформоваи.ный л 1асток изделия после удаления его из формующеГ: полости зажимаехсл между опорной 8 и прижимной 10 плитами и посредством гидроци:шпдра 12 горизонтального перемешекпя перемещается вместе с ними в обойме с налравшпощимл параллегазно формующей новерхкссти матрицьз 4. Таким образом, осуществляется последовательное сплавление участков изделия н их удаление из формующей полоста, Использовагше предлагаемого изобретения позволит утзеличить производительность оборудования для формования погонаяФых изделий.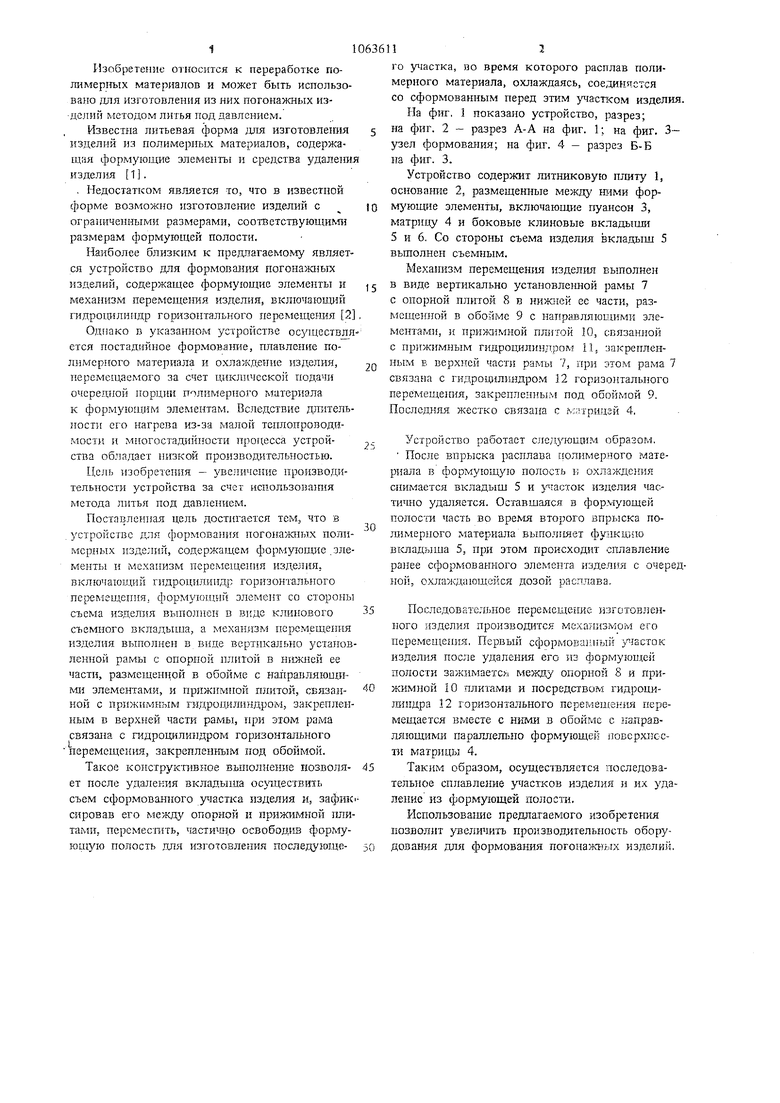
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1984 |
|
SU1186518A1 |
| Пресс-форма для изготовления изделий из полимерных материалов | 1981 |
|
SU952643A1 |
| Внутренняя опалубка устройства для формования объемных железобетонных элементов | 1960 |
|
SU149051A1 |
| Литьевая форма для полимерных изделий с арматурой | 1981 |
|
SU1004131A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЪЕМА С ФОРМ МАКАНЫХ ИЗДЕЛИЙ | 1968 |
|
SU221250A1 |
| Установка для изготовления объемных лестничных блоков | 1975 |
|
SU544554A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОГО ФОРМОВАНИЯ ИЗДЕЛИЙ | 2011 |
|
RU2598678C2 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1992 |
|
RU2037408C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| МЕХАНИЗМ ЗАПИРАНИЯ ФОРМ ДЛЯ МАШИН ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1971 |
|
SU298106A1 |

УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, содержащее формующие элементы и механизм перемещения изделия, включающий гидроцилиндр горизонтального перемещения, отличающееся тем, что, с целью увеличеfnui производительности устройства за счет использования метода литья под давлением, формующий элемент со стороны съема изделия выполнен в виде клинового съемного вкладыша, а механизм перемещения изделия выполнен в виде вертикально установленной рамы с опорной плитой в нижней ее части, размешенной в обойме с направляющими элементами, и прижимной плитой, связанной с прижимным , гидроцилиндром, закрепленным в верхней части рамы, при этом рама связана с гидроцилиндром горизонтального перемещения, закреплено ным под обоймой. (Л с: а оо о:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видгоф Н | |||
| Б | |||
| Основы конструирования ;штьевых форм термопластов | |||
| М., Лашиностроение, 1979, с | |||
| Соломорезка | 1918 |
|
SU157A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для непрерывного формо-ВАНия пОлиМЕРНыХ лиСТОВ | 1979 |
|
SU818880A2 |
| Солесос | 1922 |
|
SU29A1 |
